You might also like
- D-p5-Bv-pd-007 - Ect, Issue 01, Rev 00 - Eddy Current TestingDocument18 pagesD-p5-Bv-pd-007 - Ect, Issue 01, Rev 00 - Eddy Current TestingThinh NguyenNo ratings yet
- Transient Electromagnetic-Thermal Nondestructive Testing: Pulsed Eddy Current and Transient Eddy Current ThermographyFrom EverandTransient Electromagnetic-Thermal Nondestructive Testing: Pulsed Eddy Current and Transient Eddy Current ThermographyRating: 5 out of 5 stars5/5 (1)
- ECT Inspection Technique: Setup and CalibrationDocument19 pagesECT Inspection Technique: Setup and CalibrationAbhishek DevarajNo ratings yet
- By: Jabran Younas: A New BeginningDocument58 pagesBy: Jabran Younas: A New BeginningM Jafar SidiqNo ratings yet
- RFT Guide Remote Field TestingDocument8 pagesRFT Guide Remote Field TestingthinhlvtNo ratings yet
- Application of Phased Array For Corrosion Resistant Alloy (CRA) WeldsDocument6 pagesApplication of Phased Array For Corrosion Resistant Alloy (CRA) WeldsKevin HuangNo ratings yet
- Guided Wave Presentation NDT Global 1Document41 pagesGuided Wave Presentation NDT Global 1Ahmed LepdaNo ratings yet
- ECT Vs IRISDocument4 pagesECT Vs IRISAnuradha SivakumarNo ratings yet
- 7.2.eddy Current Testing-Part2Document19 pages7.2.eddy Current Testing-Part2Mohanad Almalah100% (1)
- TOFD Technique For Weld InspectionDocument31 pagesTOFD Technique For Weld InspectionJennifer FrenchNo ratings yet
- ACFM® & TSC Products OverviewDocument27 pagesACFM® & TSC Products OverviewStu SutcliffeNo ratings yet
- MFL PPT NotesDocument3 pagesMFL PPT NotesGaurav ChopraNo ratings yet
- Eddy Current QB 6: 1) Fill Factor' Term Would Normally Not Be Used WithDocument11 pagesEddy Current QB 6: 1) Fill Factor' Term Would Normally Not Be Used WithkingstonNo ratings yet
- Phased Array Calculations With AnswersDocument8 pagesPhased Array Calculations With AnswersLương Hồ VũNo ratings yet
- MFL Compendium - 001Document26 pagesMFL Compendium - 001kingston100% (2)
- Technology - Comparison of MEC MFL For Tank Floor Inspection-MinDocument7 pagesTechnology - Comparison of MEC MFL For Tank Floor Inspection-MinCepi Sindang KamulanNo ratings yet
- 016-PE and TOFDDocument33 pages016-PE and TOFDvenkatNo ratings yet
- Ultrasonic Testing Techniques and PrinciplesDocument31 pagesUltrasonic Testing Techniques and PrinciplesMAXX ENGINEERSNo ratings yet
- Standard Practice For Secondary Calibration of Acoustic Emission SensorsDocument8 pagesStandard Practice For Secondary Calibration of Acoustic Emission SensorsArpan NandyNo ratings yet
- Automatic Ultrasonic Course: Issued By: GanzoryDocument58 pagesAutomatic Ultrasonic Course: Issued By: GanzorynaganathanNo ratings yet
- Acoustic Emission Source LocalizationDocument4 pagesAcoustic Emission Source Localizationthebinayak8174No ratings yet
- MFL Techniques for Accurate Wire Rope TestingDocument59 pagesMFL Techniques for Accurate Wire Rope Testingkingston67% (3)
- Lrut Background and History (P2) Rev 0.2Document9 pagesLrut Background and History (P2) Rev 0.2Asish desaiNo ratings yet
- India Oman Qatar Abudhabi CanadaDocument7 pagesIndia Oman Qatar Abudhabi CanadaMadhusudanNo ratings yet
- Visual TestingDocument48 pagesVisual TestingLeon Heart FCNo ratings yet
- Sensitivity Calibrations and TCGs ExplainedDocument20 pagesSensitivity Calibrations and TCGs ExplainedKevin HuangNo ratings yet
- Catalog Tubing ProbesDocument36 pagesCatalog Tubing ProbesPrasathNo ratings yet
