You might also like
- Electrician Manual - CompleteDocument120 pagesElectrician Manual - CompleteidontlikeebooksNo ratings yet
- Handbook of LNGDocument3 pagesHandbook of LNGKai Yuan Teo0% (1)
- Petroleum Refinery EngineeringDocument9 pagesPetroleum Refinery EngineeringMahtab SajnaniNo ratings yet
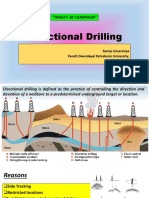
- Directional DrillingDocument29 pagesDirectional DrillingAkashShuklaNo ratings yet
- Polyethylene Plastic Production ProcessDocument8 pagesPolyethylene Plastic Production Processkiki haikalNo ratings yet
- Optimization of Operational Condition of A Condensate Stabilization Plant and Investigation of Effective Parameters On Reid Vapor Pressure (RVP)Document2 pagesOptimization of Operational Condition of A Condensate Stabilization Plant and Investigation of Effective Parameters On Reid Vapor Pressure (RVP)okoro matthewNo ratings yet
- Intro Natural Gas ProcessingDocument12 pagesIntro Natural Gas ProcessingVishalIndrapuriNo ratings yet
- Natural Gas ProcessingDocument35 pagesNatural Gas ProcessingAleem AhmedNo ratings yet
- Gas treating and processing facilitiesDocument3 pagesGas treating and processing facilitiesRoger AP100% (1)
- NGL Recovery Process Options ExplainedDocument87 pagesNGL Recovery Process Options Explainedrkumar_225No ratings yet
- List of Indian Standard Code For Civil and Structural Works PDFDocument148 pagesList of Indian Standard Code For Civil and Structural Works PDFKalipada Sen100% (1)
- Emulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingFrom EverandEmulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingRating: 5 out of 5 stars5/5 (3)
- Advance Process Control in LNG PlantDocument18 pagesAdvance Process Control in LNG PlantthawdarNo ratings yet
- Principles of Hydrocarbon Dew PointDocument4 pagesPrinciples of Hydrocarbon Dew PointRowan BalajiNo ratings yet
- Active and Reactive PowerDocument19 pagesActive and Reactive PowerGairik Chakraborty100% (2)
- Process Selection of Natural Gas Recovery UnitDocument25 pagesProcess Selection of Natural Gas Recovery Unitalexalek200050% (2)
- Crude Distillation PosterDocument1 pageCrude Distillation Postervivek_rec100% (1)
- Lummus Petrochemicals Refinery Off Gas ProcessDocument75 pagesLummus Petrochemicals Refinery Off Gas Processpalluravi100% (3)
- Gas Treatment SLDocument68 pagesGas Treatment SLwahyuriansyahNo ratings yet
- 2 Phase Seperator PDFDocument66 pages2 Phase Seperator PDFKanthan DevanNo ratings yet
- E1.0 - Crude Stab - Foaming PDFDocument32 pagesE1.0 - Crude Stab - Foaming PDFRégis Ongollo100% (2)
- HCDPDocument92 pagesHCDPMuddassar SultanNo ratings yet
- Gas Processing and ConditioningDocument31 pagesGas Processing and ConditioningTemitope Bello100% (1)
- Selection of Technologies For Gas Plant NaturalDocument15 pagesSelection of Technologies For Gas Plant NaturaljxlNo ratings yet
- Spark Training in BangaloreDocument36 pagesSpark Training in BangalorekellytechnologiesNo ratings yet
- Pelton Turbine ReportDocument10 pagesPelton Turbine ReportShea Cheng Kuang100% (2)
- h2 Dew PointDocument4 pagesh2 Dew Pointgeddam0610882592% (12)
