You might also like
- Design Guidelines for Surface Mount TechnologyFrom EverandDesign Guidelines for Surface Mount TechnologyRating: 5 out of 5 stars5/5 (1)
- MECANISME JVC (DVC, VHS, VHS-C) - SERVICE MANUAL (No.86700)Document44 pagesMECANISME JVC (DVC, VHS, VHS-C) - SERVICE MANUAL (No.86700)Delcu MarinicaNo ratings yet
- Printed in GermanyDocument8 pagesPrinted in GermanyEdson CarvalhoNo ratings yet
- KPS Series Bellows/Shaft CouplingDocument1 pageKPS Series Bellows/Shaft CouplingServo2GoNo ratings yet
- KPP Series Pluggable Bellows CouplingDocument1 pageKPP Series Pluggable Bellows CouplingServo2GoNo ratings yet
- Connecting Rod Bearing Journal - Spheroidal Graphite Iron Crankshaft PDFDocument2 pagesConnecting Rod Bearing Journal - Spheroidal Graphite Iron Crankshaft PDFjoaobargasNo ratings yet
- ASM2011LO Captured Screw CatalogDocument294 pagesASM2011LO Captured Screw CatalogArjun PanditNo ratings yet
- 10-TMSS-02 R.0Document11 pages10-TMSS-02 R.0wastazoheb_700349353No ratings yet
- Temperature Sensor TS-FM01-K Rev1 03.31.2017Document2 pagesTemperature Sensor TS-FM01-K Rev1 03.31.2017spazzastura showNo ratings yet
- Dodge Oversize Twinsert HC943 Rev4Document12 pagesDodge Oversize Twinsert HC943 Rev4BarNo ratings yet
- C4.4 Medida Cigüeñal PermitidasDocument3 pagesC4.4 Medida Cigüeñal PermitidasLuis GutiérrezNo ratings yet
- Eixo Dif Simples Vel ENGDocument62 pagesEixo Dif Simples Vel ENGAhmedNo ratings yet
- AA02193C STRG Pin Wear Checks and SizesDocument8 pagesAA02193C STRG Pin Wear Checks and SizesSebastiao DuarteNo ratings yet
- Instrukcja Tschan Posimin NZN NZN MinDocument17 pagesInstrukcja Tschan Posimin NZN NZN MinAkshay SetlurNo ratings yet
- Thread MillDocument40 pagesThread MillferNo ratings yet
- KR Series Bellows CouplingDocument1 pageKR Series Bellows CouplingServo2GoNo ratings yet
- Genie TMLDocument116 pagesGenie TMLjohnfcortesNo ratings yet
- Point Sheave - 1Document2 pagesPoint Sheave - 1Gilney FreitasNo ratings yet
- 51 26 11 001 - BendingDocument13 pages51 26 11 001 - BendingchavezNo ratings yet
- Pickled and Oiled Steel CoilsDocument36 pagesPickled and Oiled Steel CoilsX800XLNo ratings yet
- Installation Manual - Dodge Spirit RTDocument20 pagesInstallation Manual - Dodge Spirit RTalfredoNo ratings yet
- SMC-IMG-Specifications For Connecting Rods and Bearings Used in 3600 and C280 Family of EnginesDocument5 pagesSMC-IMG-Specifications For Connecting Rods and Bearings Used in 3600 and C280 Family of EnginesVictor NoschangNo ratings yet
- Zapucavajuci EkseriDocument194 pagesZapucavajuci EkseriМилан БурсаћNo ratings yet
- Gam Skb-EsDocument1 pageGam Skb-EsServo2GoNo ratings yet
- ARaymondTinnerman 2016 Catalog 34Document2 pagesARaymondTinnerman 2016 Catalog 34Gustavo HofstatterNo ratings yet
- Rans S6ES Assembly Manual PDFDocument346 pagesRans S6ES Assembly Manual PDFG.L. ZortmanNo ratings yet
- Ajuste Mecanismo z32Document20 pagesAjuste Mecanismo z32Freddy Lucas VeraNo ratings yet
- SP 1118 en 00Document2 pagesSP 1118 en 00erick.acopemNo ratings yet
- Especificações Do Bloco Do Motor 1-3Document2 pagesEspecificações Do Bloco Do Motor 1-3PauloNo ratings yet
- X-Enp (Metal Deck Nail)Document10 pagesX-Enp (Metal Deck Nail)jojo_323No ratings yet
- ExtractPage17 18B PDFDocument4 pagesExtractPage17 18B PDFDries VandezandeNo ratings yet
- ESAB ExtractPage20-21cDocument8 pagesESAB ExtractPage20-21cDries VandezandeNo ratings yet
- Paut Scan Plan - 01aDocument4 pagesPaut Scan Plan - 01aKUNDU SATYABRATANo ratings yet
- Capping Flashing and Trim PDFDocument2 pagesCapping Flashing and Trim PDFTKB TKBNo ratings yet
- Ea00047da2 0819Document36 pagesEa00047da2 0819VaraNo ratings yet
- Telescopic D8RDocument1 pageTelescopic D8Riwan nawiNo ratings yet
