You might also like
- Emulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingFrom EverandEmulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingRating: 5 out of 5 stars5/5 (3)
- Ethylene UnitsDocument20 pagesEthylene UnitsLindah Turson100% (3)
- Crude Oil Refining (Crude Oil DistillationDocument12 pagesCrude Oil Refining (Crude Oil Distillationشيبوب shaibobNo ratings yet
- Fuel's and Energy Engineering-5th. LectureDocument30 pagesFuel's and Energy Engineering-5th. Lectureahmed JaNo ratings yet
- PRP Unit - 5Document13 pagesPRP Unit - 5Abdul GhafoorNo ratings yet
- Refinery PDFDocument22 pagesRefinery PDFromulussikalitNo ratings yet
- Fluid Catalytic Craking Unit (Fccu)Document6 pagesFluid Catalytic Craking Unit (Fccu)Nitin VarshneyNo ratings yet
- A Students Guide To RefiningDocument16 pagesA Students Guide To RefininghuycanphuNo ratings yet
- A Students Guide To RefineryDocument16 pagesA Students Guide To RefineryManisha RatheeNo ratings yet
- JERP Brief ProcessDocument14 pagesJERP Brief Processbikas_sahaNo ratings yet
- Atmospheric Crude Distillation UnitDocument2 pagesAtmospheric Crude Distillation UnitFahmi Ramadhan PutraNo ratings yet
- Crude Oil RefiningDocument24 pagesCrude Oil RefiningSaranrajPachayappanNo ratings yet
- Refinery Process DescriptionDocument24 pagesRefinery Process DescriptionjeyalaksNo ratings yet
- Des AlterDocument5 pagesDes Altersagarchawla13No ratings yet
- Haldia Institute of Technology: Name: Bipasha Barai Class Roll No: 17/CHE/054 University Roll No: 10300617054Document9 pagesHaldia Institute of Technology: Name: Bipasha Barai Class Roll No: 17/CHE/054 University Roll No: 10300617054Roshan Kumar LohaniNo ratings yet
- Chapter 2Document8 pagesChapter 2Micaiah Cyril DasNo ratings yet
- Crude Distillation PosterDocument1 pageCrude Distillation Postervivek_rec100% (1)
- Distillation Column BasicsDocument4 pagesDistillation Column BasicsTejas PatelNo ratings yet
- Atmospheric Distillation UnitDocument3 pagesAtmospheric Distillation UnitGilles DakouriNo ratings yet
- Guide To RefiningDocument29 pagesGuide To Refiningohm keyNo ratings yet
- PSH AaaaaaaaaaaaDocument7 pagesPSH AaaaaaaaaaaaEdris SalamNo ratings yet
- Vacuum DistillationDocument3 pagesVacuum DistillationAldren Delina RiveraNo ratings yet
- Crude Oil DistillationDocument109 pagesCrude Oil Distillationshreshth chawlaNo ratings yet
- Generalized Equation For Thermophysical PropertiesDocument5 pagesGeneralized Equation For Thermophysical PropertiesAmmar .kNo ratings yet
- Chapter 2 Oil Refinery Plant - Conversion and TreatmentDocument52 pagesChapter 2 Oil Refinery Plant - Conversion and Treatmenthafizulhakim02No ratings yet
- Fractional DistillationDocument5 pagesFractional Distillationwayen8100% (1)
- Unit 3Document11 pagesUnit 3Shreyash UtekarNo ratings yet
- Naptha Hydrotreating UnitDocument7 pagesNaptha Hydrotreating UnitreetiNo ratings yet
- Petroleum (1) .PPT (Recovered)Document33 pagesPetroleum (1) .PPT (Recovered)Abdallah MansourNo ratings yet
- OhcuDocument11 pagesOhcuDheeraj ShuklaNo ratings yet
- A Study On Process Optimization and Refinery Operations at A Petroleum IndustryDocument23 pagesA Study On Process Optimization and Refinery Operations at A Petroleum Industryvinothvinoth272002No ratings yet
- Black Liquor EvaporationDocument3 pagesBlack Liquor EvaporationAktharNo ratings yet
- Fractional Distillation Is The Separation of A Mixture Into Its Component PartsDocument4 pagesFractional Distillation Is The Separation of A Mixture Into Its Component PartsMariana MarchenaNo ratings yet
- F16PG07 (Atmospheric Distillation)Document8 pagesF16PG07 (Atmospheric Distillation)Mahtab SajnaniNo ratings yet
