You might also like
- Structural Health MonitoringFrom EverandStructural Health MonitoringDaniel BalageasNo ratings yet
- RFID Belt Rip Detection SystemDocument8 pagesRFID Belt Rip Detection SystemPrincepessa GaviNo ratings yet
- EMT 50 Metal Detector WebDocument2 pagesEMT 50 Metal Detector Webcanito73No ratings yet
- CNV 03 BDocument4 pagesCNV 03 BMaitry ShahNo ratings yet
- Ysly JZDocument2 pagesYsly JZwatep_08No ratings yet
- NM20 Flyer 08 2012 PDFDocument12 pagesNM20 Flyer 08 2012 PDFandy175No ratings yet
- RH Broschuere FNPM enDocument8 pagesRH Broschuere FNPM enTim KuNo ratings yet
- Drop Forged Chain PDFDocument8 pagesDrop Forged Chain PDFluiNo ratings yet
- Belt Scale Installation GuideDocument47 pagesBelt Scale Installation GuideViong Danon100% (1)
- PROK Product CatalogueDocument32 pagesPROK Product CatalogueDiego AndradeNo ratings yet
- FINDER Catalogue 2014-15Document564 pagesFINDER Catalogue 2014-15Yiannis MinoglouNo ratings yet
- Catalogo Analitica Mettler Toledo PDFDocument242 pagesCatalogo Analitica Mettler Toledo PDFMario Rivera AlonsoNo ratings yet
- TorcUP Ultrasonic Bolt Tension Monitor TLMDocument183 pagesTorcUP Ultrasonic Bolt Tension Monitor TLMmirador2222No ratings yet
- Eddy Current Separators Recovery Non-Ferrous MetalsDocument4 pagesEddy Current Separators Recovery Non-Ferrous MetalsangelsiddhartaNo ratings yet
- Instructions: Mixer ManualDocument46 pagesInstructions: Mixer ManualJose VidalNo ratings yet
- FlenderTechnical HandbookDocument79 pagesFlenderTechnical HandbookTom TamponNo ratings yet
- Despiece de Reductor y NombresDocument1 pageDespiece de Reductor y NombresDaniel Alarcon RodriguezNo ratings yet
- Conveyor Hytrol 25LRA PDFDocument32 pagesConveyor Hytrol 25LRA PDFRonald UtriaNo ratings yet
- Conveying Solutions - BrochureDocument11 pagesConveying Solutions - BrochureOdael Pompa - GeneralNo ratings yet
- Drive Formulae - LENZE The Compact Formula CollectionDocument108 pagesDrive Formulae - LENZE The Compact Formula Collectionhiloactive100% (1)
- Building Technologies: HVAC ProductsDocument7 pagesBuilding Technologies: HVAC Productsshivv230No ratings yet
- Conveyor Chain Installation, Maintenance, & Best Practices - 001Document19 pagesConveyor Chain Installation, Maintenance, & Best Practices - 001num fistismNo ratings yet
- Ramfan CatalogDocument56 pagesRamfan CatalogIRWIN_DSOUZANo ratings yet
- Un04 t05 enDocument101 pagesUn04 t05 enStephan LewisNo ratings yet
- Rovalve PDFDocument4 pagesRovalve PDFWilliam ValenciaNo ratings yet
- Two Way Diverter ValvesDocument4 pagesTwo Way Diverter ValvesMauricio MpintoNo ratings yet
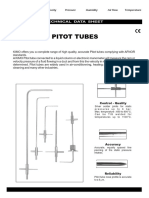
- FT Pitot Type LDocument4 pagesFT Pitot Type LThai VoNo ratings yet
- Coax Rotary Joint PDFDocument8 pagesCoax Rotary Joint PDFBarlin TimesNo ratings yet
- Presentacion FinsaDocument25 pagesPresentacion FinsaEngineering Office ShahrakNo ratings yet
- Catalogo de Reductores de VelocidadDocument74 pagesCatalogo de Reductores de VelocidadAnonymous Nyv3dRNo ratings yet
- ISO 9001 Certified CAHR Axial Flow Circulation PumpsDocument6 pagesISO 9001 Certified CAHR Axial Flow Circulation PumpsPatricia J ÁngelesNo ratings yet
- H1000e K FJDocument8 pagesH1000e K FJSyarif HidayatullahNo ratings yet
- Flame Relay A 285 K 2.2: For DIN-rail MountingDocument3 pagesFlame Relay A 285 K 2.2: For DIN-rail MountingMohamed MusaNo ratings yet
- Synergy Shuttle ConveyorDocument5 pagesSynergy Shuttle ConveyorTamal Tanu RoyNo ratings yet
