You might also like
- Owners Manual 41-43Document84 pagesOwners Manual 41-43leo100% (2)
- Higgins 78ft Operating Manual PT71-94Document19 pagesHiggins 78ft Operating Manual PT71-94Sean CampbellNo ratings yet
- Safety Valves For Power PlantDocument56 pagesSafety Valves For Power Planttek_surinder100% (1)
- Pre-tensioning and checking tie rods on marine enginesDocument2 pagesPre-tensioning and checking tie rods on marine enginesAayush AgrawalNo ratings yet
- User Manual Thetford Cassette C200Document36 pagesUser Manual Thetford Cassette C200Robert MillsNo ratings yet
- BoilerDocument7 pagesBoilerAlexander LakraNo ratings yet
- Hydro CyclonesDocument7 pagesHydro CyclonesMohamed Ali HorrigueNo ratings yet
- Jabsco Owner Manual Toilet Mul PDFDocument14 pagesJabsco Owner Manual Toilet Mul PDFurania22000No ratings yet
- CLEAN BOILER HEAT TRANSFER GUIDEDocument13 pagesCLEAN BOILER HEAT TRANSFER GUIDEAhmed YosifNo ratings yet
- HORIZONTAL AUTOCLAVE USER MANUAL With Vacuum PumpDocument8 pagesHORIZONTAL AUTOCLAVE USER MANUAL With Vacuum Pumpmaruti jadhavNo ratings yet
- Print MeDocument10 pagesPrint MeBryan TanNo ratings yet
- Boiler Pot On Service After MaintenanceDocument12 pagesBoiler Pot On Service After MaintenanceNatane AlvesNo ratings yet
- Blowdown ValvesDocument6 pagesBlowdown ValvesKyrie AbayaNo ratings yet
- Rotary Evaporator: Low-Temp Solvent RemovalDocument3 pagesRotary Evaporator: Low-Temp Solvent RemovalAltaf Ur RehmanNo ratings yet
- Blow-Down Procedure For Marine Boilers PDFDocument7 pagesBlow-Down Procedure For Marine Boilers PDFRejoGevargheseRajanNo ratings yet
- Maritime Safety Valve MaintenanceDocument11 pagesMaritime Safety Valve MaintenanceAayush Agrawal100% (1)
- ACME AHX Water-Cooled Condenser - 06.10 PDFDocument3 pagesACME AHX Water-Cooled Condenser - 06.10 PDFhappale2002No ratings yet
- Phase II Boiler QuestionsDocument12 pagesPhase II Boiler Questionsabbutalibb5407No ratings yet
- IGS System-1Document11 pagesIGS System-1manojNo ratings yet
- Marine BoilersDocument16 pagesMarine BoilersPawan Beniwal100% (1)
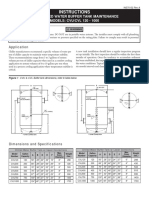
- Instructions: For Chilled Water Buffer Tank Maintenance MODELS: CVU/CVL 120 - 1000Document2 pagesInstructions: For Chilled Water Buffer Tank Maintenance MODELS: CVU/CVL 120 - 1000Vũ Đình QuangNo ratings yet
- Operating and Maintenance Instructions For: Air Valve For Waste Water and Potable WaterDocument3 pagesOperating and Maintenance Instructions For: Air Valve For Waste Water and Potable WaterhoseyliauNo ratings yet
- Sop For Boiler Hydro TestDocument4 pagesSop For Boiler Hydro TestHardik ThumarNo ratings yet
- Inspections and Survey Procedures in Auxiliary BoilerDocument16 pagesInspections and Survey Procedures in Auxiliary BoilerkrishnaNo ratings yet
- 320chlorine BromineFeeder UGDocument6 pages320chlorine BromineFeeder UGfrancisco_amador_26No ratings yet
- BOILER CLEANING PROCEDUREDocument2 pagesBOILER CLEANING PROCEDUREmrizalygani99100% (1)
- Oil Well Completion and Work Over GuideDocument29 pagesOil Well Completion and Work Over GuideDavid LutmangNo ratings yet
- 260 enDocument3 pages260 enlesonspkNo ratings yet
- Filtration Guide for Hydrocyclones & Sedimentation TanksDocument8 pagesFiltration Guide for Hydrocyclones & Sedimentation TanksPeterson Magro100% (1)
- DistillationDocument8 pagesDistillationRaz MahariNo ratings yet
- Cryogenic Dewar Maintenance: Bell Jar GasketDocument4 pagesCryogenic Dewar Maintenance: Bell Jar GasketPaslab UjfiNo ratings yet
- All About Carbon DioxideDocument3 pagesAll About Carbon DioxideShiva RajNo ratings yet
- Alkali Boil Out Procedure by Natural Circulation MethodDocument31 pagesAlkali Boil Out Procedure by Natural Circulation MethodManoj PaneriNo ratings yet
