You might also like
- Sustainable Innovations in Textile Chemical ProcessesFrom EverandSustainable Innovations in Textile Chemical ProcessesNo ratings yet
- Sustainable Innovations in Recycled TextilesFrom EverandSustainable Innovations in Recycled TextilesNo ratings yet
- Finite Element Analysis of Plastic Recycling Machine Designed For Production of Thin Filament CoilDocument10 pagesFinite Element Analysis of Plastic Recycling Machine Designed For Production of Thin Filament CoilPhilip ArpiaNo ratings yet
- Single Motored Plastic Shredder With Integrated Extruder - Docx Joshua Thesisi Gogogog 1Document20 pagesSingle Motored Plastic Shredder With Integrated Extruder - Docx Joshua Thesisi Gogogog 1JoshuaPeralta100% (1)
- Design and Fabrication of Waste Paper Recycling Machine For Laboratory and Medium Scale OperationDocument7 pagesDesign and Fabrication of Waste Paper Recycling Machine For Laboratory and Medium Scale OperationKenn MendozaNo ratings yet
- Project Report For Waste Plastic Processing Unit 1 TPDDocument16 pagesProject Report For Waste Plastic Processing Unit 1 TPDManju MysoreNo ratings yet
- Design and Construction of A Low Cost Plastic Shredding MachineDocument13 pagesDesign and Construction of A Low Cost Plastic Shredding MachineBINIYAM ALAMREWNo ratings yet
- Polyfunctional Plants For Industrial Waste Disposal Part I Process and Equipment DesignDocument8 pagesPolyfunctional Plants For Industrial Waste Disposal Part I Process and Equipment DesignFelipe TavaresNo ratings yet
- Plastic Waste Shredder Double ShaftDocument8 pagesPlastic Waste Shredder Double ShaftAman ParmeswarNo ratings yet
- The Recycling of E-Waste ABS Plastics by Melt Extrusion and 3D Printing Using Solar Powered Devices As A Transformative Tool For Humanitarian AidDocument13 pagesThe Recycling of E-Waste ABS Plastics by Melt Extrusion and 3D Printing Using Solar Powered Devices As A Transformative Tool For Humanitarian AidBerhe DargoNo ratings yet
- W.M.van Boggelen AAC Innovations From A Life Cycle PerspectiveDocument10 pagesW.M.van Boggelen AAC Innovations From A Life Cycle PerspectiveEfrain TlacaelelNo ratings yet
- Catalytic Transformation or Waste Polymers To Fuel OilDocument8 pagesCatalytic Transformation or Waste Polymers To Fuel Oilsanty cuervoNo ratings yet
- بحث اعادة التدوير.Document6 pagesبحث اعادة التدوير.نواف العتيبيNo ratings yet
- Aria Ictiia2022Document5 pagesAria Ictiia2022BEM FTIKNo ratings yet
- Re-Use of Scrap Polyurethane in Manufacturing of New Product ApplicationsDocument7 pagesRe-Use of Scrap Polyurethane in Manufacturing of New Product ApplicationsMironNo ratings yet
- Recommendation: To Reduce Waste or To Ensure Effective Management of Waste Generated byDocument4 pagesRecommendation: To Reduce Waste or To Ensure Effective Management of Waste Generated bymeriemNo ratings yet
- 2015 127 CruzDocument10 pages2015 127 CruzAnonymous 2KdsynJXGxNo ratings yet
- Textile and Engineering InstituteDocument29 pagesTextile and Engineering InstituteNegoita GeorgianNo ratings yet
- Artigo Cenibra Lodo Biológico 02 - 2021Document10 pagesArtigo Cenibra Lodo Biológico 02 - 2021Marcelo SilvaNo ratings yet
- Design Consideration of A Plastic Shredder in Recycling ProcessesDocument4 pagesDesign Consideration of A Plastic Shredder in Recycling ProcessesJoel Guillen IparraguirreNo ratings yet
