You might also like
- Polymer - Physical PropertiesDocument31 pagesPolymer - Physical PropertiessudarshanNo ratings yet
- COLOR COSMETICS - 2019 - RevisedDocument56 pagesCOLOR COSMETICS - 2019 - RevisedRAKESH KUMARNo ratings yet
- Partex CatalogDocument199 pagesPartex CatalogjamilNo ratings yet
- Steel Fibers PDFDocument73 pagesSteel Fibers PDFjoseNo ratings yet
- TEST Question Advanced Biomaterials 2013-14 AnswerDocument7 pagesTEST Question Advanced Biomaterials 2013-14 AnswerNurul FarhahNo ratings yet
- The complete guide to get started with injection moldingDocument38 pagesThe complete guide to get started with injection moldingShahadatuliskandar RosliNo ratings yet
- BD Rotary Drillng 20181 UpdatedDocument6 pagesBD Rotary Drillng 20181 UpdatedAndy YangNo ratings yet
- Hair & Hair Care ProductsDocument32 pagesHair & Hair Care ProductsAG STXLEZNo ratings yet
- Corrosion Testing for Metal Finishing: Institute of Metal FinishingFrom EverandCorrosion Testing for Metal Finishing: Institute of Metal FinishingNo ratings yet
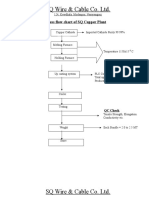
- Process Flow Chart of SQ CABLES FinalDocument9 pagesProcess Flow Chart of SQ CABLES Finaljamil100% (1)
- ZTT Et Expressway Tacsr'Aw TW Conductor 22 - Xj10296Document5 pagesZTT Et Expressway Tacsr'Aw TW Conductor 22 - Xj10296Benjamin SalinasNo ratings yet
- ENGLISH Manual For Washing Machine Whirlpool 60410Document2 pagesENGLISH Manual For Washing Machine Whirlpool 60410stavia4050% (1)
- Wireline Technologies-Riggup Equipment PDFDocument18 pagesWireline Technologies-Riggup Equipment PDFDoniNo ratings yet
- Siderflex Catalogue PDFDocument12 pagesSiderflex Catalogue PDFSourindranath MaityNo ratings yet
- Arabelt CatalogueDocument12 pagesArabelt CataloguevigobboNo ratings yet
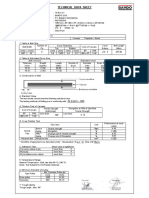
- Technical Data Sheet: 1. Table of Belt SizeDocument1 pageTechnical Data Sheet: 1. Table of Belt SizeVicky ImmanuelNo ratings yet
- Technical Data SheetDocument1 pageTechnical Data SheetNiko SwandanaNo ratings yet
- Aluminum HoneycombDocument8 pagesAluminum HoneycombManoj ManoharanNo ratings yet
- Tds Wikon Ip. C 7&8Document1 pageTds Wikon Ip. C 7&8deni prastikoNo ratings yet
- Prysmian Esp Cable DW 205 R PDFDocument2 pagesPrysmian Esp Cable DW 205 R PDFJava Cable Center50% (2)
- PRI Dam Gate SealDocument15 pagesPRI Dam Gate SealrohitdakngNo ratings yet
- Rubber compound polymers guideDocument18 pagesRubber compound polymers guideAmber Simpson100% (1)
- Technical Data Sheet: 1. Table of Belt SizeDocument1 pageTechnical Data Sheet: 1. Table of Belt SizeVicky ImmanuelNo ratings yet
- GRE 5N10-B Pipe-Fitting-Spec PN10 RTRP12ED - Liner 0.5-R1mmDocument8 pagesGRE 5N10-B Pipe-Fitting-Spec PN10 RTRP12ED - Liner 0.5-R1mmPoom PPWNo ratings yet
- Properties: Navigation 1/4" (6.55 MM) Monoconductor Corrosion ResistantDocument1 pageProperties: Navigation 1/4" (6.55 MM) Monoconductor Corrosion ResistantRaed fouadNo ratings yet
- LT DiffusersDocument8 pagesLT DiffusersJam OdonelNo ratings yet
- Data Teknis Hive Honeycomb KoreaDocument70 pagesData Teknis Hive Honeycomb KoreailhamhanafyNo ratings yet
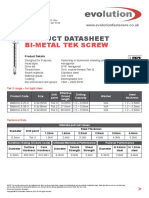
- Metal Tek ScrewDocument2 pagesMetal Tek ScrewAmin SalahNo ratings yet
- Corod SWR High Strength 29feb12Document3 pagesCorod SWR High Strength 29feb12Ronald LlerenaNo ratings yet
- Fabrication of Large GRP Storage TanksDocument60 pagesFabrication of Large GRP Storage TanksjoekaledaNo ratings yet
- Concrete blanketDocument19 pagesConcrete blanketIan lawrenz LeeNo ratings yet
