You might also like
- Experience Willingness Yes/no, NO or 0-5Document6 pagesExperience Willingness Yes/no, NO or 0-5joe100% (2)
- Inspection and Test Plan - Pressure Vessel Fabrication (ITP)Document9 pagesInspection and Test Plan - Pressure Vessel Fabrication (ITP)Senthil Kumaran100% (2)
- NETA Handbook Series I 2c Transformers Vol 2 PDFDocument66 pagesNETA Handbook Series I 2c Transformers Vol 2 PDFAhmed Hasan100% (1)
- Geography of PakistanDocument23 pagesGeography of Pakistanfawad50% (2)
- Performance of A Small Scale Haber ProcessDocument9 pagesPerformance of A Small Scale Haber ProcessGuilherme SouzaNo ratings yet
- Patho Safe Insert 04-2020V2Document3 pagesPatho Safe Insert 04-2020V2Luciano LopezNo ratings yet
- AC Resonant Test System: WRVG 1.5/680 GDocument4 pagesAC Resonant Test System: WRVG 1.5/680 GMauricio AgudeloNo ratings yet
- 02 Ball - Valve KH143 ManualDocument14 pages02 Ball - Valve KH143 ManualMirela SimijdeanNo ratings yet
- Desmet Ballestra India PVT LTD: Inspection Test PlanDocument2 pagesDesmet Ballestra India PVT LTD: Inspection Test Plansameer patilNo ratings yet
- Burckhardt Compression (India) PVT - LTD.: 1.0 MaterialsDocument2 pagesBurckhardt Compression (India) PVT - LTD.: 1.0 MaterialsYOGESHNo ratings yet
- ITP For Drum Screen InspectionDocument1 pageITP For Drum Screen InspectionkapsarcNo ratings yet
- Final Visual & Dimensional Inspection Report: GeneralDocument3 pagesFinal Visual & Dimensional Inspection Report: Generalsuria qaqcNo ratings yet
- Binder 1Document3 pagesBinder 1Sam RajaNo ratings yet
- (732-Itp-40 (V-6905) 42000-SNG-69-42000P-MS-5733-504-0000-06Document10 pages(732-Itp-40 (V-6905) 42000-SNG-69-42000P-MS-5733-504-0000-06sathi11189No ratings yet
- Installation of Main Steel Structure/ Platform & Steam SilencerDocument4 pagesInstallation of Main Steel Structure/ Platform & Steam SilencerzhangNo ratings yet
- Inspection & Test Plan: For Non Slam Check Valve (Axial Type)Document4 pagesInspection & Test Plan: For Non Slam Check Valve (Axial Type)Jeroan AyamNo ratings yet
- Saudi Aramco Typical Inspection Plan Cross Country Above Ground PipeliDocument5 pagesSaudi Aramco Typical Inspection Plan Cross Country Above Ground PipeliShahbaz AhmadNo ratings yet
- Saudi Aramco Typical Inspection Plan: Welding of Pressure Vessel SATIP-W-010-01 31-Dec-14 MechanicalDocument4 pagesSaudi Aramco Typical Inspection Plan: Welding of Pressure Vessel SATIP-W-010-01 31-Dec-14 MechanicalpravinNo ratings yet
- 600 Hour InspectionDocument1 page600 Hour InspectionAdielNo ratings yet
- MMM Actregdreengrev2Document22 pagesMMM Actregdreengrev2alexmuchmure2158No ratings yet
- Saudi Aramco Typical Inspection PlanDocument3 pagesSaudi Aramco Typical Inspection PlanAnonymous S9qBDVkyNo ratings yet
- Satip F 001 04Document13 pagesSatip F 001 04Rijwan MohammadNo ratings yet
- Saudi Aramco Typical Inspection Plan: Welding of Pipelines SATIP-W-012-01 31-Dec-14 MechanicalDocument10 pagesSaudi Aramco Typical Inspection Plan: Welding of Pipelines SATIP-W-012-01 31-Dec-14 Mechanicalpravin0% (1)
- P-42 - Tank Monitoring SystemDocument118 pagesP-42 - Tank Monitoring SystemCengiz İyiceNo ratings yet
