You might also like
- Prevention of Valve Fugitive Emissions in the Oil and Gas IndustryFrom EverandPrevention of Valve Fugitive Emissions in the Oil and Gas IndustryNo ratings yet
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- Industrial Training ReportDocument10 pagesIndustrial Training ReportMuhammad Firdaws100% (1)
- Instructions On Installation, Operation and Maintenance For Kirloskar Kinetic Air ValvesDocument15 pagesInstructions On Installation, Operation and Maintenance For Kirloskar Kinetic Air Valvessure_iitdNo ratings yet
- Safety Valves For Power PlantDocument56 pagesSafety Valves For Power Planttek_surinder100% (1)
- Rofi Operation and Maintenance ManualDocument3 pagesRofi Operation and Maintenance ManualSteve NewmanNo ratings yet
- Fluidtecq Fluidtecq Fluidtecq Fluidtecq: Operation and Maintenance ManualDocument12 pagesFluidtecq Fluidtecq Fluidtecq Fluidtecq: Operation and Maintenance ManualmehtahemalNo ratings yet
- Hopkinson Valves IOM ManualDocument7 pagesHopkinson Valves IOM ManualGiorgiana RosuNo ratings yet
- Hopkinson Valves IOM Manual PDFDocument7 pagesHopkinson Valves IOM Manual PDFGiorgiana RosuNo ratings yet
- Valves Gate DamperDocument54 pagesValves Gate DamperLalit MeenaNo ratings yet
- MiniVac OIM ManualDocument10 pagesMiniVac OIM ManualGiorgiana RosuNo ratings yet
- Jones Hydrant OM 8-21-09Document6 pagesJones Hydrant OM 8-21-09RktBatamNo ratings yet
- 2) Air Start VV & Indicator VVDocument13 pages2) Air Start VV & Indicator VVHrishikesh MoreNo ratings yet
- VAAS Fig 740 and 730 Series IOMDocument9 pagesVAAS Fig 740 and 730 Series IOMCarlos GutierrezNo ratings yet
- Sempell: Before Installation These Instructions Must Be Fully Read and UnderstoodDocument1 pageSempell: Before Installation These Instructions Must Be Fully Read and UnderstoodDGWNo ratings yet
- Operation and Maintenance ManualDocument14 pagesOperation and Maintenance ManualmehtahemalNo ratings yet
- IOM Manual For Air Cylinder Operated ValvesDocument21 pagesIOM Manual For Air Cylinder Operated Valvesjhon riosNo ratings yet
- 3-5400 SERIES Safety Relief Valves: Instruction ManualDocument16 pages3-5400 SERIES Safety Relief Valves: Instruction ManualPrashant ChauhanNo ratings yet
- Instructions On Installation, Operation and Maintenance For Kirloskar Kinetic Air ValvesDocument15 pagesInstructions On Installation, Operation and Maintenance For Kirloskar Kinetic Air ValvesElias TascaNo ratings yet
- W.RT. Reciprocating Air Compressor Explain The Cause of The Following FaultsDocument51 pagesW.RT. Reciprocating Air Compressor Explain The Cause of The Following FaultsSri VasanNo ratings yet
- User-Maintenance Manual: Double Flanged Butterfly ValvesDocument27 pagesUser-Maintenance Manual: Double Flanged Butterfly ValvesKYAWNo ratings yet
- Muller CoDocument12 pagesMuller CoRamSalunkheNo ratings yet
- Weflo Nrs Gate Op and MaintDocument5 pagesWeflo Nrs Gate Op and MaintyusufNo ratings yet
- Forged Floating & Trunnion-Mounted Ball Valves: Installation, Operation & Maintenance ManualDocument66 pagesForged Floating & Trunnion-Mounted Ball Valves: Installation, Operation & Maintenance ManualKYAWNo ratings yet
- Best Practices For Steam Control Valve InstallationDocument4 pagesBest Practices For Steam Control Valve InstallationBen MusimaneNo ratings yet
- Orbinox VG08 Knife Gate ValveDocument8 pagesOrbinox VG08 Knife Gate ValveYorkistNo ratings yet
- Iom MVT ValvesDocument5 pagesIom MVT ValvesNaser JahangiriNo ratings yet
- HSE Executive - Guidance On Balanced Bellows Pressure Relief ValvesDocument3 pagesHSE Executive - Guidance On Balanced Bellows Pressure Relief ValvespbanerjeeNo ratings yet
- Well Maintenance ProcedureDocument14 pagesWell Maintenance ProcedureVlassis Sarantinos100% (1)
- Nipple Tube DiffusersDocument11 pagesNipple Tube Diffusersiyappan i.p.sNo ratings yet
- 260 enDocument3 pages260 enlesonspkNo ratings yet
- Boiler Safety ValveDocument11 pagesBoiler Safety ValveAayush Agrawal100% (1)