- Corrosion Mapping Solutions EddyfiDocument4 pagesCorrosion Mapping Solutions EddyfiTHIRU.SNo ratings yet
- Edt TSC Acfm-FaqsDocument2 pagesEdt TSC Acfm-FaqsBala KrishnanNo ratings yet
- Thermographic TestingDocument14 pagesThermographic TestingArluky NovandyNo ratings yet
- CA-40-19-TOFD-UT Procedure-AWS D1.1Document27 pagesCA-40-19-TOFD-UT Procedure-AWS D1.1Luong Ho VuNo ratings yet
- Tube Inspection InsertDocument2 pagesTube Inspection InsertManish SharmaNo ratings yet
- LRUT - Guided Wave Inspection TechniqueDocument40 pagesLRUT - Guided Wave Inspection TechniqueVijay Max100% (1)
- Plant Integrity BookletDocument79 pagesPlant Integrity Bookletkihal zohirNo ratings yet
- Guided WaveDocument38 pagesGuided Waveanwarhas05No ratings yet
- Introduction To UT Flaw DetectorDocument26 pagesIntroduction To UT Flaw DetectorNail Widya Satya100% (1)
- Technique Sheet RT Dwdi EllipseDocument1 pageTechnique Sheet RT Dwdi EllipseSiraj PatelNo ratings yet
- ACFM OverviewDocument40 pagesACFM OverviewSooraj RajanNo ratings yet
- ET Level III MalaysiaDocument2 pagesET Level III MalaysiaKuppan Srinivasan100% (1)
- Procedure Setup and Calibrate ECT DefHiDocument38 pagesProcedure Setup and Calibrate ECT DefHivikramNo ratings yet
- Advances in Tube Testing 2008Document39 pagesAdvances in Tube Testing 2008AhmedA.Hassan100% (1)
- Data Set Reduction For Ultrasonic TFM Imaging Using The Effective Aperture Approach and Virtual Sources PDFDocument14 pagesData Set Reduction For Ultrasonic TFM Imaging Using The Effective Aperture Approach and Virtual Sources PDFPetrNo ratings yet
- Intro To AEDocument21 pagesIntro To AEskynyrd75No ratings yet
- Phased Array Ultrasonic Techniques For Detection, Characterization and Sizing of High Temperature Hydrogen AttackDocument11 pagesPhased Array Ultrasonic Techniques For Detection, Characterization and Sizing of High Temperature Hydrogen AttackGetapo Ramin100% (1)
- Non-Destructive Tube Testing TechniquesDocument22 pagesNon-Destructive Tube Testing TechniquesCepi Sindang KamulanNo ratings yet
- Ultrasonic Exam Evaluation & InterpretationDocument39 pagesUltrasonic Exam Evaluation & InterpretationVaraGoudNo ratings yet
- Vision Test Format PCNDocument3 pagesVision Test Format PCNVisvaNo ratings yet
- 8.1 UT Lecture-Defect Sizing and EvaluationDocument24 pages8.1 UT Lecture-Defect Sizing and EvaluationNikhil KashyapNo ratings yet
- IrisDocument16 pagesIrisvibinkumarsNo ratings yet
- Lrut Special AplicationDocument20 pagesLrut Special AplicationAbdur Rahim100% (1)
- PP-11-Introduction To Data Interpretation (P11) Rev 0.5Document89 pagesPP-11-Introduction To Data Interpretation (P11) Rev 0.5Asish desaiNo ratings yet
- E 1065 - 99-UT-transdDocument22 pagesE 1065 - 99-UT-transdDemian PereiraNo ratings yet
- CN-11-Section 11 Teletest Functional Tests and Troubleshooting Rev0.1Document18 pagesCN-11-Section 11 Teletest Functional Tests and Troubleshooting Rev0.1Tĩnh Hồ TrungNo ratings yet
- Comparison Between GWT and UT (P5) Rev 0.4Document7 pagesComparison Between GWT and UT (P5) Rev 0.4Asish desaiNo ratings yet
- PAUTDocument55 pagesPAUTRavi Kumar VatturiNo ratings yet
- Eddy Current Chapter 4 Procedures PDFDocument102 pagesEddy Current Chapter 4 Procedures PDFEMTC EMTCNo ratings yet
- TOFD Level IIDocument51 pagesTOFD Level IIКонстантин Дёминов100% (1)
- Tubesheet Mapping and Reporting: CartoDocument2 pagesTubesheet Mapping and Reporting: Cartoluu cong son ndt100% (1)
