You might also like
- GAS WELDING REPORT (Mohamad Syazwan Bin Abd Aziz F2029)Document21 pagesGAS WELDING REPORT (Mohamad Syazwan Bin Abd Aziz F2029)Mohd Naqiuddeen Khalil93% (45)
- Gas Welding ReportDocument17 pagesGas Welding ReportNorasilah Chan67% (3)
- ISO-4063-List of Welding ProcessesDocument7 pagesISO-4063-List of Welding ProcessesGM100% (1)
- Welding ReportDocument10 pagesWelding ReportEboyzZ81% (16)
- Safe Use of Oxygen Fuel Gas EquipmentDocument4 pagesSafe Use of Oxygen Fuel Gas Equipmentzam110No ratings yet
- Union GalvasteelDocument41 pagesUnion GalvasteelNICAEL ARVIN VALMONTENo ratings yet
- HIRADC PAP Draft Rev 3.0 Audit FPE 2018Document90 pagesHIRADC PAP Draft Rev 3.0 Audit FPE 2018Ricky ChristianNo ratings yet
- Ford Transit 2006.5 04.2006 Workshop Manual ( (04.2006-) )Document834 pagesFord Transit 2006.5 04.2006 Workshop Manual ( (04.2006-) )slawek100% (1)
- DDC SVC MAN 0054.ch1 - ch2Document8 pagesDDC SVC MAN 0054.ch1 - ch2Trans Azkar S.R.L.No ratings yet
- MEFB 121 Manufacturing Lab SEMESTER 2 (2013/2014)Document9 pagesMEFB 121 Manufacturing Lab SEMESTER 2 (2013/2014)Dhana KumaranNo ratings yet
- WORKSHOP REPORT 2Document7 pagesWORKSHOP REPORT 2Harith DanialNo ratings yet
- Workshop Report Task 2 (OXY - ACETYLENE GAS WELDING SafwanDocument12 pagesWorkshop Report Task 2 (OXY - ACETYLENE GAS WELDING SafwanAiman AriefNo ratings yet
- Gas Welding ReportDocument6 pagesGas Welding ReportYe Chonn77% (13)
- GAS WELDING: OXY-ACETYLENE FLAME GUIDEDocument5 pagesGAS WELDING: OXY-ACETYLENE FLAME GUIDEJenish BhanawatNo ratings yet
- Production Process LabDocument18 pagesProduction Process LabRiaz Uddin AhmedNo ratings yet
- Bahir Dar University manufacturing assignment overviewDocument5 pagesBahir Dar University manufacturing assignment overviewnigusu sisayNo ratings yet
- GAS WeldingDocument6 pagesGAS WeldingsrijaNo ratings yet
- Welding Gas Report CompressDocument11 pagesWelding Gas Report CompressNIDHI RASUMALLANo ratings yet
- Renewable Energy Welding CourseDocument66 pagesRenewable Energy Welding CourseHabanabakize Pacis TheophileNo ratings yet
- Sem 1 Brazing With Oxyacetylene WeldingDocument3 pagesSem 1 Brazing With Oxyacetylene WeldingKamarul Nizam100% (1)
- Gas WeldingDocument17 pagesGas WeldingMostafizur Rahman SobujNo ratings yet
- KFUPM ME 323 Lab Report 4: Gas WeldingDocument4 pagesKFUPM ME 323 Lab Report 4: Gas WeldingabdulwahabNo ratings yet
- Welding and Fabrication Notes Welding and Fabrication NotesDocument6 pagesWelding and Fabrication Notes Welding and Fabrication NotesJulius Kiprop100% (1)
- Welding GAS ReportDocument11 pagesWelding GAS Report15 thn50% (2)
- Lec 6Document39 pagesLec 6Omar AssalNo ratings yet
- Material Lab Uet No 14Document7 pagesMaterial Lab Uet No 14m.sheraz malikNo ratings yet
- Welding Upto Gas WeldingDocument26 pagesWelding Upto Gas Weldingrams789No ratings yet
- Faculty of Mechanical and Manufacturing Engineering Welding: Objective of The ProjectDocument10 pagesFaculty of Mechanical and Manufacturing Engineering Welding: Objective of The Projectnajib_osman_1No ratings yet
- Join Metal Parts with Gas Welding, Brazing & SolderingDocument105 pagesJoin Metal Parts with Gas Welding, Brazing & SolderingAnuj Verma100% (1)
- Learn Oxy-Fuel Cutting FundamentalsDocument14 pagesLearn Oxy-Fuel Cutting Fundamentalskevin mundaNo ratings yet
- PR8592 Welding TechnologyDocument77 pagesPR8592 Welding TechnologyamitNo ratings yet
- Gas Welding and TypesDocument10 pagesGas Welding and TypesDr. Avinash Ravi RajaNo ratings yet
- WeldingDocument23 pagesWeldingRashedul AlamNo ratings yet
- Welding ReportDocument15 pagesWelding ReportSamNo ratings yet
- BMP (Class 09-Class 10) WeldingDocument20 pagesBMP (Class 09-Class 10) WeldingAsesh PramanikNo ratings yet
