You might also like
- Production Engineering - Jig And Tool DesignFrom EverandProduction Engineering - Jig And Tool DesignRating: 3.5 out of 5 stars3.5/5 (3)
- Tool Making Innovations in Sheet Metal Forming: January 2008Document7 pagesTool Making Innovations in Sheet Metal Forming: January 2008RedOne DerrouazinNo ratings yet
- Design and Analysis of Multipurpose Machine For The Productivity of Sheet Metal ProcessDocument15 pagesDesign and Analysis of Multipurpose Machine For The Productivity of Sheet Metal ProcessAshebir AyeleNo ratings yet
- Continuous Forming of Height-Variable Profiles by Flexible Roller BeadingDocument15 pagesContinuous Forming of Height-Variable Profiles by Flexible Roller BeadingJhon Jairo Cely CNo ratings yet
- Economical Structural Steel WorkDocument83 pagesEconomical Structural Steel Workc_arkell100% (20)
- Success Story CuttingDocument13 pagesSuccess Story CuttingroziifachrurNo ratings yet
- 3D Printed Prototyping Tools For Flexible Sheet Metal DrawingDocument15 pages3D Printed Prototyping Tools For Flexible Sheet Metal DrawingMina AdelNo ratings yet
- Additively Manufacturing An Indexable Insert: IOP Conference Series: Materials Science and EngineeringDocument6 pagesAdditively Manufacturing An Indexable Insert: IOP Conference Series: Materials Science and Engineeringsiva kumarNo ratings yet
- 1 s2.0 S2588840422000695 MainDocument24 pages1 s2.0 S2588840422000695 MainaboikNo ratings yet
- An Initial Study of A Lightweight Die Casting Die Using A Modular Design ApproachDocument14 pagesAn Initial Study of A Lightweight Die Casting Die Using A Modular Design ApproachAlireza RezaeiNo ratings yet
- Journal 7 PDFDocument10 pagesJournal 7 PDFSree KanthNo ratings yet
- 1 s2.0 S2212827122001159 MainDocument6 pages1 s2.0 S2212827122001159 MainSUBHASHISH SAHOONo ratings yet
- A Review of Technological Improvements in Laser-Based Powder Bed Fusion of Metal PrintersDocument20 pagesA Review of Technological Improvements in Laser-Based Powder Bed Fusion of Metal PrintersNEHA THAKUR 1982605No ratings yet
- Design of Fatigue Testing Machine For Composite Leaf SpringDocument30 pagesDesign of Fatigue Testing Machine For Composite Leaf SpringIJRASETPublicationsNo ratings yet
- Integrated Design Methods For The Simulation of Fibre Based StructuresDocument10 pagesIntegrated Design Methods For The Simulation of Fibre Based StructuresThao HoangNo ratings yet
- Metaladditivemanufacturinginaerospace AreviewDocument34 pagesMetaladditivemanufacturinginaerospace AreviewMac'Ann Ditshego MashaoNo ratings yet
- V6i2 1316Document5 pagesV6i2 1316ARVINDKOUSHIKNo ratings yet
- Materials 15 04334 v2Document25 pagesMaterials 15 04334 v2Vaibhav ShuklaNo ratings yet
- Design and Analysis of Pressure Die Casting For Automobile ComponentDocument10 pagesDesign and Analysis of Pressure Die Casting For Automobile Componentruben6286No ratings yet
- Polymers 14 00280Document24 pagesPolymers 14 00280amirulNo ratings yet
- 30 TPD4505 - Aluminium Versus Steel in Low-Volume Production of Structural ApplicationsDocument10 pages30 TPD4505 - Aluminium Versus Steel in Low-Volume Production of Structural ApplicationsStefan NaricNo ratings yet
- Computer-Aided Design of Tooling For Casting Process: August 1999Document11 pagesComputer-Aided Design of Tooling For Casting Process: August 1999didoNo ratings yet
- Forming Simulation and Die Design in Sheet Metal FormingDocument8 pagesForming Simulation and Die Design in Sheet Metal FormingALBERTUS DENo ratings yet
- Production Process Improvement Using VSMDocument15 pagesProduction Process Improvement Using VSMJames OrtegaNo ratings yet
- Ductile Iron Data For Engineers PDFDocument135 pagesDuctile Iron Data For Engineers PDFGoran Bošković100% (1)
