You might also like
- Agglomeration Control Fos Heap LeachingDocument18 pagesAgglomeration Control Fos Heap Leachinggonzalo7cornejo7ramiNo ratings yet
- Gold and Silver Uptake and Nanoprecipitation On Calcium PDFDocument8 pagesGold and Silver Uptake and Nanoprecipitation On Calcium PDFElisabet Alvarez RNo ratings yet
- Hydrometallurgy: Nilanjana DasDocument10 pagesHydrometallurgy: Nilanjana DasElisabet Alvarez RNo ratings yet
- Crystals 09 00255 PDFDocument14 pagesCrystals 09 00255 PDFAldyan FaturahmanNo ratings yet
- Aws A2.4 PDFDocument118 pagesAws A2.4 PDFElisabet Alvarez RNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- BS S 524 (1969)Document8 pagesBS S 524 (1969)mrzap5007No ratings yet
- Elements - turbine-Turbo-TOC KaydonDocument3 pagesElements - turbine-Turbo-TOC KaydonnguyenanhtuanbNo ratings yet
- HSE Guide For Hot Tapping Part 1-13Document4 pagesHSE Guide For Hot Tapping Part 1-13abhisheknharanghat100% (1)
- Mastercam Lathe Lesson 7 CAMInstructorDocument56 pagesMastercam Lathe Lesson 7 CAMInstructordanquinn24100% (1)
- Vanderberg Shell PDFDocument33 pagesVanderberg Shell PDFavijitb100% (2)
- Hardness TestDocument10 pagesHardness Testbadawi2No ratings yet
- 3 Methods of Determining Workability of ConcreteDocument4 pages3 Methods of Determining Workability of Concretesuryakantame100% (1)
- Summary NG Pagtatasa NG Pangangailangan (Needs Assessment Survey)Document3 pagesSummary NG Pagtatasa NG Pangangailangan (Needs Assessment Survey)Karlo AvendañoNo ratings yet
- Bolt Paper 2023Document12 pagesBolt Paper 2023madyeNo ratings yet
- Activity 2 - Erika Liliana Verdugo Aguilar.Document3 pagesActivity 2 - Erika Liliana Verdugo Aguilar.Erika AguilarNo ratings yet
- Keppel Seghers Waste-to-Energy PDFDocument2 pagesKeppel Seghers Waste-to-Energy PDFCarlos GomezNo ratings yet
- MPSP Mill - Simhadri1Document18 pagesMPSP Mill - Simhadri1santoshkumar777No ratings yet
- Advera 401PS PDFDocument1 pageAdvera 401PS PDFkishanptlNo ratings yet
- Air Turbo Ventilator PDFDocument2 pagesAir Turbo Ventilator PDFHiei ArshavinNo ratings yet
- Xseries Wrap Around Bottle HeaterDocument2 pagesXseries Wrap Around Bottle HeaterNoneNo ratings yet
- n7k ReplacingDocument102 pagesn7k ReplacingMcyanogen HeshamNo ratings yet
- Pma2 6Document9 pagesPma2 6EllyYanaNo ratings yet
- 2 Medición Correcta de Flujo en Biogas Húmedo - B200Document45 pages2 Medición Correcta de Flujo en Biogas Húmedo - B200ChemicalProgrammerNo ratings yet
- BS 5896 2012 - SecuredDocument30 pagesBS 5896 2012 - SecuredAdonis KumNo ratings yet
- GE Black Light Brochure 1970Document16 pagesGE Black Light Brochure 1970Alan MastersNo ratings yet
- M 237Document4 pagesM 237Katerin Hernandez0% (1)
- 8 - CE 511 - Welded ConnectionsDocument32 pages8 - CE 511 - Welded ConnectionsVictor Czar AustriaNo ratings yet
- Technical Specifications-CombinedDocument12 pagesTechnical Specifications-CombinedsaravananNo ratings yet
- KAESER SX6 Service ManualDocument100 pagesKAESER SX6 Service ManualYassin AlkadyNo ratings yet
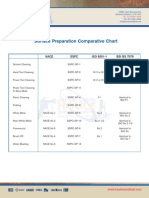
- Surface Preparation Comparative ChartDocument1 pageSurface Preparation Comparative Chartcmms88No ratings yet
- Bearing Capacity of Soil and Settlement CriterionDocument28 pagesBearing Capacity of Soil and Settlement CriterionNithin SudersananNo ratings yet
- Thermination Atau TerminasiDocument31 pagesThermination Atau TerminasiRasyidjarazNo ratings yet
- MaterialogyDocument181 pagesMaterialogyrajraj3550No ratings yet
- 3 Solid Waste Management 2020Document68 pages3 Solid Waste Management 2020Emily KarungiNo ratings yet
- Flow Measuring Instruments: (An ISO 9001-2008 Company)Document4 pagesFlow Measuring Instruments: (An ISO 9001-2008 Company)I. Murali KrishnaNo ratings yet