- Petrochemical ProcessDocument20 pagesPetrochemical Processsanjeevs01No ratings yet
- Chemical Recovery at The Sulphate Pulp Mill005Document4 pagesChemical Recovery at The Sulphate Pulp Mill005mahotkatNo ratings yet
- Vacuum Distillation in Petroleum RefiningDocument3 pagesVacuum Distillation in Petroleum RefiningUsama Malik100% (1)
- Steam CrackingDocument4 pagesSteam CrackingJoseph BirungNo ratings yet
- FCC UnitDocument28 pagesFCC UnitMohsin KhanNo ratings yet
- C CC CC: CCCCCCCCCCCCCCCCDocument27 pagesC CC CC: CCCCCCCCCCCCCCCCMuhammadTanzeeLUsmanNo ratings yet
- Fractional DestilationDocument6 pagesFractional DestilationCarlos Luis Esquerdo MarcanoNo ratings yet
- Process Description and PFDs PDFDocument75 pagesProcess Description and PFDs PDFpalluravi100% (3)
- Deisel Hydrotreating UnitDocument9 pagesDeisel Hydrotreating UnitRittu Paul100% (1)
- 6 Crude Oil RefiningDocument57 pages6 Crude Oil RefiningAkashNo ratings yet
- Refinery Operations Furfural ExtractionDocument15 pagesRefinery Operations Furfural ExtractionNakkolopNo ratings yet
- Hydrocarbon ProcessingDocument20 pagesHydrocarbon Processingsanjeevs01No ratings yet
- Claus Tail Gas Treating Unit (TGTU)Document3 pagesClaus Tail Gas Treating Unit (TGTU)eragornNo ratings yet
- Cracking 151114162534 Lva1 App6891Document33 pagesCracking 151114162534 Lva1 App6891Truth SeekerNo ratings yet
- Fluidised Catalytic Cracker UnitDocument4 pagesFluidised Catalytic Cracker Unitbhuvanya89No ratings yet
- Iii. Recovery BoilerDocument9 pagesIii. Recovery BoilerSai SwaroopNo ratings yet
- Generalized Equation For Thermophysical PropertiesDocument5 pagesGeneralized Equation For Thermophysical PropertiesAbderrahim HAMDAOUINo ratings yet
- Condenstae StabilizationDocument3 pagesCondenstae StabilizationsatishchemengNo ratings yet
- Refinery OperationsDocument16 pagesRefinery OperationsHendraWanNo ratings yet
- Chevron Industrial ReportDocument46 pagesChevron Industrial ReportIrtiaz RahmanNo ratings yet
- Mechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesFrom EverandMechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesNo ratings yet
- Contemporary Anaesthetic Equipments.: An Aid for Healthcare ProfessionalsFrom EverandContemporary Anaesthetic Equipments.: An Aid for Healthcare ProfessionalsNo ratings yet
- Marvel Carbureter and Heat Control: As Used on Series 691 Nash Sixes Booklet SFrom EverandMarvel Carbureter and Heat Control: As Used on Series 691 Nash Sixes Booklet SNo ratings yet
- REPORT THEORY Edited PDFDocument36 pagesREPORT THEORY Edited PDFbhavesh jangidNo ratings yet
- FRRRRDocument8 pagesFRRRRbhavesh jangidNo ratings yet
- Mohit YadavksjjdjDocument4 pagesMohit Yadavksjjdjbhavesh jangidNo ratings yet
- Gesture Based Robot FinalDocument40 pagesGesture Based Robot Finalbhavesh jangidNo ratings yet
- Shop ManagementDocument38 pagesShop Managementbhavesh jangid100% (1)
- PLC-SCADA Report 1.1.1Document35 pagesPLC-SCADA Report 1.1.1bhavesh jangidNo ratings yet
- MohityadavreportDocument31 pagesMohityadavreportbhavesh jangidNo ratings yet
- SUMMER TRAINING REPORT ON INDIAN RAILWAYwordDocument65 pagesSUMMER TRAINING REPORT ON INDIAN RAILWAYwordbhavesh jangidNo ratings yet
- Minor Project Attendance NewDocument68 pagesMinor Project Attendance Newbhavesh jangidNo ratings yet
- Vaccine Development During Covid 19Document33 pagesVaccine Development During Covid 19bhavesh jangidNo ratings yet
- ConstructionDocument36 pagesConstructionbhavesh jangidNo ratings yet
- EvDocument43 pagesEvbhavesh jangidNo ratings yet
- Submitted To: Submitted byDocument16 pagesSubmitted To: Submitted bybhavesh jangidNo ratings yet
- Revit ArchitectureDocument45 pagesRevit Architecturebhavesh jangidNo ratings yet