- m3820, Manual Sqc2Document24 pagesm3820, Manual Sqc2CésarRenatoCopacondoriCuaylaNo ratings yet
- As 0201 Gauge Valves and Pressure Gauge Accessories enDocument36 pagesAs 0201 Gauge Valves and Pressure Gauge Accessories enTomas PinheiroNo ratings yet
- IR400 ManualDocument41 pagesIR400 ManualkherrimanNo ratings yet
- +manual HANYOUNG AXseries PDFDocument2 pages+manual HANYOUNG AXseries PDFWilliams MedinaNo ratings yet
- 7500Z 7600Z Service ManualDocument82 pages7500Z 7600Z Service ManualexploxifeNo ratings yet
- Modern Solutions To Screen NG Problems: Mogensen SizerDocument8 pagesModern Solutions To Screen NG Problems: Mogensen SizerTsakalakis G. KonstantinosNo ratings yet
- Fume HoodDocument16 pagesFume Hoodhans30No ratings yet
- Technical Guide CHVX GBDocument36 pagesTechnical Guide CHVX GBJett AglipayNo ratings yet
- 08122018steel Cord Splicing enDocument22 pages08122018steel Cord Splicing ensivaNo ratings yet
- Old Fan DesignDocument42 pagesOld Fan DesignRyan KurniaNo ratings yet
- WEB bbb4 Catalog PDFDocument128 pagesWEB bbb4 Catalog PDFDiego PascualNo ratings yet
- 55 MaintenanceDocument39 pages55 MaintenanceJefry Somarribas HerreraNo ratings yet
- Solutions For Detecting Rips in ConveyorDocument10 pagesSolutions For Detecting Rips in ConveyorJuan CarlosNo ratings yet
- DIN 22.102 - Gumene Transportne TrakeDocument4 pagesDIN 22.102 - Gumene Transportne TrakeThomas WilliamsNo ratings yet
- MCGB - Data Sheet For Suppliers Old MAT Nos.: 202, - , - : Heat-Treatable Steel, Carbon SteelDocument3 pagesMCGB - Data Sheet For Suppliers Old MAT Nos.: 202, - , - : Heat-Treatable Steel, Carbon Steelbaskaran ayyapparajNo ratings yet
- C SMTPDocument116 pagesC SMTPJoel MooreNo ratings yet
- TR-62-Technical Information PDFDocument10 pagesTR-62-Technical Information PDFAlaa RamadanNo ratings yet
- Model 7900Document73 pagesModel 7900Carlos MartínezNo ratings yet
- Forbo ConveyorsDocument14 pagesForbo ConveyorsMiguel AngelNo ratings yet
- CMSS 6155 W Optical Phase Reference Kit PDFDocument4 pagesCMSS 6155 W Optical Phase Reference Kit PDFHector MaldonadoNo ratings yet
- Certified For Construction OCT 16, 2018 Eriez Magnetics Erie PennsylvaniaDocument220 pagesCertified For Construction OCT 16, 2018 Eriez Magnetics Erie PennsylvaniaPalyyNo ratings yet
- TR88 Ac1e3x2c2000Document24 pagesTR88 Ac1e3x2c2000Xavier MonroyNo ratings yet
- SEW Compact Constant Speed Reducer MC SeriesDocument195 pagesSEW Compact Constant Speed Reducer MC SeriesDênis DáyolNo ratings yet
- Item Energisa 690878 - TXpert - BM - Monitor de BuchasDocument2 pagesItem Energisa 690878 - TXpert - BM - Monitor de BuchasHiro ItoNo ratings yet
- Catalog GTS Product 2020.R5Document24 pagesCatalog GTS Product 2020.R5markotop90No ratings yet
- Leaky Coax Cable MotionDocument20 pagesLeaky Coax Cable MotionEnrique CamouNo ratings yet
- Slip Ring Induction MotorsDocument10 pagesSlip Ring Induction MotorsPrincepessa GaviNo ratings yet
- SI 91electricity Grid CodeDocument102 pagesSI 91electricity Grid CodeAlfred SitholeNo ratings yet
- Control Systems - NotesDocument61 pagesControl Systems - NotesNarasimha Murthy YayavaramNo ratings yet
- Root Cause of Barring Gear Brake FailureDocument16 pagesRoot Cause of Barring Gear Brake FailurePrincepessa GaviNo ratings yet
- Archivetempreadme PDFDocument2 pagesArchivetempreadme PDFPrincepessa GaviNo ratings yet
- Archivetempreadme PDFDocument2 pagesArchivetempreadme PDFPrincepessa GaviNo ratings yet
- .Archivetempinstall NotesDocument2 pages.Archivetempinstall NotesPrincepessa GaviNo ratings yet