- Cast Iron - A Predictable Material: Jörg C. Sturm and Guido BuschDocument11 pagesCast Iron - A Predictable Material: Jörg C. Sturm and Guido BuschRajesh SharmaNo ratings yet
- Design and Analysis of Pressure Die Casting Die For Automobile ComponentDocument10 pagesDesign and Analysis of Pressure Die Casting Die For Automobile ComponentSunny SinghNo ratings yet
- 3DPinAE FinalDocument18 pages3DPinAE FinalYashwanth RajuNo ratings yet
- V2i6 Ijertv2is60390Document6 pagesV2i6 Ijertv2is60390praveenNo ratings yet
- FEA - Calculation of The Hydroforming Process With LS-DYNADocument8 pagesFEA - Calculation of The Hydroforming Process With LS-DYNAadrianNo ratings yet
- Ijapie 2017 02 220Document7 pagesIjapie 2017 02 220Rui MatiasNo ratings yet
- Invest CastingDocument7 pagesInvest CastingAnonymous 9xvU1FNo ratings yet
- Additive Manufacturing: Rapid Prototyping Comes of AgeDocument10 pagesAdditive Manufacturing: Rapid Prototyping Comes of AgeQuentin ReincarnationNo ratings yet
- CIRP Annals - Manufacturing Technology: L.M. Galantucci (1), F. Lavecchia, G. PercocoDocument4 pagesCIRP Annals - Manufacturing Technology: L.M. Galantucci (1), F. Lavecchia, G. PercocoRajendra MandaNo ratings yet
- Flow Forming of Tubes-A ReviewDocument11 pagesFlow Forming of Tubes-A Reviewdr_kh_ahmedNo ratings yet
- Additive Manufacturing and Foundry InnovationDocument11 pagesAdditive Manufacturing and Foundry InnovationKalaiNo ratings yet
- Article IJMF2012Document31 pagesArticle IJMF2012Jabbar AljanabyNo ratings yet
- Theoretical and Experimental Analysis of The Dieless Incremental Sheet Forming ProcessDocument1 pageTheoretical and Experimental Analysis of The Dieless Incremental Sheet Forming ProcessCarlos ArenasNo ratings yet
- 1 s2.0 S2214785322015450 MainDocument8 pages1 s2.0 S2214785322015450 Mainkarthikeyan gNo ratings yet
- Design of Porthole DiesDocument14 pagesDesign of Porthole DiesKhaledNo ratings yet
- Thesis On Manufacturing IndustryDocument6 pagesThesis On Manufacturing IndustryHelpMeWriteAPaperMurfreesboro100% (1)
- Additive Manufacturing and Its Societal Impact: A Literature ReviewDocument13 pagesAdditive Manufacturing and Its Societal Impact: A Literature ReviewSamir BoseNo ratings yet
- Geometrical Metrology For Metal Additive ManufacturingDocument24 pagesGeometrical Metrology For Metal Additive ManufacturingPhilipe Saraiva CruzNo ratings yet
- Chassis Design ExampleDocument9 pagesChassis Design ExampleWisdom Patrick EnangNo ratings yet
- A Holistic Approach To Zero Defect CastingsDocument10 pagesA Holistic Approach To Zero Defect CastingsMiguel BrionesNo ratings yet
- A State of The Art Review of Hydroforming TechnologyDocument10 pagesA State of The Art Review of Hydroforming TechnologymoonstarNo ratings yet
- Bell2020 Article AStateOfTheArtReviewOfHydroforDocument40 pagesBell2020 Article AStateOfTheArtReviewOfHydroforMichael NguiNo ratings yet
- Dies and MouldsDocument19 pagesDies and MouldsTomas Trojci TrojcakNo ratings yet
- 08 Numisheet2008 Hot Forming Chapter8Document99 pages08 Numisheet2008 Hot Forming Chapter8rdouceNo ratings yet
- Aluminium Metal Additive Manufacturing in The Space IndustryDocument21 pagesAluminium Metal Additive Manufacturing in The Space IndustrytinaNo ratings yet
- Ojopm 2019021511472319Document27 pagesOjopm 2019021511472319lobnaNo ratings yet
- Structural Performance of Additive Manufactured MeDocument53 pagesStructural Performance of Additive Manufactured MebobNo ratings yet
- Ijramt 2 4 52Document8 pagesIjramt 2 4 52arjun.recordsNo ratings yet
- Alpro AES1993Document10 pagesAlpro AES1993Camilo ReinaNo ratings yet
- Engineering Applications: A Project Resource BookFrom EverandEngineering Applications: A Project Resource BookRating: 2.5 out of 5 stars2.5/5 (1)