- Instructions On Installation, Operation and Maintenance For Kirloskar Kinetic Air ValvesDocument15 pagesInstructions On Installation, Operation and Maintenance For Kirloskar Kinetic Air Valvessure_iitdNo ratings yet
- DWD Ld1411 ManualDocument32 pagesDWD Ld1411 Manualsarvaanyaa100% (1)
- Boiler Safety and Maintenance ProceduresDocument12 pagesBoiler Safety and Maintenance ProceduresNithin VargheseNo ratings yet
- Liquid Withdrawal Device: For Liquid Nitrogen 25LD, 35LD, 35LD-T and 50LD DewarsDocument4 pagesLiquid Withdrawal Device: For Liquid Nitrogen 25LD, 35LD, 35LD-T and 50LD DewarsmarcelloairesNo ratings yet
- Daewoo Washing MachineDocument23 pagesDaewoo Washing MachineFrancisco Diaz HermeloNo ratings yet
- Cleaning Pin Tubes Procedure PDFDocument3 pagesCleaning Pin Tubes Procedure PDFAarón Díaz100% (1)
- Best Practice For Liquid Freeing and PurgDocument6 pagesBest Practice For Liquid Freeing and PurgMary KatsaliNo ratings yet
- Infussion Mashtun QSGDocument8 pagesInfussion Mashtun QSGFelix PchNo ratings yet
- Prepare A Boiler For SurveyDocument9 pagesPrepare A Boiler For SurveyLakshmikanthNo ratings yet
- Simple Distillation of Cyclohexane and Toluene MixtureDocument18 pagesSimple Distillation of Cyclohexane and Toluene MixtureAnonymous xfzNyyi4No ratings yet
- Purpose of Vaccum DistilationDocument5 pagesPurpose of Vaccum DistilationChad RedwoodNo ratings yet
- Boiler Mountings: School of Maritime Studies Vels University ThalamburDocument3 pagesBoiler Mountings: School of Maritime Studies Vels University ThalamburAayush AgrawalNo ratings yet
- All American Operating Instructions For Non-Electric Pressure Steam Sterilizers Models 1915x, 1925x 1941xDocument24 pagesAll American Operating Instructions For Non-Electric Pressure Steam Sterilizers Models 1915x, 1925x 1941xSummer RaderNo ratings yet
- Des Cal Ing BoilersDocument3 pagesDes Cal Ing BoilersRaymondIlyasNo ratings yet
- Boiler Preservation Procedure For Thermal PlantsDocument5 pagesBoiler Preservation Procedure For Thermal Plantseng_fayNo ratings yet
- CH - Mates PH II - Boiler QuestionsDocument13 pagesCH - Mates PH II - Boiler QuestionsArun GeorgeNo ratings yet
- 6035 L2u205 PPT Outcome3Document43 pages6035 L2u205 PPT Outcome3shahin.noktehdan4102No ratings yet
- Fresh Water Generator On ShipsDocument19 pagesFresh Water Generator On ShipsSheshraj VernekarNo ratings yet
- АВТОКЛАВDocument4 pagesАВТОКЛАВНаталья РешетниченкоNo ratings yet
- 07 Compressed Air SolutionsDocument36 pages07 Compressed Air Solutionsvlcmstne04No ratings yet
- 6035_l2u205_ppt_outcome3Document44 pages6035_l2u205_ppt_outcome3Adrian JugariuNo ratings yet
- Boiler Q&A FurtherDocument7 pagesBoiler Q&A FurtherRachitNo ratings yet
- Model: DWF-5510/5511 5520/5521 6010/6011 6020/6021: Instruction ManualDocument17 pagesModel: DWF-5510/5511 5520/5521 6010/6011 6020/6021: Instruction Manualvio99usNo ratings yet
- Boiler Preservation ProceduresDocument5 pagesBoiler Preservation Proceduresv.aravindharajan7No ratings yet
- SOP Gas AbsorptionDocument19 pagesSOP Gas AbsorptionKevin EsmunaldoNo ratings yet
- 104 BdivDocument2 pages104 BdivClara FelitaNo ratings yet
- Coc Oral Exam Preparation (Part - 17) : Boiler Safety ValveDocument3 pagesCoc Oral Exam Preparation (Part - 17) : Boiler Safety ValveshashankrawatNo ratings yet
- Valves Gate DamperDocument54 pagesValves Gate DamperLalit MeenaNo ratings yet
- Popular Mechanics: How to Fix Anything: Essential Home Repairs Anyone Can DoFrom EverandPopular Mechanics: How to Fix Anything: Essential Home Repairs Anyone Can DoRating: 4 out of 5 stars4/5 (2)