- 03 - Fusion WeldingDocument7 pages03 - Fusion WeldingRADHAKRISHNAN PNo ratings yet
- Gas WeldingDocument8 pagesGas WeldingMay FadlNo ratings yet
- Report Workshop Gas WeldingDocument6 pagesReport Workshop Gas WeldingDzulkhairie DK0% (1)
- Gas Welding Defects AnalysisDocument4 pagesGas Welding Defects AnalysisSheikh Aasi AasiNo ratings yet
- Gas Welding Definition Equipment Working Types Advantages Disadvantages Applications With PDFDocument9 pagesGas Welding Definition Equipment Working Types Advantages Disadvantages Applications With PDFDick MariitaNo ratings yet
- 3a WeldingDocument51 pages3a WeldingArvind GiridharNo ratings yet
- Welding (Unit Iv)Document19 pagesWelding (Unit Iv)Susheel GuptaNo ratings yet
- Plate 7.3 BASIC WELDING ANGADocument11 pagesPlate 7.3 BASIC WELDING ANGAjason.angaNo ratings yet
- Welding Upto Gas WeldingDocument26 pagesWelding Upto Gas WeldingNabankur RayNo ratings yet
- Gas and Arc Welding Processes ExplainedDocument77 pagesGas and Arc Welding Processes ExplainedVijayan VNo ratings yet
- Manufacturing1 Lab7Document12 pagesManufacturing1 Lab7Khadija AlkaabiNo ratings yet
- Oxy-Acetylene Welding GuideDocument38 pagesOxy-Acetylene Welding GuideMay Ann RiveraNo ratings yet
- Metal Joining PrcocessDocument42 pagesMetal Joining PrcocessDheerajSharmaNo ratings yet
- Joining Processes: Gas Welding TechniquesDocument16 pagesJoining Processes: Gas Welding TechniquesArya PrakashNo ratings yet
- Guide to Oxy-Fuel Welding ProcessesDocument6 pagesGuide to Oxy-Fuel Welding ProcessesMohamed AtefNo ratings yet
- Casing ProcessDocument18 pagesCasing ProcessManeesh TNo ratings yet
- Mechanical Joining ProcessesDocument16 pagesMechanical Joining ProcessesGladiatoR XDNo ratings yet
- Me 6008-Welding Technology (Elective) : Year/ Sem: Iv/ ViiDocument53 pagesMe 6008-Welding Technology (Elective) : Year/ Sem: Iv/ ViiparthibankNo ratings yet
- Lab Report 5Document5 pagesLab Report 5mamoona noreenNo ratings yet
- Unit Ii Joining ProcessesDocument116 pagesUnit Ii Joining ProcessesAkash akNo ratings yet
- weldingDocument33 pagesweldingMuhammad LuqmanNo ratings yet
- Manufacturing Technology (BPB 23303)Document9 pagesManufacturing Technology (BPB 23303)liewyoungshinNo ratings yet
- Mce516 Lecture Note 3Document70 pagesMce516 Lecture Note 3Edward JNo ratings yet
- Practical 4 WeldingDocument7 pagesPractical 4 WeldingSyamira ZakariaNo ratings yet
- Shop 3 Tempering QUencingbDocument7 pagesShop 3 Tempering QUencingbJag MasterNo ratings yet
- AgcaoiliRCDG ME32HRU LabActivity5Document3 pagesAgcaoiliRCDG ME32HRU LabActivity5Rilland Carl AgcaoiliNo ratings yet
- Report WeldingDocument11 pagesReport WeldingSomasundaram SomanoNo ratings yet
- Mapúa University: Shop Practice No. 9Document5 pagesMapúa University: Shop Practice No. 9marisonNo ratings yet
- PressedDocument30 pagesPressedShantanu SinghNo ratings yet
- Calizar Technical Report 8Document14 pagesCalizar Technical Report 8Jazztine Andrei GecoleaNo ratings yet
- The Art of Lead Burning: A practical treatisening the apparatus and processesFrom EverandThe Art of Lead Burning: A practical treatisening the apparatus and processesNo ratings yet
- Biology Notes For O LevelDocument36 pagesBiology Notes For O LevelAhmad Barrun Nidhom92% (158)
- Microorganisms and Their Applications in BiotechnologyDocument13 pagesMicroorganisms and Their Applications in BiotechnologyAhmed Kaleem Khan Niazi46% (13)
- Assignment On Chapter-10 (Maths Solved) Business Statistics Course Code - ALD 2104Document32 pagesAssignment On Chapter-10 (Maths Solved) Business Statistics Course Code - ALD 2104Sakib Ul-abrarNo ratings yet
- 1123 w15 Ms 22Document18 pages1123 w15 Ms 22Faizan KarsazNo ratings yet
- 1123 w15 QP 22 PDFDocument8 pages1123 w15 QP 22 PDFSakib Ul-abrarNo ratings yet