- Eddy Current Testing ExplainedDocument89 pagesEddy Current Testing Explainedluu cong son ndtNo ratings yet
- ECT & RFT - Tube TestingDocument228 pagesECT & RFT - Tube Testingquyettd0706No ratings yet
- Handheld Probe Pusher-Puller For Eddy Current Condenser InspectionDocument2 pagesHandheld Probe Pusher-Puller For Eddy Current Condenser Inspectionluu cong son ndtNo ratings yet
- Skills For The TOEIC Test Speaking and Writing - 2012Document192 pagesSkills For The TOEIC Test Speaking and Writing - 2012Kamachi Koreysky100% (1)
- Heat Exchanger Tube Inspection With Olympus Nortec 500 Instrument Rev1Document8 pagesHeat Exchanger Tube Inspection With Olympus Nortec 500 Instrument Rev1luu cong son ndtNo ratings yet
- RFT SignalDocument14 pagesRFT Signalluu cong son ndtNo ratings yet
- ECT SignalDocument14 pagesECT Signalluu cong son ndtNo ratings yet
- Probe Adopters - ECT Eddy Max EquipmentDocument7 pagesProbe Adopters - ECT Eddy Max Equipmentluu cong son ndtNo ratings yet
- Global Optimization of Gas Allocation PDFDocument6 pagesGlobal Optimization of Gas Allocation PDFLuu Cong SonNo ratings yet
- Erosion Defect Report on Steel TubesDocument18 pagesErosion Defect Report on Steel Tubesluu cong son ndtNo ratings yet
- MS5800-DEMO-IRIS P: (PRINT in Color and CUT)Document2 pagesMS5800-DEMO-IRIS P: (PRINT in Color and CUT)luu cong son ndtNo ratings yet
- Matrix Acidizing Design and ApplicationsDocument73 pagesMatrix Acidizing Design and ApplicationsNguyễnTrường100% (1)
- OLGA Manual 6.2.3 PDFDocument782 pagesOLGA Manual 6.2.3 PDFYair Cámara92% (13)
- IRISDocument16 pagesIRISluu cong son ndtNo ratings yet
- ECT SignalDocument14 pagesECT Signalluu cong son ndtNo ratings yet
- Erosion Defect Report on Steel TubesDocument18 pagesErosion Defect Report on Steel Tubesluu cong son ndtNo ratings yet
- T V NG Economy FinalDocument140 pagesT V NG Economy FinalDuong Le TungNo ratings yet
- Example 2 - Part - 7 - Maraven (Compatibility Mode)Document68 pagesExample 2 - Part - 7 - Maraven (Compatibility Mode)luu cong son ndtNo ratings yet
- Tu Dien Dau Khi PDFDocument890 pagesTu Dien Dau Khi PDFluu cong son ndtNo ratings yet
- Part - 3 - Variogram (Compatibility Mode)Document90 pagesPart - 3 - Variogram (Compatibility Mode)luu cong son ndtNo ratings yet
- Basical Principles of UT PDFDocument43 pagesBasical Principles of UT PDFCarlos DueñasNo ratings yet
- Example 1 - Part - 7 - Egypt (Compatibility Mode)Document56 pagesExample 1 - Part - 7 - Egypt (Compatibility Mode)luu cong son ndtNo ratings yet
- Remote Field Eddy Current Testing Report: Address: Alpha Inspection JSC (Alphandt)Document28 pagesRemote Field Eddy Current Testing Report: Address: Alpha Inspection JSC (Alphandt)luu cong son ndtNo ratings yet
- Basic Ultrasonic+Transducer TechnotesDocument9 pagesBasic Ultrasonic+Transducer Technoteslram70No ratings yet
- Handbook On The Ultrasonic Examination of Austenitic Clad Steel Componen...Document68 pagesHandbook On The Ultrasonic Examination of Austenitic Clad Steel Componen...luu cong son ndt100% (1)
- ECT & RFT - Tube TestingDocument228 pagesECT & RFT - Tube Testingquyettd0706No ratings yet
- The History of NDTDocument3 pagesThe History of NDTluu cong son ndtNo ratings yet
- Ultrasonic Inspection-Test BlocksDocument0 pagesUltrasonic Inspection-Test BlocksSreeji ChittamveeduNo ratings yet
- Lightweight AP - Registration To WLC PDFDocument15 pagesLightweight AP - Registration To WLC PDFAnasham TegegnNo ratings yet