- 219-295-Complete MRB PDFDocument220 pages219-295-Complete MRB PDFMuthazhagan SaravananNo ratings yet
- 100 KLPD of 2G Ethanol From Biomass at Iocl PanipatDocument7 pages100 KLPD of 2G Ethanol From Biomass at Iocl PanipatSuraj ShettyNo ratings yet
- QCS Pe 2020-02Document12 pagesQCS Pe 2020-02Roosevelt A. SantosNo ratings yet
- Native Inspection - Report - CleanedDocument6 pagesNative Inspection - Report - CleanedPrathamesh OmtechNo ratings yet
- Saudi Aramco Typical Inspection Plan: Welding of API Tanks SATIP-W-017-01 31-Dec-14 MechanicalDocument5 pagesSaudi Aramco Typical Inspection Plan: Welding of API Tanks SATIP-W-017-01 31-Dec-14 MechanicalpravinNo ratings yet
- CERTIFICADO PLASSON PORTABRIDA 90 MMDocument1 pageCERTIFICADO PLASSON PORTABRIDA 90 MMangel rojasNo ratings yet
- WP 23 January 2020Document4 pagesWP 23 January 2020mohanNo ratings yet
- 1 SATIP-L-450-04 Cross Country Buried Pipeline-Rev 1Document4 pages1 SATIP-L-450-04 Cross Country Buried Pipeline-Rev 1Bighneswar PatraNo ratings yet
- STOD-GEN-AED-0000-PR-DAT-0008 - Anaguid Test Separator Data SheetDocument6 pagesSTOD-GEN-AED-0000-PR-DAT-0008 - Anaguid Test Separator Data SheetAHMED AMIRANo ratings yet
- 15522HE0253 Rev 0Document7 pages15522HE0253 Rev 0Fernando Ramírez CéspedesNo ratings yet
- Koc MP 030 Part 1Document14 pagesKoc MP 030 Part 1Ravi MahetoNo ratings yet
- Itp For SSDP Project Rev CDocument9 pagesItp For SSDP Project Rev CRachel FloresNo ratings yet
- ITP For HRSG OperationDocument5 pagesITP For HRSG Operationmister pogi0% (1)
- A-4 Calibration Check ReportDocument2 pagesA-4 Calibration Check ReportheikelNo ratings yet
- Saudi Aramco Typical Inspection Plan: Cross Country Buried Pipeline (Mainline) SATIP-L-450-04 3-Jul-18 MechanicalDocument12 pagesSaudi Aramco Typical Inspection Plan: Cross Country Buried Pipeline (Mainline) SATIP-L-450-04 3-Jul-18 Mechanicalkarthi51289No ratings yet
- Docslide - Us - Itp Structural WorkDocument4 pagesDocslide - Us - Itp Structural Workomda4wadyNo ratings yet
- CSCS Rods & BracketsDocument66 pagesCSCS Rods & BracketsshuklahouseNo ratings yet
- Saudi Aramco Typical Inspection Plan: Welding of Pressure Vessel SATIP-W-010-01 29-Dec-16 MechanicalDocument12 pagesSaudi Aramco Typical Inspection Plan: Welding of Pressure Vessel SATIP-W-010-01 29-Dec-16 MechanicalRangaraj RajNo ratings yet
- CVS 1000L Electro-Pneumatic Linear Positioner: Product ManualDocument12 pagesCVS 1000L Electro-Pneumatic Linear Positioner: Product Manualmhidayat108No ratings yet
- MD1-0-T-030-05-00072 - ITP For AG Piping of Alloy SteelDocument8 pagesMD1-0-T-030-05-00072 - ITP For AG Piping of Alloy SteelTran KhuynhNo ratings yet
- Sample QAPDocument3 pagesSample QAPsniperiNo ratings yet
- Test Description: Tests Method(s)Document3 pagesTest Description: Tests Method(s)Hung DauBiNo ratings yet
- PKG List (Submit To Mr. Jeong)Document6 pagesPKG List (Submit To Mr. Jeong)Tuấn PhạmNo ratings yet
- FMEDA计算书 菲锐西1Document15 pagesFMEDA计算书 菲锐西1ajinkya.patilNo ratings yet
- Data Sheet: Amadeus ProjectDocument7 pagesData Sheet: Amadeus ProjectErikikoNo ratings yet