- Information Sheet-Closed Loop EconomyDocument4 pagesInformation Sheet-Closed Loop Economys211893484No ratings yet
- Utilization of Recycled and Waste Materials in Various Construction ApplicationsDocument22 pagesUtilization of Recycled and Waste Materials in Various Construction Applicationsguddu9100% (1)
- Polyfunctional Plants For Industrial Waste Disposal - A Case Study For Small EnterprisesDocument9 pagesPolyfunctional Plants For Industrial Waste Disposal - A Case Study For Small EnterprisesFelipe TavaresNo ratings yet
- Optimization of Injection Moulding Process Parameters for Recycled HDPE Using Taguchi MethodDocument6 pagesOptimization of Injection Moulding Process Parameters for Recycled HDPE Using Taguchi MethodQuality teamNo ratings yet
- Design and Fabrication of Plastic ShredderDocument56 pagesDesign and Fabrication of Plastic ShredderVinayaga Projectinstitute100% (1)
- 1-s2.0-S2214785322023707-mainDocument6 pages1-s2.0-S2214785322023707-mainGMC SEMECNo ratings yet
- 1 s2.0 S2214785322023707 RecyclingDocument7 pages1 s2.0 S2214785322023707 RecyclingYared derejeNo ratings yet
- Choosing Recycling Methods for Single-Polymer Polyester CompositesDocument8 pagesChoosing Recycling Methods for Single-Polymer Polyester CompositesMustafa DemircioğluNo ratings yet
- Effect & Energy of Recycling Mechanical Parameters Waste Plastic and Glass To Produce Usable CompositesDocument10 pagesEffect & Energy of Recycling Mechanical Parameters Waste Plastic and Glass To Produce Usable CompositesInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Experimental Analysis of Mechanical Properties of The Unconventional Sand-Plastic Bricks Using Statistical MethodDocument4 pagesExperimental Analysis of Mechanical Properties of The Unconventional Sand-Plastic Bricks Using Statistical MethodpadmajaNo ratings yet
- Energies: Reducing of Energy Consumption by Improving The Reclaiming Technology in Autoclave of A Rubber WastesDocument18 pagesEnergies: Reducing of Energy Consumption by Improving The Reclaiming Technology in Autoclave of A Rubber Wastesfirdha islamiNo ratings yet
- A Low Carbon Footprint ApproachDocument8 pagesA Low Carbon Footprint ApproachvokNo ratings yet
- Fiber and Textile Waste UtilizationDocument11 pagesFiber and Textile Waste UtilizationKirti KachhapNo ratings yet
- Pretreatment AssignmentDocument12 pagesPretreatment AssignmentMuhammad HassanNo ratings yet
- Development of A Waste Plastic Shredding MachineDocument5 pagesDevelopment of A Waste Plastic Shredding MachineArgie CayabyabNo ratings yet
- Applsci 12 01917 v2Document20 pagesApplsci 12 01917 v2Nathanael Basana HisarNo ratings yet
- Unit-III MSWDocument14 pagesUnit-III MSWA 22 Khatik AfsarNo ratings yet
- Mechanical Recycling of Compounded Plastic Waste F PDFDocument7 pagesMechanical Recycling of Compounded Plastic Waste F PDFalvaroNo ratings yet
- Design and Fabrication of A Plastic Film GranulatiDocument8 pagesDesign and Fabrication of A Plastic Film GranulatiTUẤN HUỲNH MAINo ratings yet
- Pyrolysis of Plastic Waste Opportunities and Challenges 2020Document11 pagesPyrolysis of Plastic Waste Opportunities and Challenges 2020Dana MateiNo ratings yet
- Business Oppurtunities in Plastics Processing & Allied IndustriesDocument100 pagesBusiness Oppurtunities in Plastics Processing & Allied IndustriesNitin GuptaNo ratings yet
- IJAMT PaperDocument12 pagesIJAMT PapersasikumarNo ratings yet
