You might also like
- 08-05-21 - Jr.C-IPL, C-120, IPL-IC (Incom) - JEE-Main-WTM-01 - Q.PAPERDocument9 pages08-05-21 - Jr.C-IPL, C-120, IPL-IC (Incom) - JEE-Main-WTM-01 - Q.PAPERVaishakNo ratings yet
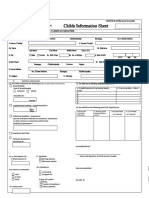
- I. Identifying Information NOTE Fields ( ) Asterisk Are Required Fields 1Document3 pagesI. Identifying Information NOTE Fields ( ) Asterisk Are Required Fields 1adoptify89% (28)
- Micrometer Calibration Using Slip GaugesDocument6 pagesMicrometer Calibration Using Slip GaugesMachineryeng67% (6)
- Abnormal Psychology Study GuideDocument243 pagesAbnormal Psychology Study GuideAllissa Michelle Kimker83% (23)
- Livro - Desgin of Steel To Concrete Joints - Design ManuaL I - ECCS PDFDocument130 pagesLivro - Desgin of Steel To Concrete Joints - Design ManuaL I - ECCS PDFLuís Ferreira100% (1)
- Maths FPD FinalDocument12 pagesMaths FPD Finalapi-306743539No ratings yet
- Lab Measurementsand Error AnalyDocument5 pagesLab Measurementsand Error AnalySasi KekoNo ratings yet
- Physics ExperimentDocument9 pagesPhysics ExperimentgapuzsawalNo ratings yet
- Measuring InstrumentsDocument7 pagesMeasuring Instrumentslindobuhledandelion0No ratings yet
- Ensc 102L Lab ExperimentsDocument19 pagesEnsc 102L Lab ExperimentsgapuzsawalNo ratings yet
- Measure and Error Analysis Lab 1Document7 pagesMeasure and Error Analysis Lab 1RexRuNo ratings yet
- E01: Vernier Caliper. Micrometer. MicroscopeDocument11 pagesE01: Vernier Caliper. Micrometer. MicroscopeTạ HạnhNo ratings yet
- mm322 Lab 1 2020-LINEAR MEASUREMENTDocument7 pagesmm322 Lab 1 2020-LINEAR MEASUREMENTJnrNo ratings yet
- Scientific Measurement: Part 1: Measurement of LengthDocument34 pagesScientific Measurement: Part 1: Measurement of Lengthmichaeltanhs_rules100% (1)
- Workshop Technology: Experiment 3: Metrology (Workshop Measuring Instruments)Document16 pagesWorkshop Technology: Experiment 3: Metrology (Workshop Measuring Instruments)Tan YikcongNo ratings yet
- Lab 1.2Document6 pagesLab 1.2Shakti SinghNo ratings yet
- Experimental Guidance 1.1. Measurement of Density 1st WeekDocument12 pagesExperimental Guidance 1.1. Measurement of Density 1st WeeksadmanNo ratings yet
- Vernier and MicrometerDocument11 pagesVernier and MicrometerahmedNo ratings yet
- Object: Experiment 1 MeasurementDocument7 pagesObject: Experiment 1 MeasurementAnonymous PhtjQvnZzNo ratings yet
- Citire MicrometruDocument4 pagesCitire MicrometruTurbosMixerNo ratings yet
- Metrology 2Document99 pagesMetrology 2venkeekuNo ratings yet
- Universidad Tecnica de Ambato: Facultad de Ingeniería en Sistemas, Electrónica e IndustrialDocument6 pagesUniversidad Tecnica de Ambato: Facultad de Ingeniería en Sistemas, Electrónica e IndustrialDarwin UnapuchaNo ratings yet
- Resume Chapter 1 BDocument19 pagesResume Chapter 1 BRestu Tri GustiNo ratings yet
- MeasurementsDocument32 pagesMeasurementsshuganesh100% (2)
- Physics (From The: Greek Science Nature Physicists MatterDocument10 pagesPhysics (From The: Greek Science Nature Physicists MatterPkrajen PillaiNo ratings yet
- Marine Survey Practice - Vernier CaliperDocument2 pagesMarine Survey Practice - Vernier CaliperHerman HeseNo ratings yet
- 1 Metrology 1.1 Objectives: 1.3.1 MicrometersDocument11 pages1 Metrology 1.1 Objectives: 1.3.1 MicrometersjoyelpaulNo ratings yet
- Introduction of Micrometer Screw GaugeDocument8 pagesIntroduction of Micrometer Screw Gaugesamar karemoreNo ratings yet
- Errors, Data Analysis and Fine Measurements: Experiment Number 1Document7 pagesErrors, Data Analysis and Fine Measurements: Experiment Number 1Mahmoud SamahinNo ratings yet
