You might also like
- IC Learning Series 2013 - Sheet Metal FabricationDocument19 pagesIC Learning Series 2013 - Sheet Metal FabricationnskumarmNo ratings yet
- CalcIII Complete SolutionsDocument384 pagesCalcIII Complete SolutionsAyorinde T TundeNo ratings yet
- Metal WorkingDocument7 pagesMetal WorkingJulio OchoaNo ratings yet
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- Introduction To Metal EtchingDocument2 pagesIntroduction To Metal EtchingfoobiedotNo ratings yet
- Home Instruction for Sheet Metal Workers - Based on a Series of Articles Originally Published in 'Metal Worker, Plumber and Steam Fitter'From EverandHome Instruction for Sheet Metal Workers - Based on a Series of Articles Originally Published in 'Metal Worker, Plumber and Steam Fitter'No ratings yet
- Foundery Shop (Ch-6)Document121 pagesFoundery Shop (Ch-6)Shubham VermaNo ratings yet
- Sheet Metal BasicsDocument69 pagesSheet Metal Basicskiran_wakchaure50% (2)
- BS en 1706-2020Document40 pagesBS en 1706-2020marjan banoo100% (7)
- HPLCDocument15 pagesHPLCSk AnamNo ratings yet
- A Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesFrom EverandA Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesNo ratings yet
- Marine Aquarium MaintenanceDocument25 pagesMarine Aquarium MaintenanceDujeKnezevic0% (1)
- Tool-Steel - A Concise Handbook on Tool-Steel in General - Its Treatment in the Operations of Forging, Annealing, Hardening, Tempering and the Appliances ThereforFrom EverandTool-Steel - A Concise Handbook on Tool-Steel in General - Its Treatment in the Operations of Forging, Annealing, Hardening, Tempering and the Appliances ThereforNo ratings yet
- Elements of Mechanical Engineering-CompliedDocument10 pagesElements of Mechanical Engineering-CompliedzingadayNo ratings yet
- Anal Chem Practice-1 - KeyDocument24 pagesAnal Chem Practice-1 - KeyARLIE JAY DACION100% (1)
- Kimia Kertas 2 Set 2 (Soalan)Document25 pagesKimia Kertas 2 Set 2 (Soalan)kimia chemistryNo ratings yet
- Epp - Grade 6 - Quarter 4 - Written ReportDocument5 pagesEpp - Grade 6 - Quarter 4 - Written ReportgalanlariebabesNo ratings yet
- Manufacturing Processes and MetrologyDocument24 pagesManufacturing Processes and MetrologyElizzabeth HZNo ratings yet
- Workshop AssignmentDocument9 pagesWorkshop Assignmentkajalverma2301No ratings yet
- Metal CastingDocument11 pagesMetal Castingআজিজুর রহমান চৌধুরীNo ratings yet
- Metal WorkingDocument45 pagesMetal WorkingLilith StarkNo ratings yet
- Metal Casting: AdvantagesDocument35 pagesMetal Casting: AdvantagesDida KhalingNo ratings yet
- SWEPDocument11 pagesSWEPRizzleNo ratings yet
- Metalworking processes guideDocument8 pagesMetalworking processes guideCEci de RosalesNo ratings yet
- An overview of forging processes and defectsDocument7 pagesAn overview of forging processes and defectsNagendra KumarNo ratings yet
- Workshop VivaDocument14 pagesWorkshop VivaharoldjoysonNo ratings yet
- List of Processes Used in Marine Workshop of ShipsDocument4 pagesList of Processes Used in Marine Workshop of ShipsGiorgi KandelakiNo ratings yet
- Manufacturing Engineering ProcessesDocument29 pagesManufacturing Engineering ProcessesAbi DemNo ratings yet
- Joining ProcessesDocument10 pagesJoining ProcessesSachin KhotNo ratings yet
- Introduction 1.. FoundryDocument112 pagesIntroduction 1.. FoundryDhananjay Shimpi100% (1)
- SID1Document18 pagesSID1Siddharth Srinivasan100% (1)
- Manufacturing Engineering I Chapter 1Document29 pagesManufacturing Engineering I Chapter 1Abiyot egataNo ratings yet
