You might also like
- UV Flexo Ink CompositionDocument9 pagesUV Flexo Ink CompositionMuhammad HalimNo ratings yet
- MACIJ16000117.pdf: Cite This PaperDocument7 pagesMACIJ16000117.pdf: Cite This PaperchalachewNo ratings yet
- Printing Ink Problems-Causes and RemediesDocument21 pagesPrinting Ink Problems-Causes and Remediestiga_blas100% (3)
- 10 - Chapter 2 PDFDocument13 pages10 - Chapter 2 PDFpavan4samudralaNo ratings yet
- Dyes For Ink-Jet PrintingDocument30 pagesDyes For Ink-Jet PrintingFranklyn NetoNo ratings yet
- White Pigments For Flexible Packaging InksDocument8 pagesWhite Pigments For Flexible Packaging InksHOANGVUNL1988No ratings yet
- Pad Printing - Theory and Practice: Pröll KGDocument38 pagesPad Printing - Theory and Practice: Pröll KGNoe JimenezNo ratings yet
- FP Pigments - Opacity Pigments, Cost Saving Opportunities in Architectural Coatings Paul DietzDocument22 pagesFP Pigments - Opacity Pigments, Cost Saving Opportunities in Architectural Coatings Paul DietzHiếu Mai ĐứcNo ratings yet
- Special Inks Fugitive Ink N AllDocument2 pagesSpecial Inks Fugitive Ink N AllVishal PoddarNo ratings yet
- Carton Board Detail With OffsetDocument7 pagesCarton Board Detail With OffsetIzhar ShaikhNo ratings yet
- IDJ Volume 7 Issue 1 Page 103 107Document5 pagesIDJ Volume 7 Issue 1 Page 103 107Van PhamNo ratings yet
- Part 7. Inks VarnishesDocument9 pagesPart 7. Inks VarnishesSukshamNo ratings yet
- KNOWLEDGE SHARING - Offset Printing TechnologyDocument11 pagesKNOWLEDGE SHARING - Offset Printing TechnologySachin KothariNo ratings yet
- UV Curable Inks-The Future of Industrial InkJet PrintingDocument34 pagesUV Curable Inks-The Future of Industrial InkJet PrintingmozierlanNo ratings yet
- PresentationDocument31 pagesPresentationisrailNo ratings yet
- Glossy FillersDocument6 pagesGlossy Fillerskensley oliveira100% (1)
- Ink TypesDocument10 pagesInk TypesRaja SekarNo ratings yet
- Advances in Flexographic Printing Inks Technology. A Re-Solubility Study On BOPP FilmDocument20 pagesAdvances in Flexographic Printing Inks Technology. A Re-Solubility Study On BOPP FilmJavier Martinez CañalNo ratings yet
- UV Curable Inks: Will They Work For Everyone?: by Mike UkenaDocument4 pagesUV Curable Inks: Will They Work For Everyone?: by Mike UkenaMark LesterNo ratings yet
- Thermal DOD: Canon Hewlett-Packard Lexmark ThermalDocument3 pagesThermal DOD: Canon Hewlett-Packard Lexmark Thermaldwarika2006No ratings yet
- Davidson Et Al 2006Document6 pagesDavidson Et Al 2006Nicole RojasNo ratings yet
- STHK - Special Colours - EN PDFDocument28 pagesSTHK - Special Colours - EN PDFJumadi AlkutsNo ratings yet
- Keif IncreasingDocument5 pagesKeif IncreasingmdanalisaNo ratings yet
- Aluminium PigmentsDocument24 pagesAluminium Pigmentsmita shilNo ratings yet
- Biermann's Handbook of Pulp and Paper - Cap 04Document18 pagesBiermann's Handbook of Pulp and Paper - Cap 04chau_riberNo ratings yet
- Pigment For TiO2 ExtenderDocument10 pagesPigment For TiO2 ExtenderDuc NguyenNo ratings yet
- Inkjet Technology Summary PDFDocument7 pagesInkjet Technology Summary PDFinzaner100% (1)
- InkDocument7 pagesInkRaghavendra Pratap SinghNo ratings yet
- New Generation Calcium CarbonateDocument17 pagesNew Generation Calcium CarbonateVaibhav D RavalNo ratings yet
- SpecialChem - Matting Agents For Paint, Coatings and InksDocument6 pagesSpecialChem - Matting Agents For Paint, Coatings and Inksichsan hakimNo ratings yet
- Winter Camouflage Painting - Episode 1 Slightly Weathered: by Roman VolchenkovDocument9 pagesWinter Camouflage Painting - Episode 1 Slightly Weathered: by Roman VolchenkovBENo100% (1)
- Solvent Ink Parameters Flexo PrintingDocument3 pagesSolvent Ink Parameters Flexo Printingsherifamer85100% (1)
