You might also like
- Achivment Cwcs - cfm56Document16 pagesAchivment Cwcs - cfm56aliNo ratings yet
- CS Info Book Club Sports 3.2LDocument9 pagesCS Info Book Club Sports 3.2LGen ShibayamaNo ratings yet
- Caterpillar D9R 250 Hrs Service No Unit: Date: HM: ShiftDocument12 pagesCaterpillar D9R 250 Hrs Service No Unit: Date: HM: ShiftTLK Channel100% (1)
- SRM Winter 2018 PDFDocument88 pagesSRM Winter 2018 PDFRizal PanglevieNo ratings yet
- White Paper On Fuel Economy: Kenworth Truck CompanyDocument16 pagesWhite Paper On Fuel Economy: Kenworth Truck CompanySamuel PremkumarNo ratings yet
- THEORY: Reciprocating Engine Vibration: Lloyd JohnsonDocument3 pagesTHEORY: Reciprocating Engine Vibration: Lloyd JohnsonJameel KhanNo ratings yet
- hdhbgdkjh17887620 97 99ECBDocument2,103 pageshdhbgdkjh17887620 97 99ECBhns AlimentosNo ratings yet
- Reciprocating Engine ComponentsDocument30 pagesReciprocating Engine ComponentsManish MishraNo ratings yet
- Brochure History of Da LuftwaffeDocument68 pagesBrochure History of Da Luftwaffebilal_k_ranaNo ratings yet
- Engine Dynamic Properties - 6Document5 pagesEngine Dynamic Properties - 6Gthulasi78No ratings yet
- Master DissertationDocument161 pagesMaster Dissertationthao nguyễnNo ratings yet
- MSD Unit 5Document32 pagesMSD Unit 5Vikas RathodNo ratings yet
- ASA Aft Sump Leak - Customer Exp - 2017 WTTDocument9 pagesASA Aft Sump Leak - Customer Exp - 2017 WTTaliNo ratings yet
- Mechanical Design of Turine EginesDocument51 pagesMechanical Design of Turine EginessriniNo ratings yet
- 01 Introduction To Recip Engine (Ignition)Document84 pages01 Introduction To Recip Engine (Ignition)Jaja Jaapari100% (1)
- Powerplant 1Document41 pagesPowerplant 1Sean Andrew Conti MagadiaNo ratings yet
- Aerospace Engine DataDocument5 pagesAerospace Engine DatapbonnetNo ratings yet
- LV04 - Vehicle Construction - Issue 1Document45 pagesLV04 - Vehicle Construction - Issue 1Phil HicksNo ratings yet
- CHAPTER-4 Power Train SystemDocument182 pagesCHAPTER-4 Power Train SystemEssa YimerNo ratings yet
- A New Aerodynamic Approach To Advanced Automobile Basic ShapesDocument13 pagesA New Aerodynamic Approach To Advanced Automobile Basic ShapesVyssion100% (1)
- Chapter-Three: Suspension SystemDocument86 pagesChapter-Three: Suspension SystemMarew GetieNo ratings yet
- SuperchargerDocument27 pagesSuperchargerRamachandran SubburathinamNo ratings yet
- A Parametric Analysis of A Turbofan Engine With An Auxiliary BypaDocument117 pagesA Parametric Analysis of A Turbofan Engine With An Auxiliary BypaMoh16xNo ratings yet
- Magnetic Chip Detector (MCD) Wear Particle AnalysisDocument5 pagesMagnetic Chip Detector (MCD) Wear Particle AnalysisaloordominicNo ratings yet
- FTT NotesDocument118 pagesFTT NotesGabriel YapNo ratings yet
- Internal Combustion Engine WWW Only4engiDocument426 pagesInternal Combustion Engine WWW Only4engitesfaye awelNo ratings yet
- A319-100 / A319LR / A319CJ A320-200 A321-200: Seating CapacityDocument12 pagesA319-100 / A319LR / A319CJ A320-200 A321-200: Seating CapacityLizzy OdutolaNo ratings yet
- 1 AAM Body-StructuresDocument84 pages1 AAM Body-StructuresKabilan MuthukannanNo ratings yet
- LEAPDocument15 pagesLEAPAli TahaNo ratings yet