- Manufacturing Process: by by by by - Ramakant Rana Ramakant Rana Ramakant Rana Ramakant RanaDocument31 pagesManufacturing Process: by by by by - Ramakant Rana Ramakant Rana Ramakant Rana Ramakant RanaRAMAKANT RANA100% (1)
- ISUZU Ghandhara Industries LimitedDocument29 pagesISUZU Ghandhara Industries LimitedEngr Muhammad EhsanNo ratings yet
- Sheetmetal IntroductionDocument9 pagesSheetmetal IntroductionVinay BalineniNo ratings yet
- METALWORKING PROCESSES GUIDEDocument15 pagesMETALWORKING PROCESSES GUIDERonie DagaleaNo ratings yet
- Metalworking: Reporters: Casselle Madel Pable Ronie DagaleaDocument15 pagesMetalworking: Reporters: Casselle Madel Pable Ronie DagaleaRonie DagaleaNo ratings yet
- Chapter 1 TO 5Document49 pagesChapter 1 TO 5nagisafurukawa122333No ratings yet
- Unit - IV Drawing of Rods, Wires and TubesDocument13 pagesUnit - IV Drawing of Rods, Wires and TubesMaddipudi RamakrishnaNo ratings yet
- UNit 2 MEC 305Document32 pagesUNit 2 MEC 305Fuzzy is EasyNo ratings yet
- Introduction To Industrial Arts Part 2Document17 pagesIntroduction To Industrial Arts Part 2Azura FuchNo ratings yet
- Chapter 4 (Sheet Metal Fabrication) With VideoDocument71 pagesChapter 4 (Sheet Metal Fabrication) With VideoSamrat BhattaraiNo ratings yet
- Group 5 ScriptDocument28 pagesGroup 5 ScriptCarl Jay R. IntacNo ratings yet
- Production TechnologyDocument60 pagesProduction Technology2mohan7100% (2)
- Hot & Cold WorkingDocument23 pagesHot & Cold WorkingzackaiedaNo ratings yet
- Introduction to Welding and Sheet Metal Forming ProcessesDocument14 pagesIntroduction to Welding and Sheet Metal Forming ProcessesAbel Meketa100% (1)
- MP 1st Module NotesDocument39 pagesMP 1st Module NotesKailas Sree ChandranNo ratings yet
- Manufacturing Technology - IDocument19 pagesManufacturing Technology - Isanthos123No ratings yet
- Principles of Machine Shop Practice RST1Document4 pagesPrinciples of Machine Shop Practice RST1Joel Kelly Cangrehilla MabaoNo ratings yet
- Laboratory 5Document10 pagesLaboratory 5Andy BirdieNo ratings yet
- Joining ProcessesDocument4 pagesJoining ProcessesandreaNo ratings yet
- Metal SpinningDocument3 pagesMetal SpinningOdebiyi StephenNo ratings yet
- Manufacturing Process DA-1Document11 pagesManufacturing Process DA-1Suhas AthreyaNo ratings yet
- Unit - I Metal Casting Processes What Is Sand Casting?Document43 pagesUnit - I Metal Casting Processes What Is Sand Casting?Indumathiuuuijiio89i889 VelusamyxNo ratings yet
- Basics of Metal Casting Methods and ProcessesDocument14 pagesBasics of Metal Casting Methods and ProcessesMathew Joel MathewNo ratings yet
- BME Module 3 Part 1Document16 pagesBME Module 3 Part 1Ajith KumarNo ratings yet
- Advantages of Metal CastingDocument6 pagesAdvantages of Metal CastingHarshGuptaNo ratings yet
- Basic Manufacturing ProcessesDocument60 pagesBasic Manufacturing Processesggrhg72No ratings yet
- Industrial Production Engineering - 1-1Document71 pagesIndustrial Production Engineering - 1-1Freby Tony ENo ratings yet
- College of Education Akwanga, Nasarawa State: Number 1Document10 pagesCollege of Education Akwanga, Nasarawa State: Number 1Pilgrim KaterNo ratings yet
- Sheet Metal Part Design GuidelinesDocument46 pagesSheet Metal Part Design GuidelinesAbhishek KherodkarNo ratings yet
- Assignment: Submitted To: Miss Sobia Anwar Submitted By: Uzair Khan (2018-CH-01)Document12 pagesAssignment: Submitted To: Miss Sobia Anwar Submitted By: Uzair Khan (2018-CH-01)Uzair KhanNo ratings yet