- 1123 w15 Ms 22Document18 pages1123 w15 Ms 22Faizan KarsazNo ratings yet
- Accident Informer: Make Emergency CallDocument1 pageAccident Informer: Make Emergency CallSakib Ul-abrarNo ratings yet
- 1123 w15 in 22Document4 pages1123 w15 in 22kkhan_451062No ratings yet
- Arpan Bus Stat PDFDocument31 pagesArpan Bus Stat PDFAsif ZobaedNo ratings yet
- CH 01Document71 pagesCH 01hasibNo ratings yet
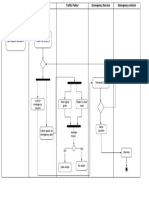
- Traffic Management 5.0Document1 pageTraffic Management 5.0Sakib Ul-abrarNo ratings yet
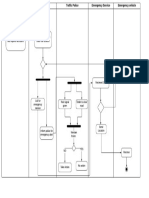
- Traffic Managemet 4.0 PDFDocument1 pageTraffic Managemet 4.0 PDFSakib Ul-abrarNo ratings yet
- P2 1aDocument1 pageP2 1aSakib Ul-abrarNo ratings yet
- Traffic Managemet 4.0 PDFDocument1 pageTraffic Managemet 4.0 PDFSakib Ul-abrarNo ratings yet
- P2 2aDocument3 pagesP2 2aSakib Ul-abrarNo ratings yet
- Seminar Report On Gas WeldingDocument17 pagesSeminar Report On Gas WeldingRohit Singh Baghel92% (12)
- Mig Guide From Zero PDFDocument10 pagesMig Guide From Zero PDFHugo SalazarNo ratings yet
- Ministry of Higher and Tertiary Education, Science and Technology DevelopmentDocument53 pagesMinistry of Higher and Tertiary Education, Science and Technology DevelopmentPrince DandaNo ratings yet
- United Mining Industries "Health Safety and Environment General Rules"Document139 pagesUnited Mining Industries "Health Safety and Environment General Rules"Jakaria Al-MahmudNo ratings yet
- Master Hazards Risks RegisterDocument113 pagesMaster Hazards Risks RegisterIvanNo ratings yet
- Quiz-2 Manufacturing Processes (S1-16 - ETZC235)Document6 pagesQuiz-2 Manufacturing Processes (S1-16 - ETZC235)ssanthosh073No ratings yet
- BS 499-1 Welding Terms and Symbols 2009Document68 pagesBS 499-1 Welding Terms and Symbols 2009Geraldo MaraisNo ratings yet
- An Overview To Industrial Arts ModuleDocument44 pagesAn Overview To Industrial Arts ModuleEla Sofia ArnaizNo ratings yet
- The Tara Handpump: Dhaka-BangladeshDocument178 pagesThe Tara Handpump: Dhaka-BangladeshLovasoa Mbolamanana Joseph AndrianirianaNo ratings yet
- Introduction To WeldingDocument18 pagesIntroduction To WeldingledaswanNo ratings yet
- Satnam Machine Tools OkDocument17 pagesSatnam Machine Tools OkRupinder SinghNo ratings yet
- WeldingDocument752 pagesWeldingAndres_Pastor1987100% (3)
- Soal Uji Kompetensi Guru Bahasa Inggris SMPDocument4 pagesSoal Uji Kompetensi Guru Bahasa Inggris SMPOzzi Gotelvia92% (12)
- MechanicalDocument173 pagesMechanicalKerx EndranoNo ratings yet
- 2º Parcial: Choque Chuquimia Pablo: Mecanica Industrial: Ingles Tecnico II INT-200: Lic. Hernan PrietoDocument5 pages2º Parcial: Choque Chuquimia Pablo: Mecanica Industrial: Ingles Tecnico II INT-200: Lic. Hernan PrietoLuis Chino SarsuriNo ratings yet
- Syllabus: Craft Instructors Training Scheme (Cits)Document21 pagesSyllabus: Craft Instructors Training Scheme (Cits)Abdul MalikNo ratings yet
- Oxy-Acetylene Welding M1 U10Document11 pagesOxy-Acetylene Welding M1 U10Sooraj Kannan, P.V.No ratings yet
- Katalog GBDocument88 pagesKatalog GBMarcos Antonio SilvaNo ratings yet
- Welder Volume-I of II-TPDocument208 pagesWelder Volume-I of II-TPRupam RoyNo ratings yet
- Site Safety Plan B&MDocument21 pagesSite Safety Plan B&MHabimana RaphaelNo ratings yet
- CBC Shielded Metal Arc Welding NC IIDocument87 pagesCBC Shielded Metal Arc Welding NC IIAldous OsorioNo ratings yet
- Learn Arc and Oxy-Acetylene Welding Safety and TechniquesDocument24 pagesLearn Arc and Oxy-Acetylene Welding Safety and TechniquesMuhammad HidayaturrahmanNo ratings yet
- Mig/Mag Welding Torches: For Manual Welding ApplicationsDocument12 pagesMig/Mag Welding Torches: For Manual Welding ApplicationsSaranyoo ChootimasNo ratings yet
- WTCDocument57 pagesWTCSarah FrazierNo ratings yet