- Owner Manual 997.2TTDocument304 pagesOwner Manual 997.2TTGustavo A Sanchez NavarroNo ratings yet
- NLR Rapport Over Corrosie NH-90Document138 pagesNLR Rapport Over Corrosie NH-90RaulMesaNo ratings yet
- 72 Cont PDFDocument8 pages72 Cont PDFAnonymous 298xlo3uUNo ratings yet
- The Missing Mechanical Circuit ElementDocument17 pagesThe Missing Mechanical Circuit ElementlalallosNo ratings yet
- 3 Propulsion and Fuel SystemsDocument39 pages3 Propulsion and Fuel SystemsFanhang ZhangNo ratings yet
- Air-Cooled Aircraft Engine CylindersDocument6 pagesAir-Cooled Aircraft Engine Cylindersroky00No ratings yet
- Ameco Standard Presentation EDocument23 pagesAmeco Standard Presentation ETuhinNo ratings yet
- 72 00 00 - 1 PDFDocument74 pages72 00 00 - 1 PDFAnonymous 298xlo3uUNo ratings yet
- Truck Tire Data BookDocument125 pagesTruck Tire Data Booktheo VINo ratings yet
- RR250 Performace DataDocument1 pageRR250 Performace DataArne BergmanNo ratings yet
- Operation Service Manual For Rockwell American AxlesDocument22 pagesOperation Service Manual For Rockwell American AxlesjoatasouzaNo ratings yet
- Future Truck TechnologiesDocument313 pagesFuture Truck TechnologiesMuhidin ArifinNo ratings yet
- Ic EngineDocument229 pagesIc EngineRutvikNo ratings yet
- Chalmers MPCDocument119 pagesChalmers MPCAyesha HameedNo ratings yet
- Conceptual Development of Quiet Turbofan Engines For Supersonic AircraftDocument9 pagesConceptual Development of Quiet Turbofan Engines For Supersonic AircraftVimal ChandNo ratings yet
- Superfinishing GearsDocument6 pagesSuperfinishing GearsdavideNo ratings yet
- Rotary Wing Aircraft Handbooks and History Volume 10 Stability and Control of Rotary Wing AircraftDocument67 pagesRotary Wing Aircraft Handbooks and History Volume 10 Stability and Control of Rotary Wing Aircraftpiolenc@archivale.comNo ratings yet
- A1GP Manual PDFDocument99 pagesA1GP Manual PDFznamNo ratings yet
- Mott Ch08 Figures and TablesDocument12 pagesMott Ch08 Figures and TablesFrederick KooNo ratings yet
- MaterialDocument42 pagesMaterialKarisoNo ratings yet
- DanielMartins ThesisDocument114 pagesDanielMartins ThesisHamedNo ratings yet
- Eclipse FSM 1990-1998 EnginechassibodyDocument2,103 pagesEclipse FSM 1990-1998 EnginechassibodyBrendon UrieNo ratings yet
- TSFCDocument5 pagesTSFCRohit RaviNo ratings yet
- Altitude Performance Comparison of A Wankel enDocument6 pagesAltitude Performance Comparison of A Wankel enrudey18No ratings yet
- GasturbDocument4 pagesGasturbE IanJNo ratings yet
- 1 Linear MPCDocument139 pages1 Linear MPC?媛No ratings yet
- 05 10 03 PDFDocument2 pages05 10 03 PDFAnonymous 298xlo3uUNo ratings yet
- 8005Document12 pages8005charangudlaNo ratings yet
- Design and Analysis of Annular Combustion Chamber For A Micro Turbojet EngineDocument6 pagesDesign and Analysis of Annular Combustion Chamber For A Micro Turbojet EngineChahbeddine ChbilNo ratings yet
- Rolls Royce TrentDocument11 pagesRolls Royce Trentmakumba1972No ratings yet
- DaidoDocument48 pagesDaidonktiah1207No ratings yet
- Ge DC MotorlarDocument24 pagesGe DC MotorlarjalilemadiNo ratings yet
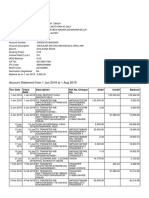