- Kenr8577 00 01 AllDocument20 pagesKenr8577 00 01 AlldavidNo ratings yet
- Wall Thickness A240-304 8MMDocument1 pageWall Thickness A240-304 8MMAbu Akhmad BusanaNo ratings yet
- Cummins Engine Service Manual V vt504 Engine V vt555 EngineDocument11 pagesCummins Engine Service Manual V vt504 Engine V vt555 Engineبحب اصحابيNo ratings yet
- 11ADocument67 pages11ALeonel Ricardo Paz PeredoNo ratings yet
- 6A12 Engine ManualDocument70 pages6A12 Engine ManualZeni Alamsyah86% (7)
- 1 Sheet of Calculation (Explanatory Note) See File 625167RR - 01.dwgDocument13 pages1 Sheet of Calculation (Explanatory Note) See File 625167RR - 01.dwgbanhrangNo ratings yet
- Product Information Snake+Document9 pagesProduct Information Snake+Julio torresNo ratings yet
- GENIE 403C-11 Leroy Somer PartsDocument118 pagesGENIE 403C-11 Leroy Somer PartsHassan ZAFFA CISNEROSNo ratings yet
- Surface Vehicle Standard: InternationalDocument45 pagesSurface Vehicle Standard: InternationalshivendrakumarNo ratings yet
- ASTEK ŁańcuchyDocument610 pagesASTEK ŁańcuchyadasrafalskiNo ratings yet
- TATA Quick Reference Guide For Use With Steel RoofDek S220 Technical Information ASSET DOC LOC 951182Document2 pagesTATA Quick Reference Guide For Use With Steel RoofDek S220 Technical Information ASSET DOC LOC 951182Shane ConnellyNo ratings yet
- SEBF8375 головка 3300Document12 pagesSEBF8375 головка 3300Евгений АбрамовNo ratings yet
- Vibration Damper and Pulley - Remove - Pulley With Split Lock Rings (KENR6081-15)Document3 pagesVibration Damper and Pulley - Remove - Pulley With Split Lock Rings (KENR6081-15)Anderson Oliveira SilvaNo ratings yet
- Murata Magnetic SwitchDocument3 pagesMurata Magnetic Switchkn65238859No ratings yet
- MS123138DDocument3 pagesMS123138DBogdan RusuNo ratings yet
- Needle Valve ND Series NanoPure 2019-5 RevDocument7 pagesNeedle Valve ND Series NanoPure 2019-5 RevYong YHNo ratings yet
- Sinhoo-SMTSO2530MTJ C2916380Document3 pagesSinhoo-SMTSO2530MTJ C2916380Mirosław MirekNo ratings yet
- Section 2 - Thread - BasicsDocument27 pagesSection 2 - Thread - BasicsChris MedeirosNo ratings yet
- RISO MV 7690 C, MZ 770 A, MZ 770 E, MZ 790 U Technical Manual (Service Manual)Document444 pagesRISO MV 7690 C, MZ 770 A, MZ 770 E, MZ 790 U Technical Manual (Service Manual)ali mohebi100% (1)
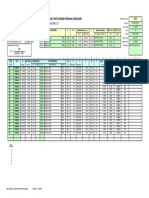
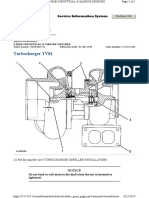
- Turbocharger TV81: SpecificationsDocument2 pagesTurbocharger TV81: SpecificationsRichard ChuaNo ratings yet
- Towa Seiden Industrial Co., LTD.: Instruction Manual Paddle Type Level Switch PRLDocument16 pagesTowa Seiden Industrial Co., LTD.: Instruction Manual Paddle Type Level Switch PRLMuh ImronNo ratings yet
- CP3-001 ManualDocument13 pagesCP3-001 ManualJoao Carlos PereiraNo ratings yet
- Tyco Terminal - Product Specification PDFDocument4 pagesTyco Terminal - Product Specification PDFMohammed084No ratings yet
- Air Brake Fittings: Torque SpecificationsDocument2 pagesAir Brake Fittings: Torque SpecificationsCristian SNo ratings yet
- Cherrylock Process ManualDocument34 pagesCherrylock Process ManualJuan Fernando Quintero BalcazarNo ratings yet
- Cherrylock: Aerospace FastenersDocument44 pagesCherrylock: Aerospace FastenersJuan Fernando Quintero BalcazarNo ratings yet
- CA-1001 Cherrymax Tool CatalogueDocument40 pagesCA-1001 Cherrymax Tool CataloguekamaleshaiahNo ratings yet
- CherryMax RivetDocument32 pagesCherryMax Rivetnurek2100% (2)
- Cherry Rivetless Nut Plate - PDF 1Document4 pagesCherry Rivetless Nut Plate - PDF 1Juan Fernando Quintero BalcazarNo ratings yet
- Ms Blind Bolts: Alloy Steel and A-286 StainlessDocument19 pagesMs Blind Bolts: Alloy Steel and A-286 StainlessJuan Fernando Quintero BalcazarNo ratings yet