- Types of Nuts, Bolts & Studs - Method of Removing Broken Studs, Method of Freeing Nuts and Bolts AimDocument3 pagesTypes of Nuts, Bolts & Studs - Method of Removing Broken Studs, Method of Freeing Nuts and Bolts AimAayush AgrawalNo ratings yet
- Shell Type Heat ExchangerDocument2 pagesShell Type Heat ExchangerAayush AgrawalNo ratings yet
- 2.familiarization of Centrifugal PumpDocument2 pages2.familiarization of Centrifugal PumpAayush AgrawalNo ratings yet
- Electrical Safety Aim:: School of Maritime Studies Vels University ThalamburDocument2 pagesElectrical Safety Aim:: School of Maritime Studies Vels University ThalamburAayush AgrawalNo ratings yet
- School of Maritime Studies Vels University ThalamburDocument1 pageSchool of Maritime Studies Vels University ThalamburAayush AgrawalNo ratings yet
- Insulation Resistance and EarthingDocument2 pagesInsulation Resistance and EarthingAayush AgrawalNo ratings yet
- Drilling, Tapping & ReamingDocument5 pagesDrilling, Tapping & ReamingAayush AgrawalNo ratings yet
- Cutting FilingDocument1 pageCutting FilingAayush AgrawalNo ratings yet
- Types of Nuts, Bolts & Studs - Method of Removing Broken Studs, Method of Freeing Nuts and Bolts AimDocument3 pagesTypes of Nuts, Bolts & Studs - Method of Removing Broken Studs, Method of Freeing Nuts and Bolts AimAayush AgrawalNo ratings yet
- Drilling, Tapping & ReamingDocument5 pagesDrilling, Tapping & ReamingAayush AgrawalNo ratings yet
- Fuses Electrical WiringDocument3 pagesFuses Electrical WiringAayush AgrawalNo ratings yet
- Course File B.E. Marine Engineering: Firer Fighting & Life Saving Appliances Lab Course MaterialsDocument1 pageCourse File B.E. Marine Engineering: Firer Fighting & Life Saving Appliances Lab Course MaterialsAayush AgrawalNo ratings yet
- School of Maritime Studies Vels University ThalamburDocument5 pagesSchool of Maritime Studies Vels University ThalamburAayush AgrawalNo ratings yet
- Electrical Safety Aim:: School of Maritime Studies Vels University ThalamburDocument2 pagesElectrical Safety Aim:: School of Maritime Studies Vels University ThalamburAayush AgrawalNo ratings yet
- Starting of Main EngineDocument5 pagesStarting of Main EngineAayush Agrawal100% (1)
- Cargo Oil SystemDocument8 pagesCargo Oil SystemAayush Agrawal100% (3)
- Maintenance Schedule Marine Auxiliary Diesel EnginesDocument5 pagesMaintenance Schedule Marine Auxiliary Diesel EnginesAayush Agrawal100% (1)
- Ballast Systems For General Cargo Ships AimDocument3 pagesBallast Systems For General Cargo Ships AimAayush Agrawal100% (1)
- Feed Water System What Is A Feed System ?Document3 pagesFeed Water System What Is A Feed System ?Aayush AgrawalNo ratings yet
- Feed Water System What Is A Feed System ?Document3 pagesFeed Water System What Is A Feed System ?Aayush AgrawalNo ratings yet
- EX-10 Boiler Gauge Glass Blow ThroughDocument2 pagesEX-10 Boiler Gauge Glass Blow ThroughAayush AgrawalNo ratings yet
- Setting Safety ValvesDocument2 pagesSetting Safety ValvesAayush Agrawal100% (1)
- Bilge Pumping System StudyDocument3 pagesBilge Pumping System StudyAayush AgrawalNo ratings yet
- Steam and Condensate SystemsDocument5 pagesSteam and Condensate SystemsAayush AgrawalNo ratings yet
- EX-7 Overhauling of Boiler BurnerDocument2 pagesEX-7 Overhauling of Boiler BurnerAayush Agrawal100% (1)
- EX-9 Hydraulic Pressure Setting and Accumulation Pressure Testing of BoilerDocument2 pagesEX-9 Hydraulic Pressure Setting and Accumulation Pressure Testing of BoilerAayush AgrawalNo ratings yet
- EX-12 Troubleshooting of Steering GearDocument1 pageEX-12 Troubleshooting of Steering GearAayush AgrawalNo ratings yet
- Setting Safety ValvesDocument2 pagesSetting Safety ValvesAayush Agrawal100% (1)