- Unit 1 AP Classroom PDFDocument9 pagesUnit 1 AP Classroom PDFSara AbdelazizNo ratings yet
- Revamping Ammonia ConverterDocument5 pagesRevamping Ammonia ConverterHsein WangNo ratings yet
- Advanced Process Modeling 1Document41 pagesAdvanced Process Modeling 1mtahir777945No ratings yet
- Applying Geophysics Methods for Geothermal ExplorationDocument24 pagesApplying Geophysics Methods for Geothermal ExplorationNabilla AzizahNo ratings yet
- CD Player State DiagramDocument14 pagesCD Player State DiagramCfhunSaatNo ratings yet
- Amp Question BankDocument14 pagesAmp Question BankdibyenindusNo ratings yet
- Phy QBDocument25 pagesPhy QBManav MehtaNo ratings yet
- How To Use Intelligent L.C.D.S: Constructional FeatureDocument0 pagesHow To Use Intelligent L.C.D.S: Constructional FeatureNelu Sabie100% (1)
- 2.4. Sistema de Flotacion de Aire (5450-DAF-001)Document3 pages2.4. Sistema de Flotacion de Aire (5450-DAF-001)Jennifer FigueroaNo ratings yet
- Manual de Servicio Jac 5 InglésDocument375 pagesManual de Servicio Jac 5 InglésJT Pe100% (1)
- Parameters Mahr Roughness PDFDocument19 pagesParameters Mahr Roughness PDFCarlos RamirezNo ratings yet
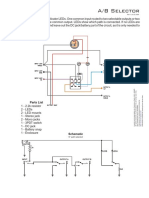
- A/B Selector: Parts ListDocument1 pageA/B Selector: Parts ListGiannis zmNo ratings yet
- Royal College Grade 08 Geography First Term Paper English MediumDocument7 pagesRoyal College Grade 08 Geography First Term Paper English MediumNimali Dias67% (3)
- Angular 2 Typescript support for modern browsers and Angular 2: New features over AngularjsDocument9 pagesAngular 2 Typescript support for modern browsers and Angular 2: New features over Angularjsabhijeet kulkarniNo ratings yet
- SQL Cheat Sheet For Data Scientists by Tomi Mester 2019 PDFDocument12 pagesSQL Cheat Sheet For Data Scientists by Tomi Mester 2019 PDFVishal Shah100% (1)
- Summed Area TablesDocument29 pagesSummed Area TablesDhillonvNo ratings yet
- NotchingDocument2 pagesNotchingk.prasadNo ratings yet
- Ansi B36.19Document13 pagesAnsi B36.19BimaNo ratings yet
- RP963 Climatemaster Residential Tranquility Water To Water TCW Series Geothermal Heating and Cooling Systems Product CatalogDocument20 pagesRP963 Climatemaster Residential Tranquility Water To Water TCW Series Geothermal Heating and Cooling Systems Product CatalogZulfah NurkholisNo ratings yet
- VHP Engine Datasheet 7044Document2 pagesVHP Engine Datasheet 7044RafaqatAliNo ratings yet
- Face Detection Using Multi-Scale Morphological SegmentationDocument5 pagesFace Detection Using Multi-Scale Morphological SegmentationShailesh KhapreNo ratings yet
- 330D System Operation Machine Electronic Control System PDFDocument64 pages330D System Operation Machine Electronic Control System PDFDANIEL VARGAS RODRIGUEZ60% (5)
- The Van Der Pauw Method of Measurements in High-TcDocument12 pagesThe Van Der Pauw Method of Measurements in High-TcNolbert Renzo Umpire IncaNo ratings yet
- Wave Motion on a StringDocument17 pagesWave Motion on a StringAnkit JhaNo ratings yet
- Types of Faults 3Document3 pagesTypes of Faults 3blood lustNo ratings yet
- AEE 211-Chapter 01-Rev 1Document66 pagesAEE 211-Chapter 01-Rev 1AlexanderNo ratings yet
- PowerFactory TechRef - PVDocument13 pagesPowerFactory TechRef - PVАлександрNo ratings yet
- Manual de Servicio Colimador Ge Sentry 3Document247 pagesManual de Servicio Colimador Ge Sentry 3Jairo Manzaneda100% (1)
- DPR TemplateDocument74 pagesDPR TemplateAnupamPanja0% (1)