You might also like
- Pre-Job Requirements ChecklistDocument1 pagePre-Job Requirements Checklistrıdvan duranNo ratings yet
- Bleed ResistanceDocument4 pagesBleed ResistanceMaeon Laboratories100% (1)
- In Servicepressurevesselinspectionaccordingtoapi 51010theditionoverview 180328042225 PDFDocument33 pagesIn Servicepressurevesselinspectionaccordingtoapi 51010theditionoverview 180328042225 PDFKrishna Vacha100% (2)
- 6 Checklist Bituminous LayerDocument2 pages6 Checklist Bituminous LayerSubramanian Balakrishnan100% (3)
- MS For Deep ExcavationDocument8 pagesMS For Deep ExcavationBilalNo ratings yet
- Liner CementingDocument16 pagesLiner CementingTariq100% (1)
- IOOC Cuttings FixationDocument14 pagesIOOC Cuttings FixationGiorgiana Rosu0% (1)
- 7" Liner - Cementing Preparation and Procedure ChecklistDocument27 pages7" Liner - Cementing Preparation and Procedure Checklistadvantage025No ratings yet
- How To Inspect A Gearbox PDFDocument5 pagesHow To Inspect A Gearbox PDFsurawutwijarn100% (2)
- Method Statement For Pile Cap ConcretingDocument8 pagesMethod Statement For Pile Cap ConcretingArifur Rahman Apu100% (5)
- Client Details: Work Method StatementDocument13 pagesClient Details: Work Method StatementSäbrinä ShukrìNo ratings yet
- Method of Asphalt WorkDocument8 pagesMethod of Asphalt WorkJeff RavenNo ratings yet
- Re-instatement of GapsDocument3 pagesRe-instatement of GapsTshifhiwa DavidNo ratings yet
- CMT Casing Checklist - IPMDocument7 pagesCMT Casing Checklist - IPMEmre CengizNo ratings yet
- Ensure Proper Asphalt Pavement Inspection ProceduresDocument4 pagesEnsure Proper Asphalt Pavement Inspection ProceduresSyed WasifNo ratings yet
- Ensure Proper Asphalt Pavement Inspection ProceduresDocument4 pagesEnsure Proper Asphalt Pavement Inspection ProceduresLazar AndonovNo ratings yet
- Decommissioning & Well AbandonmentDocument14 pagesDecommissioning & Well AbandonmentAMIAN DidierNo ratings yet
- Bulldozer: Load ShiftingDocument10 pagesBulldozer: Load ShiftingbangladragosNo ratings yet
- Well Test Procedure - Method Statement at SiteDocument2 pagesWell Test Procedure - Method Statement at SiteMahmoud IdrisNo ratings yet
- RT34 Crawler Tractor DozerDocument5 pagesRT34 Crawler Tractor DozerDawn GavinNo ratings yet
- Bridge Deck Concrete Placement Checklist - See Spec. 2401: Pre-Pour-Planning The PlacementDocument4 pagesBridge Deck Concrete Placement Checklist - See Spec. 2401: Pre-Pour-Planning The PlacementDilhara WickramaarachchiNo ratings yet
- Soil Engineering For The Technician: Project PreparationDocument16 pagesSoil Engineering For The Technician: Project PreparationanarNo ratings yet
- Appraising A Used Dozer: An Earthmover & Civil Contractor Special FeatureDocument12 pagesAppraising A Used Dozer: An Earthmover & Civil Contractor Special Featureminingnova2100% (2)
- Method Statement For Granular Sub BaseDocument5 pagesMethod Statement For Granular Sub Basemadhu arepelli100% (1)
- Method Statements of Road WorksDocument38 pagesMethod Statements of Road WorksivanlewizNo ratings yet
- CIVE+4753 5753 Fall 2022 Monday 10 31 2022 Lecture+7Document71 pagesCIVE+4753 5753 Fall 2022 Monday 10 31 2022 Lecture+7Chaitu CooldudeNo ratings yet
- Concrete Inspection ProceduresDocument12 pagesConcrete Inspection Procedureslillie01No ratings yet
- Asphalt Paving OperationDocument7 pagesAsphalt Paving OperationfahreezNo ratings yet
- Method StatementDocument5 pagesMethod StatementTariq KhanNo ratings yet
- Construct BC DBMDocument159 pagesConstruct BC DBMMohd AliNo ratings yet
- ch1 BackgroundDocument7 pagesch1 Backgroundsetyo hardonoNo ratings yet
- Pavement EvaluationDocument45 pagesPavement EvaluationAffan JalilNo ratings yet
- Underground Water Tank Construction MethodDocument15 pagesUnderground Water Tank Construction MethodTheodore Teddy Kahi100% (2)
- Mechanical Overhaul Procedures For Hydroelectric Units: Facilities Instructions, Standards, and Techniques Volume 2-7Document58 pagesMechanical Overhaul Procedures For Hydroelectric Units: Facilities Instructions, Standards, and Techniques Volume 2-7anshikas_4100% (1)
- How to assess refractory condition after kiln stoppageDocument6 pagesHow to assess refractory condition after kiln stoppageMustafa RamadanNo ratings yet
- Crane N RiggingDocument34 pagesCrane N RiggingRajuNo ratings yet