- Pcba Process Manual: Manual WHQ-SQD - Man003 Rev.7 Effective From: ReleasedDocument40 pagesPcba Process Manual: Manual WHQ-SQD - Man003 Rev.7 Effective From: ReleasedTuan Hung NguyenNo ratings yet
- RSL Tools Operation and Maintenance Manual: Hex Wrench Square Drive Wrench SET SETDocument40 pagesRSL Tools Operation and Maintenance Manual: Hex Wrench Square Drive Wrench SET SETFranqui Fernandes100% (1)
- SATIP-P-113-01 Rev 7 FinalDocument5 pagesSATIP-P-113-01 Rev 7 FinalHatemS.MashaGbehNo ratings yet
- BE YMC2 Operationsandmaintenance BDocument136 pagesBE YMC2 Operationsandmaintenance BJoseNo ratings yet
- Inspection & Testing Requirements Scope:: Test and Inspection PerDocument2 pagesInspection & Testing Requirements Scope:: Test and Inspection PerJebranNo ratings yet
- Saudi Aramco Typical Inspection Plan: Valve Inspection, Testing & Installation SATIP-L-108-01 8-Nov-15 MechanicalDocument12 pagesSaudi Aramco Typical Inspection Plan: Valve Inspection, Testing & Installation SATIP-L-108-01 8-Nov-15 MechanicalAhdal NoushadNo ratings yet
- SATIP-ME-2002 HRSG Installation Rev 5Document6 pagesSATIP-ME-2002 HRSG Installation Rev 5zhang100% (1)
- KNPC LPG Train-4 Project at MAA Refinery: For ApprovalDocument17 pagesKNPC LPG Train-4 Project at MAA Refinery: For ApprovalNeelam AhmadNo ratings yet
- SATIP-W-011-01 Rev 8Document10 pagesSATIP-W-011-01 Rev 8saravananmenmathiNo ratings yet
- Saudi Aramco Typical Inspection Plan: Welding of On-Plot Piping SATIP-W-011-01 31-Dec-14 MechanicalDocument5 pagesSaudi Aramco Typical Inspection Plan: Welding of On-Plot Piping SATIP-W-011-01 31-Dec-14 MechanicalpravinNo ratings yet
- Badra Maintenance Service ContractDocument30 pagesBadra Maintenance Service ContractazizNo ratings yet
- 1 SATIP-NDE-RT-01 Radiographic Testing-Rev 1Document1 page1 SATIP-NDE-RT-01 Radiographic Testing-Rev 1KirubhakarPooranamNo ratings yet
- SATIP-W-017-01 Note5Document13 pagesSATIP-W-017-01 Note5Abdul Khaleem KhanNo ratings yet
- SAIC-L-2038 Rev 7 - Final Inspection For Release of Fabricated PipinDocument2 pagesSAIC-L-2038 Rev 7 - Final Inspection For Release of Fabricated PipinLipika GayenNo ratings yet
- LID de 1608.03 Coating System P2ADocument3 pagesLID de 1608.03 Coating System P2AErikikoNo ratings yet
- Min FlowDocument840 pagesMin FlowErikikoNo ratings yet
- LESER References: Industries and Customers Projects Oems Prequalifications Global ApprovalsDocument33 pagesLESER References: Industries and Customers Projects Oems Prequalifications Global ApprovalsErikikoNo ratings yet
- Installation & Operation Manual: Amadeus ProjectDocument23 pagesInstallation & Operation Manual: Amadeus ProjectErikikoNo ratings yet
- 14-01 - SLS - Product ProfileDocument31 pages14-01 - SLS - Product ProfileErikikoNo ratings yet
- Data Sheet: Amadeus ProjectDocument7 pagesData Sheet: Amadeus ProjectErikikoNo ratings yet
- Painting Plan: Amadeus ProjectDocument8 pagesPainting Plan: Amadeus ProjectErikikoNo ratings yet
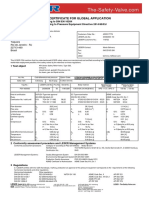
- Leser Certificate For Global ApplicationDocument3 pagesLeser Certificate For Global ApplicationErikikoNo ratings yet
- Erik Palhares Da Rocha: Curriculum VitaeDocument2 pagesErik Palhares Da Rocha: Curriculum VitaeErikikoNo ratings yet