- Plastic Recycling For Constructional Material: Subject: Entreprenurship & LeadershipDocument5 pagesPlastic Recycling For Constructional Material: Subject: Entreprenurship & Leadershipmujahidshabbir2No ratings yet
- El Efecto de La Industria Del Papel y La Pulpa en El AguaDocument9 pagesEl Efecto de La Industria Del Papel y La Pulpa en El AguaLiam TalaveranoNo ratings yet
- Campatelli2014 - Power ConsumptionDocument8 pagesCampatelli2014 - Power ConsumptionmunirajNo ratings yet
- Macro Chemistry Physics - 20hvbhiojDocument17 pagesMacro Chemistry Physics - 20hvbhiojCarlo TonelloNo ratings yet
- Design ToolDocument7 pagesDesign ToolViola AtienoNo ratings yet
- Green Technology and SustainabilityDocument10 pagesGreen Technology and SustainabilityTamil RockersNo ratings yet
- Sustainable Consumption, Production Systems and Future LivelihoodDocument25 pagesSustainable Consumption, Production Systems and Future LivelihoodSri HimajaNo ratings yet
- Recycling of Textile Wastes Into Textile CompositeDocument8 pagesRecycling of Textile Wastes Into Textile Compositeİrem Nur YükselNo ratings yet
- A Review Paper On Plastic Recycle MachineDocument3 pagesA Review Paper On Plastic Recycle MachineerpublicationNo ratings yet
- Development of A Waste Plastic Shredding Machine 2252 5211 1000281 PDFDocument4 pagesDevelopment of A Waste Plastic Shredding Machine 2252 5211 1000281 PDFLouky AbanillaNo ratings yet
- Keywords:-Water Resources Energy Efficiency and Green: ManufacturingDocument8 pagesKeywords:-Water Resources Energy Efficiency and Green: ManufacturingInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Technologies: Open Source Waste Plastic GranulatorDocument21 pagesTechnologies: Open Source Waste Plastic GranulatorKelvin Tai Wei LimNo ratings yet
- PaperDocument45 pagesPaperAli ÇakıroğluNo ratings yet
- A Design of Plastic Melting Equipment Waste Bank SDocument10 pagesA Design of Plastic Melting Equipment Waste Bank SAthul SajanNo ratings yet
- Circular Economy Reduces Plastic DependencyDocument8 pagesCircular Economy Reduces Plastic DependencyPooja YadavNo ratings yet
- Ecological Efficiency of Restoration of Worn Technical ProductsDocument4 pagesEcological Efficiency of Restoration of Worn Technical ProductssuharwardymeeqatNo ratings yet
- Sustainable Industrial Design and Waste Management: Cradle-to-Cradle for Sustainable DevelopmentFrom EverandSustainable Industrial Design and Waste Management: Cradle-to-Cradle for Sustainable DevelopmentRating: 1 out of 5 stars1/5 (1)
- Recycled Polyester: Manufacturing, Properties, Test Methods, and IdentificationFrom EverandRecycled Polyester: Manufacturing, Properties, Test Methods, and IdentificationNo ratings yet
- Descriptions of Parliamentary MotionsDocument3 pagesDescriptions of Parliamentary MotionsPhilip ArpiaNo ratings yet
- Results and Discussions: Figure 1: Narra Seedlings Planted in The Beer BottlesDocument5 pagesResults and Discussions: Figure 1: Narra Seedlings Planted in The Beer BottlesPhilip ArpiaNo ratings yet
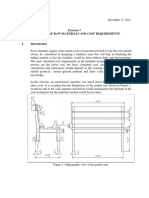
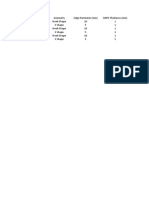
- Exercise 7 Estimation of Raw Materials and Cost RequirementsDocument6 pagesExercise 7 Estimation of Raw Materials and Cost RequirementsPhilip ArpiaNo ratings yet
- SSFG125 C2L Castaneda Assignment5Document2 pagesSSFG125 C2L Castaneda Assignment5Philip ArpiaNo ratings yet