- Belting Correia de BorrachaDocument54 pagesBelting Correia de BorrachaFilype NascimentoNo ratings yet
- Civil QualityDocument89 pagesCivil QualitymithileshNo ratings yet
- PPI Bridge Bearing Pads and StripsDocument7 pagesPPI Bridge Bearing Pads and StripsdineshweerasingheNo ratings yet
- G.I TUBE-2 Technical GuidesDocument3 pagesG.I TUBE-2 Technical GuidesmariaNo ratings yet
- G.I TUBE Technical GuidesDocument3 pagesG.I TUBE Technical GuidesmariaNo ratings yet
- ORI - Maxx AromourDocument4 pagesORI - Maxx Aromourjose castilloNo ratings yet
- Tbo Quality CrimpingDocument27 pagesTbo Quality Crimpingyavuz772No ratings yet
- Continuous Limpet Coil _ Kronos MetalcraftDocument4 pagesContinuous Limpet Coil _ Kronos MetalcraftAzhaNo ratings yet
- Ezybuild-Light Structural MemberDocument4 pagesEzybuild-Light Structural MemberArvind SinghNo ratings yet
- Extruded PVC Coated Steel Chain Link Fence FabricDocument2 pagesExtruded PVC Coated Steel Chain Link Fence FabricMahfuz AlamNo ratings yet
- Bead Wire and Spring SteelDocument11 pagesBead Wire and Spring SteelNilay JoshiNo ratings yet
- Excel Pipes Jacking PipesDocument4 pagesExcel Pipes Jacking PipesAli ZarehNo ratings yet
- Fiber Optic-Supreme PDFDocument17 pagesFiber Optic-Supreme PDFdHanE anasNo ratings yet
- TDS_N330Document1 pageTDS_N330Lozano AlanNo ratings yet
- Spinpact Fine Tuning HandbookDocument10 pagesSpinpact Fine Tuning Handbookselvakumar100% (1)
- WRM Proceses - Copy (Autosaved)Document41 pagesWRM Proceses - Copy (Autosaved)Vikrant HanwatNo ratings yet
- Orient Black N115Document1 pageOrient Black N115Amit PrasadNo ratings yet
- Technical Specification: Aluminum Conductors, Aluminum Clad Steel Reinforced (ACSR/AS-Drake (795MCM) )Document5 pagesTechnical Specification: Aluminum Conductors, Aluminum Clad Steel Reinforced (ACSR/AS-Drake (795MCM) )alfredoNo ratings yet
- Technical Specifications for Armoured Instrument CableDocument2 pagesTechnical Specifications for Armoured Instrument CableRijo RajanNo ratings yet
- CDP 6503Document2 pagesCDP 6503GiovanniNo ratings yet
- Loose Tube Steel Tape Armoured Fibre Optic CableDocument2 pagesLoose Tube Steel Tape Armoured Fibre Optic CableJoel HernandezNo ratings yet
- Sloan2003 - Improving Bend-over-Sheave Fatigue in Fiber RopesDocument4 pagesSloan2003 - Improving Bend-over-Sheave Fatigue in Fiber Ropesgoooga299No ratings yet
- 39G - Carrier AHUDocument20 pages39G - Carrier AHUnomi1873No ratings yet
- Variable Speed Cog-Belt - pdf-1Document4 pagesVariable Speed Cog-Belt - pdf-1Daniel VilchesNo ratings yet
- Poltuded SystemsDocument75 pagesPoltuded SystemsLando MentrastiNo ratings yet
- CBG7370 en Service MaterialDocument8 pagesCBG7370 en Service Materialluis martinezNo ratings yet
- Specs ZTT TACSR AW 410 PDFDocument5 pagesSpecs ZTT TACSR AW 410 PDFVictor DoyoganNo ratings yet
- ZTT ACS Strand 7x3.21-1Document4 pagesZTT ACS Strand 7x3.21-1tees220510No ratings yet
- Trelleborg ATP Ballast Mat BrochureDocument8 pagesTrelleborg ATP Ballast Mat BrochureÜmit KukulaNo ratings yet
- Nextramicro 24 48 72 96 144 192 216 288 432 576G652DDocument8 pagesNextramicro 24 48 72 96 144 192 216 288 432 576G652Dgeorgeta.dumitrache50No ratings yet
- Nitrile Rubber InsulationDocument2 pagesNitrile Rubber InsulationSushil WadiyeNo ratings yet
- Ho So San Pham CODDocument14 pagesHo So San Pham CODwebhareggebru06No ratings yet
- Certificado de Calidad GeomallaDocument4 pagesCertificado de Calidad GeomallaAlberto Hernández MartinezNo ratings yet
- 9765 Rubber Hydraulic Seals and WaterstopsDocument20 pages9765 Rubber Hydraulic Seals and WaterstopsStephenNo ratings yet