- Crude Oil Processing On Offshore Facilities PDFDocument14 pagesCrude Oil Processing On Offshore Facilities PDFmohit4821No ratings yet
- Refining 06 Hydrotreating Process CompleteDocument31 pagesRefining 06 Hydrotreating Process CompletetalhawasimNo ratings yet
- Acid Gas RemovalDocument18 pagesAcid Gas RemovalKailash NarainNo ratings yet
- Working Guide to Reservoir Rock Properties and Fluid FlowFrom EverandWorking Guide to Reservoir Rock Properties and Fluid FlowRating: 3 out of 5 stars3/5 (1)
- Achieving Product Specifications For Ethane Through To Pentane Plus From NGL Fractionation PlantsDocument21 pagesAchieving Product Specifications For Ethane Through To Pentane Plus From NGL Fractionation PlantsmfcramerNo ratings yet
- Crude Oil Refining Process: Atmospheric and Vacuum DistillationDocument12 pagesCrude Oil Refining Process: Atmospheric and Vacuum Distillationشيبوب shaibobNo ratings yet
- CDU DesignDocument8 pagesCDU DesignAnonymous DcE7fcjSwNo ratings yet
- Technology selection for a natural gas plantDocument13 pagesTechnology selection for a natural gas plantsoheilkhosh3311No ratings yet
- 2009-03 CleanDieselHydroPTQ MustangDocument7 pages2009-03 CleanDieselHydroPTQ Mustanganhchangleloi100% (2)
- Asterisk MSSQL CDR StorageDocument5 pagesAsterisk MSSQL CDR StorageSt Aude Pierre KelerNo ratings yet
- Maximize LPG Recovery From Fuel GasDocument4 pagesMaximize LPG Recovery From Fuel GasAhmed SeliemNo ratings yet
- Formation Damage and Horizontal WellsDocument14 pagesFormation Damage and Horizontal WellsAdhi100% (1)
- CGD - Report - Infraline PDFDocument4 pagesCGD - Report - Infraline PDFDivyanshu GuptaNo ratings yet
- Gas Treatment Processes in LNG PlantsDocument21 pagesGas Treatment Processes in LNG PlantsMeghana SNo ratings yet
- Condenstae StabilizationDocument3 pagesCondenstae StabilizationsatishchemengNo ratings yet
- LP-ERS Maximizes Low Pressure Gas RecoveryDocument7 pagesLP-ERS Maximizes Low Pressure Gas RecoveryY.EbadiNo ratings yet
- HPCL IT DHDS Block OverviewDocument37 pagesHPCL IT DHDS Block OverviewSrija Mummidi100% (1)
- Natural Gas Processing ScopeDocument20 pagesNatural Gas Processing ScopeAnonymous QM0NLqZONo ratings yet
- Producing LPG from Natural GasDocument19 pagesProducing LPG from Natural GasPavan Kumar TalasilaNo ratings yet
- What Is HCDPDocument5 pagesWhat Is HCDPfumerojr5164100% (1)
- Overview of Gas-Handling FacilitiesDocument6 pagesOverview of Gas-Handling FacilitiesMatthew AdeyinkaNo ratings yet
- El GS Ad 19Document2 pagesEl GS Ad 19Ali Ahmed PathanNo ratings yet
- Process Modelling and System Dynamic Project 1 Gas Processing SimulationDocument14 pagesProcess Modelling and System Dynamic Project 1 Gas Processing SimulationHusaini ZaidanNo ratings yet
- 38-char title for gas hydrate, chloride, mercaptan, drip system, hydrocarbon recovery, condensate stabilization documentDocument5 pages38-char title for gas hydrate, chloride, mercaptan, drip system, hydrocarbon recovery, condensate stabilization documentSalmanNo ratings yet
- Gasification Based Topsoe WSA Process PrinciplesDocument4 pagesGasification Based Topsoe WSA Process PrinciplesGopiNo ratings yet
- Handbook of LNGDocument3 pagesHandbook of LNGBorisvc8No ratings yet