- Errors, Data Analysis and Fine Measurements: Experiment Number 1Document7 pagesErrors, Data Analysis and Fine Measurements: Experiment Number 1Mahmoud SamahinNo ratings yet
- Laboratory of Physics 1Document47 pagesLaboratory of Physics 1Ismael Wael SobohNo ratings yet
- Measuring DevicesDocument2 pagesMeasuring DevicesShermar BerkleyNo ratings yet
- DIMENSIONALDocument16 pagesDIMENSIONALEslam MansourNo ratings yet
- 1 ENSC 102L - Module-I (Activity 1-LA#1)Document9 pages1 ENSC 102L - Module-I (Activity 1-LA#1)Ciane PattyNo ratings yet
- Topic 1c Measurements and UnitsDocument34 pagesTopic 1c Measurements and UnitsNurulAinMatAron100% (1)
- Familiarization of Special ToolsDocument5 pagesFamiliarization of Special ToolsRaven Angelo CaprichoNo ratings yet
- MEAS 2 Simple MeasurementsDocument9 pagesMEAS 2 Simple MeasurementsAndy Wanga TshifhangoNo ratings yet
- Basic Math and AlgebraDocument296 pagesBasic Math and AlgebralenograNo ratings yet
- Report 1 Measurement Physics 6Document10 pagesReport 1 Measurement Physics 6rodneyperu88% (25)
- Lab 01Document4 pagesLab 01Shaik Ismail BashaNo ratings yet
- Week 4Document33 pagesWeek 4anthony.sisonNo ratings yet
- Technological University of The Philippines College of Engineering Mechanical Engineering DepartmentDocument13 pagesTechnological University of The Philippines College of Engineering Mechanical Engineering DepartmentJeshua LloreraNo ratings yet
- Metrology: Nri Institute of TechnologyDocument55 pagesMetrology: Nri Institute of TechnologyKasijanto JantoNo ratings yet
- How To Use and Read A Vernier CaliperDocument13 pagesHow To Use and Read A Vernier CaliperazilNo ratings yet
- Inherent Error Due To Scale Calibration of Measuring InstrumentDocument22 pagesInherent Error Due To Scale Calibration of Measuring Instrumentimma coverNo ratings yet
- PHYS 1401 General Physics I Experiment 1 Measurement and Units I. ObjectiveDocument5 pagesPHYS 1401 General Physics I Experiment 1 Measurement and Units I. Objectivejaymart villartaNo ratings yet
- Section 5 Basic MeasurementsDocument62 pagesSection 5 Basic Measurementsrolando maisoNo ratings yet
- Measuring DevicesDocument8 pagesMeasuring DevicesAisha GonzalesNo ratings yet
- Topic: Measurement:, andDocument25 pagesTopic: Measurement:, andCarl BlakeNo ratings yet
- Chapter 3: Basic of Applied Mechanical MeasurementDocument112 pagesChapter 3: Basic of Applied Mechanical MeasurementSajid ShaikhNo ratings yet
- Physics Lab Report 1.0 Vernier and Micrometer ScalesDocument5 pagesPhysics Lab Report 1.0 Vernier and Micrometer ScalesIan Garcia100% (2)
- Unit 6Document10 pagesUnit 6Anonymous XU2T0mf100% (1)
- Physics 10 - 12Document103 pagesPhysics 10 - 12Aaron Kapusa100% (2)
- Measuring D3vic2sDocument8 pagesMeasuring D3vic2sHannah Michaela Foronda ReyesNo ratings yet
- Experiment: 1 Measurement of Length, and Diameter by Vernier Caliper, Vernier Height Gauge, and MicrometerDocument51 pagesExperiment: 1 Measurement of Length, and Diameter by Vernier Caliper, Vernier Height Gauge, and Micrometerabeauty silungweNo ratings yet
- Vernier MeasurementsDocument13 pagesVernier MeasurementsSamanthaPereraNo ratings yet
- Metrology NotesDocument7 pagesMetrology NotesDeepak KumarNo ratings yet
- Measurements Lab Manual, Mechanical Engineering, MG UniversityDocument29 pagesMeasurements Lab Manual, Mechanical Engineering, MG Universitypramodkb_cusat100% (1)
- Physics 10 To 12 Notes (2) 124100Document174 pagesPhysics 10 To 12 Notes (2) 124100Spencer MakobaNo ratings yet
- Least CountDocument8 pagesLeast CountPutri Citra DewiNo ratings yet
- MeasurementDocument6 pagesMeasurementMarcusNo ratings yet