- Dehydrogenation To Produce Propylene From PropaneDocument3 pagesDehydrogenation To Produce Propylene From PropaneSamandar YuldoshevNo ratings yet
- CR Pump Ford заменыDocument2 pagesCR Pump Ford заменыAminadavNo ratings yet
- Combustion Physics C Law Cambridge 2006 WW PDFDocument2 pagesCombustion Physics C Law Cambridge 2006 WW PDFPatrickNo ratings yet
- MEP Means Mean Effective Pressure Which Defines The Valuable Measure of An Engine's Capacity To Do Work That Is Independent of Engine DisplacementDocument12 pagesMEP Means Mean Effective Pressure Which Defines The Valuable Measure of An Engine's Capacity To Do Work That Is Independent of Engine DisplacementmeetbalakumarNo ratings yet
- Heavy Duty Industrial Vacuum Cleaners by Santoni IndiaDocument8 pagesHeavy Duty Industrial Vacuum Cleaners by Santoni IndiaNihal SinghNo ratings yet
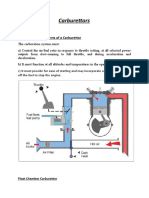
- CarburettorsDocument12 pagesCarburettorsrohitNo ratings yet
- SBM FPSO RecordDocument32 pagesSBM FPSO RecordgpriohardonoNo ratings yet
- Udupi Power Corporation Ltd. Ims Department Manual Doc. No. 0 Operation Rev. No. 0 Upcl Sop-Cold Startup Date 05.05.10 Page No. 1Document25 pagesUdupi Power Corporation Ltd. Ims Department Manual Doc. No. 0 Operation Rev. No. 0 Upcl Sop-Cold Startup Date 05.05.10 Page No. 1pradeep.selvarajanNo ratings yet
- Engine Torque Vs PowerDocument4 pagesEngine Torque Vs PoweradamtuongNo ratings yet
- Engine Fundamental PDFDocument16 pagesEngine Fundamental PDFmohamed hamedNo ratings yet
- Business DirectoryDocument8 pagesBusiness Directoryaries20060% (1)
- 1.3 Basic Hydraulic Symbols and Major ComponentsDocument31 pages1.3 Basic Hydraulic Symbols and Major ComponentsMahmoud Mohamed100% (1)
- BAIC E150 CatalogueDocument4 pagesBAIC E150 Cataloguecifer.xiongNo ratings yet
- Imagesmediasfiles1928iwk 119013 VHP l5794 7044 Gsi Epa PDFDocument4 pagesImagesmediasfiles1928iwk 119013 VHP l5794 7044 Gsi Epa PDFJason ClaunchNo ratings yet
- 965-0515 Onan 4kwBF RV Genset Major Service Manual (09-1973)Document54 pages965-0515 Onan 4kwBF RV Genset Major Service Manual (09-1973)jamal wallaceNo ratings yet
- SM W190B ENDocument804 pagesSM W190B ENEreon PartsNo ratings yet
- j20 Suzuki - JIII - 99500 - 64J00 - 01EDocument2 pagesj20 Suzuki - JIII - 99500 - 64J00 - 01EManuel RosuNo ratings yet
- GENERAL AnwarDocument101 pagesGENERAL AnwarTha GoonerNo ratings yet
- S13 180sx ManualDocument501 pagesS13 180sx ManualCrystal Kennedy100% (1)
- 465Document18 pages465Mabel SanhuezaNo ratings yet
- Sizing of Steam Coil of Insulated Tank Rev 3 PDFDocument2 pagesSizing of Steam Coil of Insulated Tank Rev 3 PDFdhavalesh1No ratings yet
- PPIS Annual 2016 17 FinalDocument97 pagesPPIS Annual 2016 17 FinalSaad YousufNo ratings yet
- Volvo Penta Tamd61a-72j-A WM FuelsystemDocument44 pagesVolvo Penta Tamd61a-72j-A WM Fuelsystemaymendab100% (2)
- Engineering Encyclopedia: Saudi Aramco Piping SystemsDocument23 pagesEngineering Encyclopedia: Saudi Aramco Piping SystemsPrakhar KulshreshthaNo ratings yet
- Reactivity of Coal Gasification With Steam and CO2Document9 pagesReactivity of Coal Gasification With Steam and CO2udaybhatkandeNo ratings yet
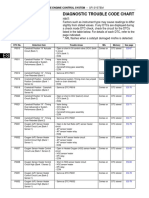
- Es 62 Es Diagnostic Trouble Code Chart PDFDocument10 pagesEs 62 Es Diagnostic Trouble Code Chart PDFSR BangashNo ratings yet
- Borgwarneredrive PDFDocument34 pagesBorgwarneredrive PDFddstoneNo ratings yet
- Maintenance Interval Schedule: This Document Has Been Printed From SPI2. NOT FOR RESALEDocument1 pageMaintenance Interval Schedule: This Document Has Been Printed From SPI2. NOT FOR RESALEAHMADNo ratings yet
- 5 UOP Separex Membrane TechnologyDocument50 pages5 UOP Separex Membrane TechnologyCSNo ratings yet