- Catalytic and Thermal Conversion ProcessesDocument13 pagesCatalytic and Thermal Conversion ProcessesAbdul GhafoorNo ratings yet
- PTP-19.1 HandoutDocument11 pagesPTP-19.1 HandoutJayNo ratings yet
- Chapter 3Document59 pagesChapter 3Mohd HaafizNo ratings yet
- Gas Processing and LiquefactionDocument19 pagesGas Processing and Liquefactionizziewi882777No ratings yet
- Meccoct18 12449Document15 pagesMeccoct18 12449Owais MalikNo ratings yet
- Atmospheric and Vacuum UnitDocument14 pagesAtmospheric and Vacuum Unitbhavesh jangidNo ratings yet
- Gas ConDocument19 pagesGas ConDeepesh AggarwalNo ratings yet
- W3V20 - Refining Processes2 - HandoutDocument9 pagesW3V20 - Refining Processes2 - HandoutgbengaNo ratings yet
- FGGGGGGGGGGGGGGGDocument3 pagesFGGGGGGGGGGGGGGGDavid R PaucaraNo ratings yet
- ENCH 607 Lecture 1Document14 pagesENCH 607 Lecture 1Nasir NaqviNo ratings yet
- Condenser Oxygen ControlDocument6 pagesCondenser Oxygen Controlhappale2002No ratings yet
- Gas SweeteningDocument3 pagesGas SweeteningAleem AhmedNo ratings yet
- After Mid-1 PDFDocument71 pagesAfter Mid-1 PDFGairik ChakrabortyNo ratings yet
- Cover LetterDocument1 pageCover LetterGairik ChakrabortyNo ratings yet
- Adiabatic & Polytropic PDFDocument8 pagesAdiabatic & Polytropic PDFGairik ChakrabortyNo ratings yet
- Adiabatic & Polytropic PDFDocument8 pagesAdiabatic & Polytropic PDFGairik ChakrabortyNo ratings yet
- Assignment FinalDocument1 pageAssignment FinalGairik ChakrabortyNo ratings yet
- CGD Assignment 17BPE032Document14 pagesCGD Assignment 17BPE032Gairik ChakrabortyNo ratings yet
- EMSI MillenialsvsBabyBoomersDocument1,490 pagesEMSI MillenialsvsBabyBoomersGairik ChakrabortyNo ratings yet
- Gairik HW 5 PDFDocument2 pagesGairik HW 5 PDFGairik ChakrabortyNo ratings yet
- HOMEWORK EXERCISE STEPS CEMENTINGDocument5 pagesHOMEWORK EXERCISE STEPS CEMENTINGGairik ChakrabortyNo ratings yet
- Homework Exercise-Viii: Submitted By: GairikDocument5 pagesHomework Exercise-Viii: Submitted By: GairikGairik ChakrabortyNo ratings yet
- hw-7 GairikDocument3 pageshw-7 GairikGairik ChakrabortyNo ratings yet
- Emisiones de Carbono Globales CO2Document22 pagesEmisiones de Carbono Globales CO2Harold WilsonNo ratings yet
- Eurovision - 1998 To 2012Document318 pagesEurovision - 1998 To 2012Gairik ChakrabortyNo ratings yet
- Pandeet Deendayal Petroleum University: Spo Take Home AssignmentDocument15 pagesPandeet Deendayal Petroleum University: Spo Take Home AssignmentGairik ChakrabortyNo ratings yet
- Drilling Engineering-Ii Take Home Assignment: Pandeet Deendayal Petroleum UniversityDocument17 pagesDrilling Engineering-Ii Take Home Assignment: Pandeet Deendayal Petroleum UniversityGairik ChakrabortyNo ratings yet
- Script (Project Proposal) PDFDocument4 pagesScript (Project Proposal) PDFGairik ChakrabortyNo ratings yet
- 17bpe032 Gairik ChakrabortyDocument20 pages17bpe032 Gairik ChakrabortyGairik ChakrabortyNo ratings yet
- Reservoir Modelling and Simulation Take Home Assignment: Pandeet Deendayal Petroleum UniversityDocument22 pagesReservoir Modelling and Simulation Take Home Assignment: Pandeet Deendayal Petroleum UniversityGairik ChakrabortyNo ratings yet