- Metrology and Surface Engineering Lab Manual: 3 Year B.Tech I-Semester Mechanical EngineeringDocument22 pagesMetrology and Surface Engineering Lab Manual: 3 Year B.Tech I-Semester Mechanical EngineeringKptt LogeswaranNo ratings yet
- Handbook of Mechanical and Materials EngineeringFrom EverandHandbook of Mechanical and Materials EngineeringRating: 5 out of 5 stars5/5 (4)
- Building Material Estimates and Rates Build Up: Second EditionFrom EverandBuilding Material Estimates and Rates Build Up: Second EditionNo ratings yet
- Standard-Slope Integration: A New Approach to Numerical IntegrationFrom EverandStandard-Slope Integration: A New Approach to Numerical IntegrationNo ratings yet
- SAP MM Accounting Entry..Ranjit YadavDocument18 pagesSAP MM Accounting Entry..Ranjit YadavItishreeNo ratings yet
- Business Ethics NotesDocument65 pagesBusiness Ethics NotesRahul M. DasNo ratings yet
- Kisi Kisi Pas Ganjil Kelas X 2022Document3 pagesKisi Kisi Pas Ganjil Kelas X 2022Silmi TahariNo ratings yet
- d04) The Nomina Sacra - Divine PlaceholdersDocument5 pagesd04) The Nomina Sacra - Divine PlaceholdersTheTexasRATNo ratings yet
- Emg 211 Module 1 Fut MinnaDocument13 pagesEmg 211 Module 1 Fut MinnaAbdlHameed FareedahNo ratings yet
- UP Tax ReviewerDocument467 pagesUP Tax ReviewerDeness Caoili-MarceloNo ratings yet
- STRAMA-Strategic Issue-Present Strategies-Summary of Indurstry AnalysisDocument4 pagesSTRAMA-Strategic Issue-Present Strategies-Summary of Indurstry AnalysisLucille SantosNo ratings yet
- Conceptual MeaningDocument2 pagesConceptual Meaninglyna hamidi0% (1)
- Multiplet Splitting Phenomena in XPSDocument5 pagesMultiplet Splitting Phenomena in XPSmadihahbaik0% (1)
- Weight Loss SpellsDocument10 pagesWeight Loss SpellsAnna Deniz Luna100% (2)
- Chemical Curriculum Syllabi FinalDocument97 pagesChemical Curriculum Syllabi FinalKarthi Keyan VeeraNo ratings yet
- Cinderella (Text + Audio)Document16 pagesCinderella (Text + Audio)Anna AbashviliNo ratings yet
- Special Issue "Stability and Nonlinear Analysis of Steel Structures - Research Advances"Document228 pagesSpecial Issue "Stability and Nonlinear Analysis of Steel Structures - Research Advances"biomechanicsNo ratings yet
- Marxian Theory of Population GrowthDocument3 pagesMarxian Theory of Population GrowthNikhil Yadav0% (1)
- Analysis Report PDFDocument4 pagesAnalysis Report PDFJever BorjaNo ratings yet
- Work Life Balance From Competitive Advantage To Social ResponsibilityDocument6 pagesWork Life Balance From Competitive Advantage To Social ResponsibilityarcherselevatorsNo ratings yet
- SSCBS - FDPDocument7 pagesSSCBS - FDPkunalNo ratings yet
- L5R 1e - Clan Book 02 - The Way of The Unicorn (AEG3005)Document128 pagesL5R 1e - Clan Book 02 - The Way of The Unicorn (AEG3005)Carlos William LaresNo ratings yet
- Course Outcomes COs For All Programmes - 2021 22 Reference MiteDocument108 pagesCourse Outcomes COs For All Programmes - 2021 22 Reference MiteNischitha PNo ratings yet
- Filipino National Artists in LiteratureDocument4 pagesFilipino National Artists in LiteratureShayne BonayonNo ratings yet
- Learning Objectives: Nstp-Cwts I Module 1 - Drug Education in The PhilippinesDocument13 pagesLearning Objectives: Nstp-Cwts I Module 1 - Drug Education in The PhilippinesALMONIA, GEZZIEL GANIRNo ratings yet
- PIL Cases (Midterms)Document231 pagesPIL Cases (Midterms)Yulo Vincent Bucayu PanuncioNo ratings yet
- More Punnett PracticeDocument2 pagesMore Punnett Practiceking bossNo ratings yet
- Adjectives With Prepositions Followed by GerundsDocument12 pagesAdjectives With Prepositions Followed by GerundsmattNo ratings yet
- Understand The SelfDocument4 pagesUnderstand The SelfJanna Marie DeocampoNo ratings yet