- Protection From Corrosion by Organic CoatingDocument19 pagesProtection From Corrosion by Organic CoatingKh Aasim BashirNo ratings yet
- PaintDocument14 pagesPaintRutuja PawarNo ratings yet
- Screen Print Book - Ingles - EnglishDocument21 pagesScreen Print Book - Ingles - Englishenteka666100% (2)
- Ink Presentation Final (TOYO)Document34 pagesInk Presentation Final (TOYO)komal100% (1)
- Offset Printing Inks - Offset Printing Technology - Offset LithographyDocument5 pagesOffset Printing Inks - Offset Printing Technology - Offset Lithographyvarol66No ratings yet
- Paints, Pigments, and Industrial CoatingsDocument59 pagesPaints, Pigments, and Industrial CoatingsRomar Panopio100% (3)
- Name: Indrani Mondal ROLL NO: 11101420021 Year: 3 Year SubjectDocument4 pagesName: Indrani Mondal ROLL NO: 11101420021 Year: 3 Year SubjectIndraniNo ratings yet
- Paint DefectsDocument129 pagesPaint Defectsmohammad100% (6)
- PM - Unit - IV - PDF Matéria Sobre TintasDocument24 pagesPM - Unit - IV - PDF Matéria Sobre Tintasrafael_faria_4No ratings yet
- InksDocument25 pagesInksSathiya RajNo ratings yet
- Additves For Non Aqueos OcatingsDocument4 pagesAdditves For Non Aqueos OcatingsImranAhmadNo ratings yet
- Asteria Clinical Guide-20160330-145410917 PDFDocument32 pagesAsteria Clinical Guide-20160330-145410917 PDFDan Cristian NeagulNo ratings yet
- Electrochemistry & CorrosionDocument94 pagesElectrochemistry & CorrosionYashvi ChauhanNo ratings yet
- Solder - Paste - Research Paper PDFDocument46 pagesSolder - Paste - Research Paper PDFGopichand VadlamanuNo ratings yet
- Paints and Varnishes Notes 4Document19 pagesPaints and Varnishes Notes 4Yahya Khan67% (3)
- Luwax AF TypesDocument10 pagesLuwax AF TypesSunil GaikwadNo ratings yet
- Paints As A Building MaterialsDocument26 pagesPaints As A Building MaterialsPawan Gupta100% (1)
- Pigmentos PerlescentesDocument20 pagesPigmentos PerlescentesMiguelAlegriaNo ratings yet
- Printing Ink: C. T. RayDocument1 pagePrinting Ink: C. T. RayInformationEmissaryNo ratings yet
- 1712 - Panther - Polier-Kit Broschuere - A4 - EN - Op - WEBDocument8 pages1712 - Panther - Polier-Kit Broschuere - A4 - EN - Op - WEBVladimirNo ratings yet
- Analisys and application of dry cleaning materials on unvarnished pain surfacesFrom EverandAnalisys and application of dry cleaning materials on unvarnished pain surfacesNo ratings yet
- Fine Art Printing for Photographers: Exhibition Quality Prints with Inkjet PrintersFrom EverandFine Art Printing for Photographers: Exhibition Quality Prints with Inkjet PrintersRating: 5 out of 5 stars5/5 (1)
- How To Sync Your App To The EventDocument1 pageHow To Sync Your App To The EventDa CanDoNo ratings yet
- Maitria Hotel Sukhumvit 18 Partnership With Bumrungrad International Hospital For Alternative State Quarantine (Asq)Document2 pagesMaitria Hotel Sukhumvit 18 Partnership With Bumrungrad International Hospital For Alternative State Quarantine (Asq)Da CanDoNo ratings yet
- Modern Conversational Korean PDFDocument378 pagesModern Conversational Korean PDFKsenia TsygulevaNo ratings yet
- Consent To QuarantineDocument1 pageConsent To QuarantineDian Putra Gustinus SinagaNo ratings yet
- Vartualrun - SYNC HOW2Document1 pageVartualrun - SYNC HOW2Da CanDoNo ratings yet
- English-Korean Korean-English DictionaryDocument73 pagesEnglish-Korean Korean-English DictionaryCarlosAmadorFonsecaNo ratings yet
- Modern Conversational Korean PDFDocument378 pagesModern Conversational Korean PDFKsenia TsygulevaNo ratings yet
- KoreanPDF LoveDocument14 pagesKoreanPDF LoveDa CanDoNo ratings yet
- Ultimate Guide For Counting in Korean - Numbers 1-100Document13 pagesUltimate Guide For Counting in Korean - Numbers 1-100Milagros SantillanNo ratings yet