- Well Testing StudyDocument29 pagesWell Testing StudyDavid LutmangNo ratings yet
- ACME AHX Water-Cooled Condenser - 06.10 PDFDocument3 pagesACME AHX Water-Cooled Condenser - 06.10 PDFhappale2002No ratings yet
- Iron Gate Globe Check I OmDocument1 pageIron Gate Globe Check I OmRobert DickNo ratings yet
- Hoer HowandwhyvalvesfailDocument4 pagesHoer HowandwhyvalvesfailpathakshashankNo ratings yet
- Vane Presiune DN40 - DN250Document28 pagesVane Presiune DN40 - DN250iza66bellNo ratings yet
- Corsbysek PDFDocument16 pagesCorsbysek PDFMargaret DaughertyNo ratings yet
- With Bonnet: ModelDocument11 pagesWith Bonnet: ModelSamet BabaNo ratings yet
- Ssicap Om ManualDocument19 pagesSsicap Om Manualsianuli_936086174No ratings yet
- Relief Valves: Gases and Gas EquipmentDocument22 pagesRelief Valves: Gases and Gas EquipmentInspection EngineerNo ratings yet
- Welded Body Ball ValveDocument20 pagesWelded Body Ball ValveBisoyiNo ratings yet
- Basic Function of Breather ValveDocument29 pagesBasic Function of Breather ValveManojkumarNo ratings yet
- 1063 Forged Brass Spring Check ValveDocument5 pages1063 Forged Brass Spring Check ValveSyed FazluNo ratings yet
- Bulletin 4002 O&M Manual For CL-16-26-56 Revised 10-15-2014Document15 pagesBulletin 4002 O&M Manual For CL-16-26-56 Revised 10-15-2014Docente 361 UMECITNo ratings yet
- Zurn Aquaflush z6000 ManualDocument8 pagesZurn Aquaflush z6000 ManualrosaearlNo ratings yet
- Manual Zetkama Fig.215 - 216Document8 pagesManual Zetkama Fig.215 - 216George_Wabag_2014No ratings yet
- Prevent MaintenanceDocument15 pagesPrevent Maintenancemecanico_ipnNo ratings yet
- Iom Cam Ball t31Document20 pagesIom Cam Ball t31Albino Felix HernandezNo ratings yet
- Atmospheric Relief Valve ManualDocument12 pagesAtmospheric Relief Valve ManualTarun ChandraNo ratings yet
- Flowvalves KSB Va Pn16Document11 pagesFlowvalves KSB Va Pn16JavierNo ratings yet
- Equipment Used During VentingDocument9 pagesEquipment Used During VentingRahulChoudharyNo ratings yet
- Reliableb1acc 1Document6 pagesReliableb1acc 1salajeanuNo ratings yet
- Apollo Top Entry Ball Valves Installation, Operation, & Maintenance ManualDocument9 pagesApollo Top Entry Ball Valves Installation, Operation, & Maintenance ManualErcan YilmazNo ratings yet
- Checks To Be Carried Out On Receipt of The Actuator: ! - #$ Flow ControlDocument4 pagesChecks To Be Carried Out On Receipt of The Actuator: ! - #$ Flow ControlSyko GuyNo ratings yet
- ValvesDocument44 pagesValvesأحمد محمد قدريNo ratings yet
- Control Valve Norriseal - Series2200 O&MDocument16 pagesControl Valve Norriseal - Series2200 O&MJairo AlonsoNo ratings yet
- IOM Wastewater Air Valves SCF 2Document9 pagesIOM Wastewater Air Valves SCF 2adamaso09No ratings yet
- Cooling Water TowersDocument10 pagesCooling Water Towerssteepa22No ratings yet
- SOP Gas AbsorptionDocument19 pagesSOP Gas AbsorptionKevin EsmunaldoNo ratings yet
- Performance Pipe ''PE3608 and PE4710 Materials Designation Codes and Pipe Pressure Ratings'' 2007Document7 pagesPerformance Pipe ''PE3608 and PE4710 Materials Designation Codes and Pipe Pressure Ratings'' 2007nathanielbabiakNo ratings yet
- 00-GFCP FabCat CompleteDocument62 pages00-GFCP FabCat Completetanbqtb03No ratings yet
- Atomac Lined Ball Valve: For Top Performance, Reliability and SafetyDocument32 pagesAtomac Lined Ball Valve: For Top Performance, Reliability and SafetyhoseyliauNo ratings yet
- Atomac Lined Ball Valve: For Top Performance, Reliability and SafetyDocument32 pagesAtomac Lined Ball Valve: For Top Performance, Reliability and SafetyhoseyliauNo ratings yet
- Axial AXBDocument20 pagesAxial AXBhoseyliauNo ratings yet
- Atomac Lined Ball Valve: For Top Performance, Reliability and SafetyDocument32 pagesAtomac Lined Ball Valve: For Top Performance, Reliability and SafetyhoseyliauNo ratings yet
- Acrylic Paint - Technical DataDocument3 pagesAcrylic Paint - Technical DatahoseyliauNo ratings yet