- Belt Conveyor Design-Dunlop 1Document161 pagesBelt Conveyor Design-Dunlop 1Andrew PotterNo ratings yet
- WCL Chandrapur FinalDocument30 pagesWCL Chandrapur FinalVikram SinghNo ratings yet
- MiniLux® Automatic Bag Opener - Bag Handling Equipment by LuxmeDocument12 pagesMiniLux® Automatic Bag Opener - Bag Handling Equipment by LuxmeLuxme InternationalNo ratings yet
- Drawing Percentage Breakdown Boiler Project Electricals ScopeDocument13 pagesDrawing Percentage Breakdown Boiler Project Electricals ScopecatherineNo ratings yet
- MM Standard ConfigurationDocument156 pagesMM Standard ConfigurationSUBHOJIT BANERJEENo ratings yet
- Poleas Tambor MartinDocument115 pagesPoleas Tambor MartinPeñafiel CarlosNo ratings yet
- Pipe ConveyorDocument6 pagesPipe Conveyornirad sinhaNo ratings yet
- Novel Calculation Method For Chain Conveyor Systems: Jens Sumpf, Hagen Bankwitz Klaus NendelDocument12 pagesNovel Calculation Method For Chain Conveyor Systems: Jens Sumpf, Hagen Bankwitz Klaus NendelhbookNo ratings yet
- Almex Institute - Transitions (1!28!11)Document5 pagesAlmex Institute - Transitions (1!28!11)Luis FloresNo ratings yet
- CBG2332ST en Cold Repair Steel Cable ConremaDocument24 pagesCBG2332ST en Cold Repair Steel Cable ConremanicolasNo ratings yet
- ChevronDocument4 pagesChevronanon_464848664No ratings yet
- Business Development & Marketing Report for FH&APL in North IndiaDocument39 pagesBusiness Development & Marketing Report for FH&APL in North Indiaharshal91190100% (1)
- PartsList W1000 PDFDocument53 pagesPartsList W1000 PDFHữu Dũng NguyễnNo ratings yet
- Material Handling System in Cement IndustryDocument9 pagesMaterial Handling System in Cement IndustryUmairIsmailNo ratings yet
- NTPC Integrated Management System (Identification of Ohs Hazards and Risk) Tstps KanihaDocument11 pagesNTPC Integrated Management System (Identification of Ohs Hazards and Risk) Tstps KanihaSamrin Naaz100% (3)
- DRB Industrial Co., LTD.: HeadquartersDocument39 pagesDRB Industrial Co., LTD.: HeadquartersShiena CaparrosNo ratings yet
- Bulk Material Handling Conveying SilosDocument3 pagesBulk Material Handling Conveying SilosRodrigo GarcíaNo ratings yet
- Production of Conveyor BeltsDocument2 pagesProduction of Conveyor Beltssuraia100% (1)
- Unit 2 MHEDocument149 pagesUnit 2 MHEMuket AgmasNo ratings yet
- A User's Guide To Conveyor Belt SafetyDocument23 pagesA User's Guide To Conveyor Belt SafetyTuan NgoNo ratings yet
- Inspection Report for Phoenix Conveyor Belt IndiaDocument22 pagesInspection Report for Phoenix Conveyor Belt IndiaAdeeb RizviNo ratings yet
- Metrotrak - 900x600 MANUAL ESPECIFICACIONESDocument7 pagesMetrotrak - 900x600 MANUAL ESPECIFICACIONESJuanNo ratings yet
- m-3 ReportDocument72 pagesm-3 ReportHasan arif KısaalioğluNo ratings yet
- Discrete Element Modelling Optimises Chute DesignDocument28 pagesDiscrete Element Modelling Optimises Chute DesignJoaquín NarváezNo ratings yet
- ZUND Spare Parts 2008Document129 pagesZUND Spare Parts 2008maxdan111100% (1)
- Rulmeca Scope of ProductsDocument4 pagesRulmeca Scope of ProductsRay SonNo ratings yet
- Conveyor Safety RulesDocument4 pagesConveyor Safety RulesAndrada Roxana IonescuNo ratings yet
- Core Products Guide 2013Document26 pagesCore Products Guide 2013Daniel BianchiniNo ratings yet
- Cost Effective Recognition and Classification of Moving Objects Using SimulinkDocument10 pagesCost Effective Recognition and Classification of Moving Objects Using Simulinknam bachNo ratings yet
- ConveyorDocument36 pagesConveyorapirakqNo ratings yet