- Activity 5a - Data Analysis Using R and Other Stat Application-1Document8 pagesActivity 5a - Data Analysis Using R and Other Stat Application-1Philip ArpiaNo ratings yet
- Renold Chain CalculationsDocument23 pagesRenold Chain CalculationsKiran Kumar K T100% (1)
- 21-028 Bhavana Image MethodDocument9 pages21-028 Bhavana Image MethodHridhya A SasidharanNo ratings yet
- 1 The Law Making ProcessDocument9 pages1 The Law Making ProcessPhilip ArpiaNo ratings yet
- Bonded Particles Model Tutorial 2019Document18 pagesBonded Particles Model Tutorial 2019Philip ArpiaNo ratings yet
- Utilization of Upgraded Shredder Blade and Recycling The Waste Plastic and Rubber TyreDocument6 pagesUtilization of Upgraded Shredder Blade and Recycling The Waste Plastic and Rubber TyrePhilip ArpiaNo ratings yet
- Renold Chain CalculationsDocument23 pagesRenold Chain CalculationsKiran Kumar K T100% (1)
- Analysis by Means of The Finite Element Method of The Blades of A PET Shredder Machine With Variation of Material and GeometryDocument8 pagesAnalysis by Means of The Finite Element Method of The Blades of A PET Shredder Machine With Variation of Material and GeometryPhilip ArpiaNo ratings yet
- Shaft Analysis SummaryDocument6 pagesShaft Analysis SummaryPhilip ArpiaNo ratings yet
- JISSE - Volume 1 - Issue 1 - Pages 9-12Document4 pagesJISSE - Volume 1 - Issue 1 - Pages 9-12Philip ArpiaNo ratings yet
- Revised Objectives, Scope, MethodsDocument9 pagesRevised Objectives, Scope, MethodsPhilip ArpiaNo ratings yet
- DevelopmentofBrickMakingMachine PDFDocument125 pagesDevelopmentofBrickMakingMachine PDFPhilip ArpiaNo ratings yet
- Development of A Waste Plastic Shredding Machine 2252 5211 1000281 PDFDocument4 pagesDevelopment of A Waste Plastic Shredding Machine 2252 5211 1000281 PDFLouky AbanillaNo ratings yet
- Part I: Diode Characteristics ObjectiveDocument11 pagesPart I: Diode Characteristics ObjectivePhilip Arpia0% (1)
- Designing, Remodeling and Analyzing The Blades of Portable Concrete MixtureDocument6 pagesDesigning, Remodeling and Analyzing The Blades of Portable Concrete MixturePhilip ArpiaNo ratings yet
- Cutting ForceDocument2 pagesCutting ForcePhilip ArpiaNo ratings yet
- Designing, Remodeling and Analyzing The Blades of Portable Concrete MixtureDocument6 pagesDesigning, Remodeling and Analyzing The Blades of Portable Concrete MixturePhilip ArpiaNo ratings yet
- Part I: Diode Characteristics ObjectiveDocument11 pagesPart I: Diode Characteristics ObjectivePhilip Arpia0% (1)
- Cutting ForceDocument2 pagesCutting ForcePhilip ArpiaNo ratings yet
- Page 104Document4 pagesPage 104Philip ArpiaNo ratings yet
- I. Multisim Configuration of Series-Parallel CircuitDocument5 pagesI. Multisim Configuration of Series-Parallel CircuitPhilip ArpiaNo ratings yet
- Hello!: Eduard CasalmeDocument16 pagesHello!: Eduard CasalmePhilip ArpiaNo ratings yet
- AdmathDocument8 pagesAdmathPhilip ArpiaNo ratings yet
- CE3040 Environmental Engineering CourseDocument4 pagesCE3040 Environmental Engineering CourseShanmukesh YadavNo ratings yet
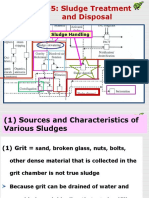
- Chapter 7-5: Sludge Treatment and DisposalDocument36 pagesChapter 7-5: Sludge Treatment and DisposalSUWIPHA DAPHANo ratings yet
- Case Study of Kaleshwaram ProjectDocument4 pagesCase Study of Kaleshwaram ProjectsujithaNo ratings yet