- Thivaagar Segeranazan (Sheet Metal Report)Document18 pagesThivaagar Segeranazan (Sheet Metal Report)thivaagaarNo ratings yet
- Foundry Asguest57564 Download: Share Add To Flagembed Views: 5846 Category: EducationDocument9 pagesFoundry Asguest57564 Download: Share Add To Flagembed Views: 5846 Category: EducationGurjinder SinghNo ratings yet
- Permanent Mold CastingDocument2 pagesPermanent Mold CastingEditor IJRITCCNo ratings yet
- University Examinations - 2013/2014 Academic Year: y X F XyDocument3 pagesUniversity Examinations - 2013/2014 Academic Year: y X F XyEVANS KIPNGETICHNo ratings yet
- Updated Draft 4Document24 pagesUpdated Draft 4EVANS KIPNGETICHNo ratings yet
- DKUT Calculus IV Exam Questions on Partial Derivatives, Integrals & Vector CalculusDocument3 pagesDKUT Calculus IV Exam Questions on Partial Derivatives, Integrals & Vector CalculusEVANS KIPNGETICHNo ratings yet
- WRS Ii Assignment 1Document4 pagesWRS Ii Assignment 1EVANS KIPNGETICHNo ratings yet
- Lec 19Document6 pagesLec 19EVANS KIPNGETICHNo ratings yet
- Section 3: Optimizing Functions of Two VariablesDocument19 pagesSection 3: Optimizing Functions of Two VariablesEVANS KIPNGETICHNo ratings yet
- University Examinations - 2013/2014 Academic Year: y X F XyDocument3 pagesUniversity Examinations - 2013/2014 Academic Year: y X F XyEVANS KIPNGETICHNo ratings yet
- Graphs of Functions of Two Variables and Contour Diagrams (GF2VCDDocument11 pagesGraphs of Functions of Two Variables and Contour Diagrams (GF2VCDEVANS KIPNGETICHNo ratings yet
- CalcIII CompleteDocument287 pagesCalcIII CompleteAftaab GrewalNo ratings yet
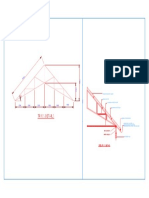
- Corrugated Iron Sheet Cladding Roof Structure DesignDocument1 pageCorrugated Iron Sheet Cladding Roof Structure DesignEVANS KIPNGETICHNo ratings yet
- University Examinations - 2013/2014 Academic Year: y X F XyDocument3 pagesUniversity Examinations - 2013/2014 Academic Year: y X F XyEVANS KIPNGETICHNo ratings yet
- CalcIII MultiVrblFcnsDocument9 pagesCalcIII MultiVrblFcnsEVANS KIPNGETICHNo ratings yet
- Calciii Complete PracticeDocument44 pagesCalciii Complete Practiceapi-358001345No ratings yet
- Evans Kipngetich: ObjectiveDocument3 pagesEvans Kipngetich: ObjectiveEVANS KIPNGETICHNo ratings yet
- Ece 2402 Hydrology 1 (Main) - Printready-1Document4 pagesEce 2402 Hydrology 1 (Main) - Printready-1EVANS KIPNGETICHNo ratings yet
- Final C Layout PDFDocument1 pageFinal C Layout PDFEVANS KIPNGETICHNo ratings yet
- Diff Eq BookDocument112 pagesDiff Eq BookMidhun DavisNo ratings yet
- Structural Layout2Document1 pageStructural Layout2EVANS KIPNGETICHNo ratings yet
- Attachment NotesDocument2 pagesAttachment NotesEVANS KIPNGETICHNo ratings yet
- CESoK Constitution SummaryDocument11 pagesCESoK Constitution SummaryEVANS KIPNGETICHNo ratings yet
- Corrugated Iron Sheet Cladding Roof Structure DesignDocument1 pageCorrugated Iron Sheet Cladding Roof Structure DesignEVANS KIPNGETICHNo ratings yet
- CESoK Constitution SummaryDocument11 pagesCESoK Constitution SummaryEVANS KIPNGETICHNo ratings yet
- Soil MechreportDocument2 pagesSoil MechreportEVANS KIPNGETICHNo ratings yet
- CESoK Constitution SummaryDocument11 pagesCESoK Constitution SummaryEVANS KIPNGETICHNo ratings yet
- CESoK Constitution SummaryDocument11 pagesCESoK Constitution SummaryEVANS KIPNGETICHNo ratings yet
- Assignment On FlownetsDocument23 pagesAssignment On FlownetsEVANS KIPNGETICHNo ratings yet