- Top 70 Korean Sentences You Need To Know (For Beginners)Document10 pagesTop 70 Korean Sentences You Need To Know (For Beginners)Shanelle FordanNo ratings yet
- How To Learn Korean-1 PDFDocument12 pagesHow To Learn Korean-1 PDFanna marie panillaNo ratings yet
- Learn Hangul in 1 Hour: by The Way, If You Want To Learn and Speak Korean With An ActualDocument7 pagesLearn Hangul in 1 Hour: by The Way, If You Want To Learn and Speak Korean With An ActualDa CanDo100% (1)
- How To Introduce Yourself in Korean: by The Way, If You Want To Learn and Speak Korean With An ActualDocument7 pagesHow To Introduce Yourself in Korean: by The Way, If You Want To Learn and Speak Korean With An ActualDa CanDoNo ratings yet
- Capability Maturity Model (CMM) : Purpose: To Assess and Help Improve Process in Software Development OrganizationsDocument45 pagesCapability Maturity Model (CMM) : Purpose: To Assess and Help Improve Process in Software Development Organizationsbooster6699No ratings yet
- SiH4 N2 and NH3 Plasma ALDDocument2 pagesSiH4 N2 and NH3 Plasma ALDVikrant RaiNo ratings yet
- MSP Design WorkshopDocument646 pagesMSP Design WorkshopBouhafs AbdelkaderNo ratings yet
- Jagadeesh - Yv TestingDocument3 pagesJagadeesh - Yv TestingJagadeesh YVNo ratings yet
- Industry BDDocument8 pagesIndustry BDLabib AhsanNo ratings yet
- Road To Solo Driving HandbookDocument176 pagesRoad To Solo Driving HandbookAnonymous d2ZSDENo ratings yet
- Kaizen EventsDocument35 pagesKaizen EventsIndhu SharmaKSNo ratings yet
- High Frequency Transformer For Switch-Mode Power SupplyDocument154 pagesHigh Frequency Transformer For Switch-Mode Power Supplybibicul1958No ratings yet
- Final Routine KingshukDocument91 pagesFinal Routine KingshukSagar DharNo ratings yet
- Process Safety Randy ChaDocument29 pagesProcess Safety Randy ChakokykarkarNo ratings yet
- Brittleness IndexDocument3 pagesBrittleness IndexViviRachmawatiNo ratings yet
- Twyford CatalogDocument35 pagesTwyford CatalogCarlos YupanquiNo ratings yet
- BS-976 1Document14 pagesBS-976 1ExtracoNo ratings yet
- Anne Murunga How You Can Choose The Right Lighting Options For Green LivingDocument6 pagesAnne Murunga How You Can Choose The Right Lighting Options For Green LivingAnne MurungaNo ratings yet
- Manual Kyocera FS 1016MFPDocument92 pagesManual Kyocera FS 1016MFPToño Carbajal RiosNo ratings yet
- Saumen ResumeDocument1 pageSaumen Resumeapi-261430347No ratings yet
- TDS - Terluran GP-22 PDFDocument3 pagesTDS - Terluran GP-22 PDFebercueNo ratings yet
- P&id NGSS PDFDocument7 pagesP&id NGSS PDFHBNBILNo ratings yet
- Wfe Week 2 Worksheet KeyDocument3 pagesWfe Week 2 Worksheet KeyJean Kendal Reategui0% (1)
- Asme PTC 6 - 1996Document124 pagesAsme PTC 6 - 1996Tudorache CristianNo ratings yet
- CV Chandra Salim, M.TDocument4 pagesCV Chandra Salim, M.TChandra SalimNo ratings yet
- QuickRide LogcatDocument117 pagesQuickRide LogcatThala VetrivelNo ratings yet
- Assignment: Problem-Solving ProcessDocument3 pagesAssignment: Problem-Solving ProcessApril Joyce SamanteNo ratings yet
- MEYCO SupremaDocument4 pagesMEYCO SupremaRoberto ConchaNo ratings yet
- F 4400 Manual 02 16Document45 pagesF 4400 Manual 02 16Sodhi S SohalNo ratings yet
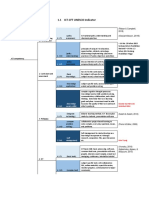
- 1.1 ICT-CFT UNESCO IndicatorDocument6 pages1.1 ICT-CFT UNESCO IndicatorEgie SuhendarNo ratings yet
- Comparing Concrete Durability Testing MethodsDocument3 pagesComparing Concrete Durability Testing MethodsHoang An TranNo ratings yet
- PowerpointDocument39 pagesPowerpointMOHAMMAD KAIF AHMEDNo ratings yet
- EVCO-EVDrive UserManualDocument44 pagesEVCO-EVDrive UserManualMelanie InglishNo ratings yet
- LIM40E 13 For 48V TelecomDocument2 pagesLIM40E 13 For 48V TelecomBD0% (1)