- Erection Phase-4 - POC-784, 786 - SSR - Coal & Additives - r1Document1 pageErection Phase-4 - POC-784, 786 - SSR - Coal & Additives - r1Adeeb RizviNo ratings yet
- Contract: RCC and Sinoma: Appendix 8-16 Fuel Handling System Project:03153 DescriptionDocument2 pagesContract: RCC and Sinoma: Appendix 8-16 Fuel Handling System Project:03153 DescriptionAdeeb RizviNo ratings yet
- Riyadh Cement compressed air system specificationsDocument2 pagesRiyadh Cement compressed air system specificationsAdeeb RizviNo ratings yet
- Kumaran PhotosDocument3 pagesKumaran PhotosAdeeb RizviNo ratings yet
- Tribotech PhotosDocument3 pagesTribotech PhotosAdeeb RizviNo ratings yet
- Electrophilic Substitution ReactionDocument33 pagesElectrophilic Substitution ReactionPraveen Kumar SNo ratings yet
- Presenting,: by D Yashwanth ReddyDocument14 pagesPresenting,: by D Yashwanth ReddyShyamKattiNo ratings yet
- Design and TechnologyDocument12 pagesDesign and TechnologyDavid MwapeNo ratings yet
- Making Inferences: Reading Between the LinesDocument5 pagesMaking Inferences: Reading Between the LinesLakshmi Prasanna KalahastriNo ratings yet
- Dow 2021 Australia Chemical RangeDocument4 pagesDow 2021 Australia Chemical Rangeneil smithiesNo ratings yet
- C 6 Slings SafetyDocument29 pagesC 6 Slings SafetyAshraf BeramNo ratings yet
- Application of Carbon-Polymer Based Composite Electrodes For Microbial Fuel CellsDocument26 pagesApplication of Carbon-Polymer Based Composite Electrodes For Microbial Fuel Cellsavinash jNo ratings yet
- EDI Flexair MiniPanel Spec SheetDocument2 pagesEDI Flexair MiniPanel Spec SheetKalyan Patil0% (1)
- Somesh CV 1 1 1 1Document3 pagesSomesh CV 1 1 1 1dindulkar_jayNo ratings yet
- Voltarine E.CDocument6 pagesVoltarine E.CAbou Tebba SamNo ratings yet
- Silk - Industry Technology Trade Project InformationDocument2 pagesSilk - Industry Technology Trade Project InformationNaveen KamatNo ratings yet
- 9081spec PDFDocument143 pages9081spec PDFM PankajNo ratings yet
- Aerosil 300 enDocument2 pagesAerosil 300 envaibhav.kaushik4971No ratings yet
- Chemistry Investigatory Project Dying of FibresDocument9 pagesChemistry Investigatory Project Dying of FibresYogesh BharambeNo ratings yet
- ABS, ASA, SAN - Reach SVHC - HI121HDocument11 pagesABS, ASA, SAN - Reach SVHC - HI121HNURNo ratings yet
- Transcription & Translation ProcessesDocument7 pagesTranscription & Translation ProcessesSakina İmanovaNo ratings yet
- Value Chain Analysis in Fashion IndustryDocument28 pagesValue Chain Analysis in Fashion IndustrykeerthiNo ratings yet
- Improve Wet Rubbing Fastness Agent WF-801Document2 pagesImprove Wet Rubbing Fastness Agent WF-801Saifur RahmanNo ratings yet
- Tenp DPT Biochemistry: DR Pius KiptemburDocument13 pagesTenp DPT Biochemistry: DR Pius KiptemburGerald Limo Arap ChebiiNo ratings yet
- Chem Lab Report 2 Deol ADocument5 pagesChem Lab Report 2 Deol AMagnolia Kaye DeolaNo ratings yet
- Ethers and Epoxides Thiols and SulfidesDocument37 pagesEthers and Epoxides Thiols and SulfidessarahNo ratings yet
- Organic Chemistry II Problem Set Reaction of Substituted BenzeneDocument4 pagesOrganic Chemistry II Problem Set Reaction of Substituted BenzenesaddamixoNo ratings yet
- Electrosoft Class 0 2092002 Iso Arc TMDocument3 pagesElectrosoft Class 0 2092002 Iso Arc TMjoaoferreiraprfNo ratings yet
- From Gene To Protein,: Cellular and Sub-Cellular Protein ExpressionDocument25 pagesFrom Gene To Protein,: Cellular and Sub-Cellular Protein ExpressionPUBG HackerNo ratings yet