- 201210221219130.laporan Eia Damansara-Shah Alam Elevated Highway-Ukmpakarunding PDFDocument480 pages201210221219130.laporan Eia Damansara-Shah Alam Elevated Highway-Ukmpakarunding PDFmanimaran75100% (1)
- Environmental Science Activity1 (Mariscotes)Document11 pagesEnvironmental Science Activity1 (Mariscotes)Angel MariscotesNo ratings yet
- Midterm Exam Engineering Utilities 2Document54 pagesMidterm Exam Engineering Utilities 2DebbieNo ratings yet
- 2.1 Species and PopnDocument60 pages2.1 Species and PopnKip 2No ratings yet
- ESG: Research Progress and Future Prospects: SustainabilityDocument28 pagesESG: Research Progress and Future Prospects: SustainabilityWan Nordin Wan HussinNo ratings yet
- Impediments and Solutions To Sustainable, Watershed-Scale Urban Stormwater ManagementDocument16 pagesImpediments and Solutions To Sustainable, Watershed-Scale Urban Stormwater ManagementImran MohammedNo ratings yet
- Balanced FertilizationDocument44 pagesBalanced FertilizationChristian Tabanera NavaretteNo ratings yet
- Hazard Risk Assessment for Earthing WorkDocument10 pagesHazard Risk Assessment for Earthing WorkProjects INTSNo ratings yet
- 9 Energy Consumption in BuildingsDocument39 pages9 Energy Consumption in BuildingsBavithra KNo ratings yet
- Brand Pipe Case Analysis - v8Document24 pagesBrand Pipe Case Analysis - v8Rini RafiNo ratings yet
- Maudy Ayunda: Agrotechnology 02 CV Group Project Group 3Document4 pagesMaudy Ayunda: Agrotechnology 02 CV Group Project Group 3Hastina WidyastiNo ratings yet
- LEO Quiz No. 3 - Google FormsDocument8 pagesLEO Quiz No. 3 - Google FormsSenen Sean100% (1)
- Educ 208 Analysis Activity 1Document2 pagesEduc 208 Analysis Activity 1Yuki SeishiroNo ratings yet
- Why Aren't Minerals and Groundwater Distributed Evenly Across The World?Document14 pagesWhy Aren't Minerals and Groundwater Distributed Evenly Across The World?Angeline CortezNo ratings yet
- The Contribution of Ecotourism For SustaDocument7 pagesThe Contribution of Ecotourism For SustaYvan Kwidja DjamiNo ratings yet
- 7 The Design and ConstructionDocument7 pages7 The Design and ConstructionMohammad SuleimanNo ratings yet
- Risk Based Joint Inspection FormatDocument64 pagesRisk Based Joint Inspection Formatredracer002No ratings yet
- Willis Tower Greening + Hotel Project Saves EnergyDocument9 pagesWillis Tower Greening + Hotel Project Saves EnergyReshanth VangalapudiNo ratings yet
- Rattan Lal (Editor) - Soil and Fertilizers-Managing The Environmental Footprint-CRC Press (2020) PDFDocument372 pagesRattan Lal (Editor) - Soil and Fertilizers-Managing The Environmental Footprint-CRC Press (2020) PDFBenhur De la CruzNo ratings yet
- W9a1 PDFDocument4 pagesW9a1 PDFbosscaptainNo ratings yet
- Basement Assessment PDFDocument8 pagesBasement Assessment PDFMaida MalikNo ratings yet
- ISO 14064-2 2019 (En)Document36 pagesISO 14064-2 2019 (En)duo.zhang13No ratings yet
- User Manual Panel Tank FRPDocument7 pagesUser Manual Panel Tank FRPwika mepNo ratings yet
- Reading Practice For The Topic of Tourism Passage 1Document10 pagesReading Practice For The Topic of Tourism Passage 1Đặng Đình DũngNo ratings yet
- CE141-2 Module 1 Exam Part 1Document1 pageCE141-2 Module 1 Exam Part 1AIZENNo ratings yet
- Reading Plan 3PDocument10 pagesReading Plan 3PAleja MartinezNo ratings yet
- Risk Management Assignment 1Document5 pagesRisk Management Assignment 1oluwapelumi koyaNo ratings yet