- Sight Glasses Features: Reservoir AccessoriesDocument2 pagesSight Glasses Features: Reservoir AccessorieshoseyliauNo ratings yet
- SD596142 ModelDocument1 pageSD596142 ModelhoseyliauNo ratings yet
- E GlazeDocument4 pagesE GlazehoseyliauNo ratings yet
- 1200 774-NRSDocument1 page1200 774-NRShoseyliauNo ratings yet
- Modular Sectional Tank Three - Piece TankDocument4 pagesModular Sectional Tank Three - Piece TankhoseyliauNo ratings yet
- Country and CapitalDocument3 pagesCountry and CapitalhoseyliauNo ratings yet
- Nibco T413irDocument1 pageNibco T413irhoseyliauNo ratings yet
- Table ADocument1 pageTable AhoseyliauNo ratings yet
- La Cascata Set MenuDocument7 pagesLa Cascata Set MenuhoseyliauNo ratings yet
- Api Spec 1bDocument42 pagesApi Spec 1bhoseyliauNo ratings yet
- Anchor Fluid Power CatalogDocument128 pagesAnchor Fluid Power CatalogJustinNo ratings yet
- 3-Way High Pressure Ball Valves: Carbon SteelDocument5 pages3-Way High Pressure Ball Valves: Carbon Steel劉功暹No ratings yet
- 3 Piece Ball Valves PDFDocument16 pages3 Piece Ball Valves PDFShaik Mudassar Nazar100% (1)
- Wuzhou & Foowell Latest Profile PDFDocument77 pagesWuzhou & Foowell Latest Profile PDFAmiti AlisaNo ratings yet
- Series 520 Ball Valves U.L. ListedDocument5 pagesSeries 520 Ball Valves U.L. ListedDerlan MarzelaNo ratings yet
- 2-Way Manual Ball Valves 3" & 4": Series MBVDocument2 pages2-Way Manual Ball Valves 3" & 4": Series MBVrickbolgerNo ratings yet
- District CoolingDocument28 pagesDistrict Coolinggehgeray100% (3)
- Velan Ball Valve 1 PDFDocument9 pagesVelan Ball Valve 1 PDFMilena Lemus FonsecaNo ratings yet
- Uploads - Valvulas - Valvulas de Bola - Bola Flotante Aop - Aop CT 3000 Especificacion PDFDocument8 pagesUploads - Valvulas - Valvulas de Bola - Bola Flotante Aop - Aop CT 3000 Especificacion PDFMonica CarrenoNo ratings yet
- 2 VBN - EspecificacionesDocument36 pages2 VBN - EspecificacionesPaola Andrea Osorio GNo ratings yet
- Pressure Reducing Control Valve: Model: KVS - 801GDocument3 pagesPressure Reducing Control Valve: Model: KVS - 801GThúy VyNo ratings yet
- F Series - Floating Ball ValvesDocument8 pagesF Series - Floating Ball ValvesCarlos Alberto Aguilera MendezNo ratings yet
- Types of ValvesDocument31 pagesTypes of ValvesZarnab Rauf78% (9)
- Apollo TechDocument259 pagesApollo Techashish_pradhan75No ratings yet
- GP-03!12!01 Valve SelectionDocument30 pagesGP-03!12!01 Valve SelectionabenitechNo ratings yet
- COMEVAL Ball ValvesDocument52 pagesCOMEVAL Ball ValvesCardoso MalacaoNo ratings yet
- Trunnion Mounted Ball Valves: Flow-TekDocument8 pagesTrunnion Mounted Ball Valves: Flow-TekJuan RodriguezNo ratings yet
- Flowserve PDFDocument12 pagesFlowserve PDFnadrivNo ratings yet
- 6DB Series Double Block and Bleed Ball Valve CatalogDocument12 pages6DB Series Double Block and Bleed Ball Valve Catalogpedro torresNo ratings yet
- BOQ For Bought Out Items (Purified Water) PDFDocument1 pageBOQ For Bought Out Items (Purified Water) PDFsppatilNo ratings yet
- TMBV CatalogDocument26 pagesTMBV Catalogajv112No ratings yet
- ValveDocument8 pagesValveCosminNo ratings yet
- Symbols of Valve and FittingDocument6 pagesSymbols of Valve and Fittingrerenemahardika100% (2)
- Operation and Maintenance Instructions: 334 SERIES THREE-PIECE BALL VALVES - 1/4" To 2-1/2"Document5 pagesOperation and Maintenance Instructions: 334 SERIES THREE-PIECE BALL VALVES - 1/4" To 2-1/2"MASOUDNo ratings yet
- LIPU - Valve PDFDocument71 pagesLIPU - Valve PDFLê Trung Kiên100% (1)
- IntroductionDocument114 pagesIntroductionBahish VadakkanNo ratings yet
- Control Valves CatalogueDocument20 pagesControl Valves Cataloguenikhil_barshettiwat100% (1)
- Brunnbauer World of ValvesDocument6 pagesBrunnbauer World of ValvesAdrian PetrascuNo ratings yet
- Catalog AP Apm UkDocument16 pagesCatalog AP Apm UkPhongsak SihanatNo ratings yet
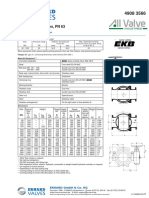
- Ball Valve PN63 ErhardDocument1 pageBall Valve PN63 ErhardM MNo ratings yet