- Blind Faster Process PDFDocument38 pagesBlind Faster Process PDFJuan Fernando Quintero Balcazar100% (1)
- WCM Combined Rough DraftDocument258 pagesWCM Combined Rough Draftpalanivendhan_186170No ratings yet
- Chapter 10 ExamDocument10 pagesChapter 10 ExamOngHongTeckNo ratings yet
- Ratings Remote-Mounted DFR: Powershift Transmissions Funk Drivetrain SpecificationsDocument2 pagesRatings Remote-Mounted DFR: Powershift Transmissions Funk Drivetrain SpecificationsJIM CAMPBELL100% (1)
- T30 T10 Intelligent Flight Battery User Guide v1.2 10langsDocument85 pagesT30 T10 Intelligent Flight Battery User Guide v1.2 10langstamerNo ratings yet
- HARMAN Infinity Processing White PaperDocument2 pagesHARMAN Infinity Processing White PaperSound Technology LtdNo ratings yet
- Ms6001b Operation DescriptionDocument53 pagesMs6001b Operation Descriptionprasad503486% (7)
- Baseline Processing ReportDocument17 pagesBaseline Processing ReportMAMAN MAMANNo ratings yet
- The Principles of Pulp Washing - PdfaDocument9 pagesThe Principles of Pulp Washing - Pdfashabi049No ratings yet
- Need and Future of Electronics and Automation inDocument21 pagesNeed and Future of Electronics and Automation inAjay Kumar VermaNo ratings yet
- Grade 11 Electricity W.sheetDocument6 pagesGrade 11 Electricity W.sheetUsman AmeenNo ratings yet
- Administration-Guide Open Bee OCSDocument7 pagesAdministration-Guide Open Bee OCSpeka76No ratings yet
- Aircon Maintenance Singapore NdurwDocument5 pagesAircon Maintenance Singapore Ndurwchinfrench0No ratings yet
- Power Tool Switches: Catalog 1308650 Issued 1-01Document18 pagesPower Tool Switches: Catalog 1308650 Issued 1-01Gamal AhmadNo ratings yet
- Re-Measurement Sheet FOR UNIT 148 Interconnecting Piperack M44-Pr3Document6 pagesRe-Measurement Sheet FOR UNIT 148 Interconnecting Piperack M44-Pr3Vasilica BarbarasaNo ratings yet
- 06668967Document10 pages06668967PECMURUGANNo ratings yet
- ETABS 19.0.0-Report ViewerDocument207 pagesETABS 19.0.0-Report ViewerDaniel Pesca SilvaNo ratings yet
- DC REGULATED POWER SUPPLY NP-9912 - Service - Manual PDFDocument12 pagesDC REGULATED POWER SUPPLY NP-9912 - Service - Manual PDFDa ElNo ratings yet
- Flapper Diverter Valve BrochureDocument4 pagesFlapper Diverter Valve BrochureRicardo Ramírez ZapataNo ratings yet
- Pacom S72724+PDR32-RMT-HYB+ManualDocument130 pagesPacom S72724+PDR32-RMT-HYB+ManualDavidChisholmNo ratings yet
- Rftmdc6a PDFDocument17 pagesRftmdc6a PDFShakeebNo ratings yet
- Owatch VR Games Quotation - 2017!4!24Document3 pagesOwatch VR Games Quotation - 2017!4!24ali4957270No ratings yet
- Dynamo - WikipediaDocument13 pagesDynamo - WikipediaIKENNANo ratings yet
- Revision Question Bank ME 2204Document11 pagesRevision Question Bank ME 2204Rajendra Kumar YadavNo ratings yet
- Specification For Construction of Concrete ReservoirsDocument18 pagesSpecification For Construction of Concrete ReservoirsKeysha ApriliaNo ratings yet
- Understand and Troubleshoot Virtualized Domain Controller in Windows Server 8 BetaDocument168 pagesUnderstand and Troubleshoot Virtualized Domain Controller in Windows Server 8 BetaChiTownITNo ratings yet
- TransformerDocument14 pagesTransformerNegrea Cristian0% (3)
- Honda Gx200 Engine ManualDocument2 pagesHonda Gx200 Engine Manualgomes_marina930% (1)
- Thermodynamics: ENG 214 Chapter 3 - Heat & Work in Open Systems Chapter 4 - The First Law of ThermodynamicsDocument39 pagesThermodynamics: ENG 214 Chapter 3 - Heat & Work in Open Systems Chapter 4 - The First Law of ThermodynamicsGregory MacLeodNo ratings yet
- Spring Support Used in PipingDocument7 pagesSpring Support Used in Pipingashish.mathur1No ratings yet
- Sony FDR AX1 - E ProDocument68 pagesSony FDR AX1 - E ProTodorNo ratings yet