- Friction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysFrom EverandFriction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysNo ratings yet
- AC System ComponentsDocument17 pagesAC System ComponentsThiruselvan AyyadoraiNo ratings yet
- Automobile Engineering Question Bank For 5 UnitsDocument13 pagesAutomobile Engineering Question Bank For 5 Unitsrkrajesh86No ratings yet
- Vehicle Body Testing: Application Note 1270-5Document2 pagesVehicle Body Testing: Application Note 1270-5ankita awasthiNo ratings yet
- Ii Year Automobile Engineering at 6402 - Automotive Chassis - Question Bank Unit I - Layout, Frame, Front Axle and Steering System Part ADocument6 pagesIi Year Automobile Engineering at 6402 - Automotive Chassis - Question Bank Unit I - Layout, Frame, Front Axle and Steering System Part Aankita awasthiNo ratings yet
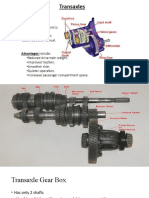
- Transaxle Part Unit-2Document18 pagesTransaxle Part Unit-2ankita awasthiNo ratings yet
- Types of Gear BoxDocument5 pagesTypes of Gear Boxankita awasthiNo ratings yet
- Pshychrometry Part-1Document2 pagesPshychrometry Part-1ankita awasthiNo ratings yet
- Fixed Orifice Tube Cycling Clutch System Theory SupportDocument15 pagesFixed Orifice Tube Cycling Clutch System Theory Supportankita awasthiNo ratings yet
- 14264A Construction Mechanic Basic Chapters 14 PDFDocument77 pages14264A Construction Mechanic Basic Chapters 14 PDFMarvin Sarmiento TalimonganNo ratings yet
- Study of Solar-Assisted Thermoelectric Technology For Automobile Air ConditioningDocument6 pagesStudy of Solar-Assisted Thermoelectric Technology For Automobile Air Conditioningankita awasthiNo ratings yet
- Journal of Manufacturing Processes: N. Sadasivan, M. Balasubramanian, B.R. RameshbapuDocument29 pagesJournal of Manufacturing Processes: N. Sadasivan, M. Balasubramanian, B.R. Rameshbapuankita awasthiNo ratings yet
- Biomaterial: Concepts and Basics Properties: February 2020Document21 pagesBiomaterial: Concepts and Basics Properties: February 2020ankita awasthiNo ratings yet
- Biodiesel Production From Algal Blooms:: A Step Towards Renewable Energy Generation and MeasurementDocument12 pagesBiodiesel Production From Algal Blooms:: A Step Towards Renewable Energy Generation and Measurementankita awasthiNo ratings yet
- A Review of Thermoelectric Cooling: Materials, Modeling and ApplicationsDocument11 pagesA Review of Thermoelectric Cooling: Materials, Modeling and Applicationsankita awasthiNo ratings yet
- To Enhance The Heat Transfer Rate in Thermoelectric Cooler: A ReviewDocument6 pagesTo Enhance The Heat Transfer Rate in Thermoelectric Cooler: A Reviewankita awasthiNo ratings yet
- Experimental Investigation of Thermoelectric Refrigeration System Running On Solar Energy and Development of Mathematical ModelDocument7 pagesExperimental Investigation of Thermoelectric Refrigeration System Running On Solar Energy and Development of Mathematical Modelankita awasthiNo ratings yet
- 2001 Polyurethanes in Biomedical EngineeringDocument7 pages2001 Polyurethanes in Biomedical Engineeringankita awasthiNo ratings yet
- On-Chip Cooling by Superlattice-Based Thin-Film ThermoelectricsDocument4 pagesOn-Chip Cooling by Superlattice-Based Thin-Film Thermoelectricsankita awasthiNo ratings yet
- 2017 Cardiovascular SurgeryBiomaterials PDFDocument19 pages2017 Cardiovascular SurgeryBiomaterials PDFankita awasthiNo ratings yet
- Thermoelectric Materials by Design, Computational Theory and StructureDocument25 pagesThermoelectric Materials by Design, Computational Theory and Structureankita awasthiNo ratings yet
- 2014 Advances inDocument41 pages2014 Advances inankita awasthiNo ratings yet
- Pelvic Floor DisordersDocument1,164 pagesPelvic Floor Disordersankita awasthiNo ratings yet