- Complete Survey of Boiler: Inspection, Scope, ArrangementsDocument3 pagesComplete Survey of Boiler: Inspection, Scope, ArrangementsAayush AgrawalNo ratings yet
- Rinku ProjectDocument82 pagesRinku ProjectHimanshuGirdharNo ratings yet
- Gasolinene Generators LT2000 LT7500 20090000Document17 pagesGasolinene Generators LT2000 LT7500 20090000calinc200No ratings yet
- ABS Guide For The Environmental Protection Notation For Vessels PDFDocument26 pagesABS Guide For The Environmental Protection Notation For Vessels PDFantonNo ratings yet
- FAMILIARISATION SEEING CLEARLY Lights WipersDocument121 pagesFAMILIARISATION SEEING CLEARLY Lights Wiperslsasha110No ratings yet
- Green EngineDocument23 pagesGreen EngineNikhil BhureNo ratings yet
- PDFDocument3 pagesPDFAchal SharmaNo ratings yet
- Cummins Marine Engine Performance DataDocument3 pagesCummins Marine Engine Performance DataBenjamin StricklandNo ratings yet
- Installation & Operating Manual: WarningDocument49 pagesInstallation & Operating Manual: WarningNamer HajiNo ratings yet
- 3.6 Prevention of Emission of Funnel SparksDocument2 pages3.6 Prevention of Emission of Funnel Sparkssonakshi.sundhukumarNo ratings yet
- SYL Mechanic Motor Vehicle 08 06 14 PDFDocument43 pagesSYL Mechanic Motor Vehicle 08 06 14 PDFபாலவிக்னேஷ்No ratings yet
- Man GN PDF 2Document20 pagesMan GN PDF 2Adrian A UPD100% (1)
- Estimation of Gas and Dust Emissions in Construction Sites of A Motorway ProjectDocument14 pagesEstimation of Gas and Dust Emissions in Construction Sites of A Motorway Projectjesus.herediaNo ratings yet
- MANProgramGuide PDFDocument68 pagesMANProgramGuide PDFTirelessNo ratings yet
- Automotive Engineering Team Tolly PDFDocument294 pagesAutomotive Engineering Team Tolly PDFJavierBadilloSanJuanNo ratings yet
- EPSRC Thermal Management Sheffield Drying Tech Feb 2010Document50 pagesEPSRC Thermal Management Sheffield Drying Tech Feb 2010Anonymous VlKfgxLNo ratings yet
- 6.3 Photochemical Smog NotesDocument20 pages6.3 Photochemical Smog NoteswillieflierNo ratings yet
- 48 60B Project GuideDocument520 pages48 60B Project Guidenckpourlas100% (2)
- MSS-Senda-DRD-X-Treme-en PDFDocument126 pagesMSS-Senda-DRD-X-Treme-en PDFZoranNo ratings yet
- Akta TrafficDocument16 pagesAkta TrafficAidil AzrulNo ratings yet
- Airtronic L: Technical Description, Installation, Operation and Maintenance InstructionsDocument52 pagesAirtronic L: Technical Description, Installation, Operation and Maintenance InstructionsevgenyNo ratings yet
- ASME PTC Performance Test Codes GuideDocument3 pagesASME PTC Performance Test Codes GuideVijayakumar SengottuveluNo ratings yet
- Variable Valve Actuation Systems For Environmentally Friendly EnginesDocument6 pagesVariable Valve Actuation Systems For Environmentally Friendly EnginesTejas shastrakarNo ratings yet
- The Boiler BookDocument1,140 pagesThe Boiler BookJose Lorenzo ToralNo ratings yet
- TM 10-3940-263-14P-1 140 Ton Crane FMC Link Belt MDL Hc-238a, Mhe-248Document291 pagesTM 10-3940-263-14P-1 140 Ton Crane FMC Link Belt MDL Hc-238a, Mhe-248Advocate100% (1)
- Power Manual PDFDocument80 pagesPower Manual PDFmauricio_rodrigues09100% (1)
- LNG Comes of AgeDocument3 pagesLNG Comes of AgeRamon Velasco StollNo ratings yet
- NO Emission Reduction Techniques in Biodiesel-Fuelled CI Engine: A ReviewDocument12 pagesNO Emission Reduction Techniques in Biodiesel-Fuelled CI Engine: A ReviewManivannan AyyasamyNo ratings yet
- Common Rail Fuel System and Exhaust Valve ControlDocument12 pagesCommon Rail Fuel System and Exhaust Valve ControlAlagarsamyvenkat ShanmugarajaNo ratings yet
- Commissioning Report FinalDocument92 pagesCommissioning Report Finaldinukaee0% (1)