- Assignment 2drawing PDFDocument1 pageAssignment 2drawing PDFEVANS KIPNGETICHNo ratings yet
- Chumba Layout2 PDFDocument1 pageChumba Layout2 PDFEVANS KIPNGETICHNo ratings yet
- Dedan Kimathi University Academic Project by Evans KipngetichDocument1 pageDedan Kimathi University Academic Project by Evans KipngetichEVANS KIPNGETICHNo ratings yet
- MSDS - Terralin Chlorine TabletsDocument8 pagesMSDS - Terralin Chlorine TabletsRista JayantiNo ratings yet
- Dechlorination of WaterDocument4 pagesDechlorination of WaterByaruhanga EmmanuelNo ratings yet
- CADMIUM 23 3869 enDocument4 pagesCADMIUM 23 3869 enThejaswiniNo ratings yet
- Donepezil Hydrochloride Monohydrate: Donepezili Hydrochloridum MonohydricumDocument2 pagesDonepezil Hydrochloride Monohydrate: Donepezili Hydrochloridum MonohydricumMarta MorenoNo ratings yet
- PT CHEMVIRO BUANA INDONESIA LABORATORY TEST RESULTDocument7 pagesPT CHEMVIRO BUANA INDONESIA LABORATORY TEST RESULTFull IpulNo ratings yet
- Storage PreservationDocument3 pagesStorage Preservationselavn7No ratings yet
- Kathy Longaberger Goodyear Tire & Rubber Company SLA Los Angeles 2002Document17 pagesKathy Longaberger Goodyear Tire & Rubber Company SLA Los Angeles 2002Rubber TeamNo ratings yet
- Fan Et Al, 2012Document8 pagesFan Et Al, 2012Miranti PuspitasariNo ratings yet
- TESTS FOR INSULATING OILDocument2 pagesTESTS FOR INSULATING OILDINESHNo ratings yet
- Solubility of Ferulic Acid in Supercritical Carbon Dioxide WithDocument3 pagesSolubility of Ferulic Acid in Supercritical Carbon Dioxide WithJonatas LopesNo ratings yet
- CHEM 103 Exp 05 Qualitative Analysis Anions Part II NEWDocument4 pagesCHEM 103 Exp 05 Qualitative Analysis Anions Part II NEWGail AidNo ratings yet
- Activity 7Document12 pagesActivity 7Wendell Blane MaranionNo ratings yet
- Steps and Tools in A Typical Quantitative AnalysisDocument5 pagesSteps and Tools in A Typical Quantitative Analysisjay cNo ratings yet
- Pengembangan Perekat Likuida Dari Limbah Kulit Buah Kakao (Theobroma Cacao L.)Document10 pagesPengembangan Perekat Likuida Dari Limbah Kulit Buah Kakao (Theobroma Cacao L.)fitriNo ratings yet
- Exp. (2) Preparation of Copper Sulphate Crystals: Year Dr. Farhad & Mr. MohammedDocument8 pagesExp. (2) Preparation of Copper Sulphate Crystals: Year Dr. Farhad & Mr. MohammedNazar Ahmed100% (1)
- Blending Handling Bulletin Final PDFDocument30 pagesBlending Handling Bulletin Final PDFGilles DakouriNo ratings yet
- ACRYSOL™ ASE-60 Thickener Technical Data Sheet (Asia-Pacific) - 883-00518-01-Acrysol-Ase60-Thickener-TdsDocument2 pagesACRYSOL™ ASE-60 Thickener Technical Data Sheet (Asia-Pacific) - 883-00518-01-Acrysol-Ase60-Thickener-TdsSupport PaintNo ratings yet
- Reactions of Alcohols I: Fill in the blanksDocument1 pageReactions of Alcohols I: Fill in the blanksbella100% (1)
- Nano Concrete Ppt3Document22 pagesNano Concrete Ppt3shaik.faridmp0% (1)
- NDDSDocument17 pagesNDDSsomesh chandraNo ratings yet
- Isomerism in Coordination Compounds: 1. StereoisomersDocument6 pagesIsomerism in Coordination Compounds: 1. StereoisomersAs if Ali LarikNo ratings yet
- Chem 162 - 2010 Final Exam ReviewDocument91 pagesChem 162 - 2010 Final Exam ReviewShaina ValdiviaNo ratings yet
- As 4211.3-1996 Gas Recovery or Combined Recovery and Recycling Equipment Fluorocarbon Refrigerants From CommeDocument8 pagesAs 4211.3-1996 Gas Recovery or Combined Recovery and Recycling Equipment Fluorocarbon Refrigerants From CommeSAI Global - APACNo ratings yet
- MilkDocument5 pagesMilkHardi AhmedNo ratings yet