- Gairik HW 5 PDFDocument2 pagesGairik HW 5 PDFGairik ChakrabortyNo ratings yet
- Pandeet Deendayal Petroleum UniversityDocument23 pagesPandeet Deendayal Petroleum UniversityGairik ChakrabortyNo ratings yet
- Arep2020 PDFDocument252 pagesArep2020 PDFGairik ChakrabortyNo ratings yet
- 45 Swabsurge PDFDocument10 pages45 Swabsurge PDFasu jaranNo ratings yet
- Drillingsoftware Casing Design User ManualDocument29 pagesDrillingsoftware Casing Design User ManualHìnhxămNơigóckhuấtTimAnhNo ratings yet
- Cisco ASR 9001 Router DatasheetDocument5 pagesCisco ASR 9001 Router DatasheetĐỗ TháiNo ratings yet
- PEQ - Acids & Alkalis - KS3 (PH)Document3 pagesPEQ - Acids & Alkalis - KS3 (PH)yayaNo ratings yet
- Unit 3 Tree StructureDocument19 pagesUnit 3 Tree StructureNida AhmedNo ratings yet
- Course:: Heating Ventilation & Air-Conditioning (ME 326)Document45 pagesCourse:: Heating Ventilation & Air-Conditioning (ME 326)Muhammad OsamaNo ratings yet
- Determination of Mechanical Properties For Cement-Treated Aggregate BaseDocument54 pagesDetermination of Mechanical Properties For Cement-Treated Aggregate BaseMarloNo ratings yet
- 7SG16 - Ohmega 305 Complete Technical ManualDocument117 pages7SG16 - Ohmega 305 Complete Technical Manualvivek2159No ratings yet
- M. Santosh Kumar Datastructures Using C++Document7 pagesM. Santosh Kumar Datastructures Using C++Marumamula Santosh KumarNo ratings yet
- Power Mode Selection SystemDocument3 pagesPower Mode Selection SystemOficina FernandinhoNo ratings yet
- Combo FixDocument4 pagesCombo FixJulio Cesar Camones CastilloNo ratings yet
- BBS Model Question 2020Document44 pagesBBS Model Question 2020JALDIMAINo ratings yet
- West LP - M3 U6 L9Document10 pagesWest LP - M3 U6 L9Gretchen WestNo ratings yet
- Introduction To Structural AnalysisDocument15 pagesIntroduction To Structural AnalysisShereen RodrigoNo ratings yet
- Power Control in Ac Isolated Microgrids With Renewable Energy Sources and Energy Storage SystemsDocument1 pagePower Control in Ac Isolated Microgrids With Renewable Energy Sources and Energy Storage SystemssriluNo ratings yet
- 05 Demonstration PDFDocument3 pages05 Demonstration PDFMook HyangNo ratings yet
- CPAC 2 - Vit CDocument3 pagesCPAC 2 - Vit CNoruwa EKUASENo ratings yet
- How To Turn Off or Disable Hardware Acceleration in Windows 11 - 10Document10 pagesHow To Turn Off or Disable Hardware Acceleration in Windows 11 - 10favio lopezNo ratings yet
- Cambridge Secondary 1 Checkpoint: Cambridge Assessment International EducationDocument19 pagesCambridge Secondary 1 Checkpoint: Cambridge Assessment International EducationArsen RahymbekovNo ratings yet
- SmartAir EHVAC System Rev10 Jun2019 2Document40 pagesSmartAir EHVAC System Rev10 Jun2019 2Andy degolNo ratings yet
- Dynamics of Cage Floating Breakwater: K. MuraliDocument9 pagesDynamics of Cage Floating Breakwater: K. MuraliSuman.SNo ratings yet
- ISO 15614 vs ASME IX welding standards comparisonDocument2 pagesISO 15614 vs ASME IX welding standards comparisontuanNo ratings yet
- ESM VS90 132 Brochure WorkDocument8 pagesESM VS90 132 Brochure WorkKM KarthikNo ratings yet