- PSV 430066 PDFDocument41 pagesPSV 430066 PDFErikikoNo ratings yet
- Gad 20406510 10 En-00 PDFDocument1 pageGad 20406510 10 En-00 PDFErikikoNo ratings yet
- Se Ri Al # 1 15 18 78 8 / Batch # 01WTPDocument6 pagesSe Ri Al # 1 15 18 78 8 / Batch # 01WTPErikikoNo ratings yet
- Probiotics in Diarrhea PDFDocument5 pagesProbiotics in Diarrhea PDFShankar YadavNo ratings yet
- GOC Neet Key NotesDocument40 pagesGOC Neet Key Notesiampriyatiwarii890No ratings yet
- The African Report On Violence Against Children - FinalDocument134 pagesThe African Report On Violence Against Children - FinalsofiabloemNo ratings yet
- 2019 CPDDocument61 pages2019 CPDSalleurNo ratings yet
- Two Hospitals, Two Opposite Experiences: July 8, 2013Document12 pagesTwo Hospitals, Two Opposite Experiences: July 8, 2013sheycgNo ratings yet
- Post Lab Report - Exercise 4 - Isolation and Cultivation of MicroorganismsDocument18 pagesPost Lab Report - Exercise 4 - Isolation and Cultivation of MicroorganismsDara KwonNo ratings yet
- Gynea & Obs 26-30Document6 pagesGynea & Obs 26-30Wafiyah AwaisNo ratings yet
- Analysis of Rate For Providing/Fixing of Single Lights: Amount of 44 Pole 3% ContigencyDocument2 pagesAnalysis of Rate For Providing/Fixing of Single Lights: Amount of 44 Pole 3% Contigencymuhammad iqbalNo ratings yet
- Omnova Coatings PresentationDocument12 pagesOmnova Coatings PresentationNatalia Rodriguez100% (1)
- DaburDocument27 pagesDaburKeshav KalaniNo ratings yet
- Eq PPTDocument38 pagesEq PPTPramod Kumar100% (1)
- AcuPulse Versatility SupplementDocument16 pagesAcuPulse Versatility SupplementSD DSNo ratings yet
- Villa Borghese 2 MenuDocument6 pagesVilla Borghese 2 MenuJaimeNo ratings yet
- Ians Pizza Madison MenuDocument4 pagesIans Pizza Madison Menusupport_local_flavorNo ratings yet
- Sungai Merab PDFDocument1 pageSungai Merab PDFKiey WanNo ratings yet
- Conceptualisation of Gender Based Violence in ZimbabweDocument10 pagesConceptualisation of Gender Based Violence in ZimbabweRed KnightNo ratings yet
- Sample Size CalculationDocument2 pagesSample Size CalculationAljon AgustinNo ratings yet
- Mammo1012C enDocument2 pagesMammo1012C enLizzy DuronNo ratings yet
- Soudure Plastique Ultra Son PDFDocument30 pagesSoudure Plastique Ultra Son PDFamr_akram_2No ratings yet
- Item Analysis With Least Learned Competencies Lica 3rdDocument9 pagesItem Analysis With Least Learned Competencies Lica 3rdLa LayNo ratings yet
- Tarea 4Document6 pagesTarea 4Bladimir SánchezNo ratings yet
- Erika Palacios Gimnasio Colombiano Del Sur Canadá Alison Jimena Marin Sánchez SixthDocument16 pagesErika Palacios Gimnasio Colombiano Del Sur Canadá Alison Jimena Marin Sánchez Sixthalison jimena marin sanchezNo ratings yet
- Acute Complicated Urinary Tract Infection (Including Pyelonephritis) in Adults - UpToDateDocument39 pagesAcute Complicated Urinary Tract Infection (Including Pyelonephritis) in Adults - UpToDateLaís FialhoNo ratings yet
- GPS Tracker Motor Waterproof Manual - AllDocument4 pagesGPS Tracker Motor Waterproof Manual - AllFordiNo ratings yet
- Stoichiometric CalculationDocument18 pagesStoichiometric CalculationSameer AhmedNo ratings yet