- Engineering Drawing PDFDocument6 pagesEngineering Drawing PDFAyush KashyapNo ratings yet
- Transmission 2Document21 pagesTransmission 2Manohara ErlaNo ratings yet
- Thermoelectric Devices: Cooling and Power GenerationDocument5 pagesThermoelectric Devices: Cooling and Power Generationankita awasthiNo ratings yet
- Electric Arc WeldingDocument36 pagesElectric Arc Weldingankita awasthiNo ratings yet
- Torque Converter ProjectDocument50 pagesTorque Converter ProjectNawfal SnoussiNo ratings yet
- Gears PresentationDocument33 pagesGears PresentationNaveen YadavNo ratings yet
- Piping Codes List of Piping Codes Is HereDocument8 pagesPiping Codes List of Piping Codes Is Hereabidaliabid1No ratings yet
- مقاومة صدأ النحاس في البحربطلاء الجرافين في الاسيتونDocument1 pageمقاومة صدأ النحاس في البحربطلاء الجرافين في الاسيتونgemm88No ratings yet
- Is 554Document3 pagesIs 554Nisarg PandyaNo ratings yet
- Pipe and Fittings CatalogueDocument22 pagesPipe and Fittings Catalogueأحمد محمد قدري100% (1)
- Estimate of 1000 M CulvertDocument113 pagesEstimate of 1000 M CulvertManish PatelNo ratings yet
- UDA Summary Estimating TemplatesDocument4 pagesUDA Summary Estimating TemplatesenthuelaNo ratings yet
- Timber-Concrete Composite Floor Technology: Research, Design and ImplementationDocument51 pagesTimber-Concrete Composite Floor Technology: Research, Design and ImplementationRomek WesołyNo ratings yet
- Baldwin EstatePortfolioDocument15 pagesBaldwin EstatePortfolioOrlando MunozNo ratings yet
- Rebar Productivity RateDocument4 pagesRebar Productivity RateJessybel Acosta Mendoza0% (1)
- Week 1Document19 pagesWeek 1Younas BilalNo ratings yet
- EBS Diamond Walraven Plumbing Rev0Document96 pagesEBS Diamond Walraven Plumbing Rev0Emad ArafaNo ratings yet
- Sikacrete 114 AEDocument4 pagesSikacrete 114 AEMicheal B HaizenNo ratings yet
- Product: CatalogueDocument32 pagesProduct: Catalogueali alyNo ratings yet
- Kiln Control Using Continuous On-Stream XRD: A Proven TechnologyDocument8 pagesKiln Control Using Continuous On-Stream XRD: A Proven TechnologySiti Hanna100% (1)
- Reinforced Earth A - 1Document2 pagesReinforced Earth A - 1MD Meftahul AlamNo ratings yet
- Catalogo AlumaCore-OPGWDocument1 pageCatalogo AlumaCore-OPGWDANU45364No ratings yet
- Pocket Guide To Brick ConstructionsDocument130 pagesPocket Guide To Brick ConstructionsLeontin Leon100% (3)
- QB Fitter MCQ 1st SemesterDocument78 pagesQB Fitter MCQ 1st SemesterAmit ShahNo ratings yet
- Heat Treatment: Unit - 2Document75 pagesHeat Treatment: Unit - 2reza chamanfarNo ratings yet
- Cement FactoryDocument44 pagesCement FactoryBharat Singh RajpurohitNo ratings yet
- List of Material: Saudi Arabian Oil CompanyDocument1 pageList of Material: Saudi Arabian Oil CompanyAbu Anas M.SalaheldinNo ratings yet
- Test Report Universal - 3way - 4way - Alum Items1Document2 pagesTest Report Universal - 3way - 4way - Alum Items1AnuragNo ratings yet
- Building Services Planning Manual 2007Document120 pagesBuilding Services Planning Manual 2007Shehzad Ahmed100% (2)
- Chapter 8 Glass and CeramicsDocument46 pagesChapter 8 Glass and CeramicsMohamad IezanyNo ratings yet
- Designguide Div26 ElectricalDocument81 pagesDesignguide Div26 ElectricalRochelle Espero - IAAANo ratings yet
- Catalogo de Pecas Xg935hDocument57 pagesCatalogo de Pecas Xg935hMaqpower EngenhariaNo ratings yet
- B.O.Q. For 15x30 - DUPLEXDocument23 pagesB.O.Q. For 15x30 - DUPLEXabdulkareemebookNo ratings yet
- TTA Presentation On Recent Changes To BS 5385 Part 1 2018 Reduced File SizeDocument26 pagesTTA Presentation On Recent Changes To BS 5385 Part 1 2018 Reduced File SizeMohab AzizNo ratings yet
- Mesh 06 PDFDocument36 pagesMesh 06 PDFtp.segarNo ratings yet
- Astm B75Document7 pagesAstm B75neosucre syukriNo ratings yet