- Account Statement From 1 Jan 2019 To 1 Aug 2019: TXN Date Value Date Description Ref No./Cheque No. Debit Credit BalanceDocument4 pagesAccount Statement From 1 Jan 2019 To 1 Aug 2019: TXN Date Value Date Description Ref No./Cheque No. Debit Credit BalanceSaurabh SinghNo ratings yet
- Sonic Couture DDR Toy Piano User GuideDocument13 pagesSonic Couture DDR Toy Piano User GuiderocciyeNo ratings yet
- Gensets CatlogueDocument10 pagesGensets CatloguejengandxbNo ratings yet
- Report Tray DryerDocument15 pagesReport Tray DryerSharing Caring75% (4)
- Employability Skills Audit 2Document5 pagesEmployability Skills Audit 2agniosaiNo ratings yet
- Clown WorldDocument63 pagesClown WorldjonNo ratings yet
- Elmo 2bh1 Gas Ring Vacuum PumpsDocument11 pagesElmo 2bh1 Gas Ring Vacuum PumpsAlberto Costilla GarciaNo ratings yet
- Cost Savings Through Intelligent Robotization For The 21 CenturyDocument8 pagesCost Savings Through Intelligent Robotization For The 21 CenturySanta Kim100% (1)
- Piano Mannerisms TraditionDocument36 pagesPiano Mannerisms TraditionPopa LioaraNo ratings yet
- Quick Success Series - TechnologyDocument15 pagesQuick Success Series - TechnologySai Printers100% (1)
- Blender ShortcutsDocument7 pagesBlender Shortcutsvulgrim690No ratings yet
- MS SMBDocument185 pagesMS SMBvvsrikanthreddyNo ratings yet
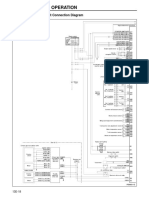
- Structure and Operation: 3. Electronic Control Unit Connection DiagramDocument24 pagesStructure and Operation: 3. Electronic Control Unit Connection DiagramAung Hlaing Min Myanmar100% (1)
- Adi TV Samsung Treining Seria LB350 650Document155 pagesAdi TV Samsung Treining Seria LB350 650biotekyNo ratings yet
- Ga Enu PDFDocument185 pagesGa Enu PDFFebriyono Ade PutraNo ratings yet
- LPG HazardsDocument1 pageLPG Hazardsvarunkumar415No ratings yet
- 2019 ChannelDocument155 pages2019 ChannelSanjayNo ratings yet
- SPARC Licenses ELEPSIA XRâ (Levetiracetam ER Tablets) To Sun Pharma (Company Update)Document4 pagesSPARC Licenses ELEPSIA XRâ (Levetiracetam ER Tablets) To Sun Pharma (Company Update)Shyam SunderNo ratings yet
- MSC DISSERTATIONDocument33 pagesMSC DISSERTATIONMushahidNo ratings yet
- Lotman Comunication in CultureDocument25 pagesLotman Comunication in CultureDora MorhanNo ratings yet
- Neapco Master CatalogDocument251 pagesNeapco Master Catalogzguy360No ratings yet
- Merlin Plus (PRF RO) All Languages - 13210143470Document90 pagesMerlin Plus (PRF RO) All Languages - 13210143470Brenda Yolanda Alemán LaraNo ratings yet
- FFPF60SA60DS: 6 A, 600 V, STEALTH™ Dual DiodeDocument5 pagesFFPF60SA60DS: 6 A, 600 V, STEALTH™ Dual DiodegeraldoNo ratings yet
- How Do LTSP Fat Clients WorkDocument3 pagesHow Do LTSP Fat Clients WorkelhasriNo ratings yet
- HPC 1000 Single Row, 10.0mDocument2 pagesHPC 1000 Single Row, 10.0mgagajainNo ratings yet
- Section 3Document10 pagesSection 3Try FajarmanNo ratings yet
- Union Pump InformationDocument12 pagesUnion Pump Informationgeverett2765No ratings yet
- Project Report On ComputerNetworkDocument18 pagesProject Report On ComputerNetworkHimangshu Borah100% (1)
- Analysis and Design of Analog Integrated Circuits Frequency Response of AmplifiersDocument22 pagesAnalysis and Design of Analog Integrated Circuits Frequency Response of AmplifiersAndrea FasatoNo ratings yet