- Method Statement Road Construction 1Document39 pagesMethod Statement Road Construction 1AbirhamNo ratings yet
- Op-3-23. Supervision of Vertical Drains Installation: Work Instructions For EngineersDocument0 pagesOp-3-23. Supervision of Vertical Drains Installation: Work Instructions For EngineersdjgiumixNo ratings yet
- Gear InspectionDocument6 pagesGear Inspectionbh hbNo ratings yet
- Casing Running ProcedureDocument22 pagesCasing Running ProcedureYosef ShaabanNo ratings yet
- SPE-196600-MS Improved Drilling Efficiencies Using Offline Cementing Saves Days On Well and Reduces CostsDocument8 pagesSPE-196600-MS Improved Drilling Efficiencies Using Offline Cementing Saves Days On Well and Reduces Costs叶芊No ratings yet
- Cartrace CtbDocument8 pagesCartrace Ctbsonhcqtgmail.comNo ratings yet
- Outline Activities, Needed: Sequence Method, ResourcesDocument10 pagesOutline Activities, Needed: Sequence Method, ResourcesNasrul HakimNo ratings yet
- Soil-Cement Inspector Manual PCADocument34 pagesSoil-Cement Inspector Manual PCAchankawai28100% (1)
- Method of Statement GRP RepairDocument6 pagesMethod of Statement GRP RepairNithin NakulanNo ratings yet
- Well Cost Estimation AFE PreparationDocument20 pagesWell Cost Estimation AFE Preparationkeen dela cruzNo ratings yet
- Method Statement Geo Technical Investigation: 1. PurposeDocument7 pagesMethod Statement Geo Technical Investigation: 1. PurposeJ. Kumar Infraprojects LtdNo ratings yet
- GRP Pipes Method StatementDocument11 pagesGRP Pipes Method StatementFaisalNo ratings yet
- Paving Method StatementDocument7 pagesPaving Method StatementOfentse LedwabaNo ratings yet
- Method Statement For Cold In-Place Recycling - CementDocument6 pagesMethod Statement For Cold In-Place Recycling - CementNordin Yunus100% (2)
- Shoulder ConstructionDocument3 pagesShoulder ConstructionAmila Priyadarshana Dissanayake100% (1)
- Quality AssuranceDocument7 pagesQuality AssurancevishwaskhatriNo ratings yet
- Prevent Stuck Pipe During DrillingDocument46 pagesPrevent Stuck Pipe During DrillingAlvaro Gutiérrez TrocheNo ratings yet
- MARINE SURVEYS - D4 Sm. 6 - 2019Document50 pagesMARINE SURVEYS - D4 Sm. 6 - 2019Niki Veranda Agil PermadiNo ratings yet
- MOS EarthworksDocument5 pagesMOS EarthworksMohd Hafizan100% (1)
- 02-External Works (Lambert)Document29 pages02-External Works (Lambert)Tsz ching YipNo ratings yet
- Coiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!From EverandCoiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Rating: 5 out of 5 stars5/5 (2)
- Site Control of Materials: Handling, Storage and ProtectionFrom EverandSite Control of Materials: Handling, Storage and ProtectionNo ratings yet
- Field Book for Quality Control in Earthwork Operations: Project Construction Management BookFrom EverandField Book for Quality Control in Earthwork Operations: Project Construction Management BookNo ratings yet
- Is 807 2006Document79 pagesIs 807 2006pankajNo ratings yet
- Safe Worker Assessment CriteriaDocument1 pageSafe Worker Assessment CriteriaBorislav VulićNo ratings yet
- Is 3177.1999 EOT CranesDocument70 pagesIs 3177.1999 EOT CranesSurendra ReddyNo ratings yet
- EHS Standards ListDocument9 pagesEHS Standards ListRana Vimal100% (1)
- Is 2925 1984 PDFDocument26 pagesIs 2925 1984 PDFMd SaddamNo ratings yet
- Is 8198 2004-1 PDFDocument20 pagesIs 8198 2004-1 PDFBorislav VulićNo ratings yet
- EHS Standards ListDocument9 pagesEHS Standards ListRana Vimal100% (1)
- Near Miss Investigation ReportDocument1 pageNear Miss Investigation ReportBorislav VulićNo ratings yet
- Is.4770.1991 0 PDFDocument20 pagesIs.4770.1991 0 PDFGopinath hNo ratings yet
- Is 2925 1984 PDFDocument26 pagesIs 2925 1984 PDFMd SaddamNo ratings yet
- Office Inspection TourDocument2 pagesOffice Inspection TourBorislav VulićNo ratings yet
- INTERNET STANDARDSDocument18 pagesINTERNET STANDARDSDawn HaneyNo ratings yet
- Task Risk Assessment For RadiographyDocument17 pagesTask Risk Assessment For RadiographyselvaNo ratings yet
- Near Miss ReportDocument2 pagesNear Miss ReportBorislav VulićNo ratings yet
- Safe Worker Assessment CriteriaDocument1 pageSafe Worker Assessment CriteriaBorislav VulićNo ratings yet
- Is 807 2006Document79 pagesIs 807 2006pankajNo ratings yet
- 09 1HAZOPStudyTrainingCourseDocument55 pages09 1HAZOPStudyTrainingCoursehelton_bsbNo ratings yet
- ROAD VIBRATORY ROLLER Daily Inspection ChecklistDocument1 pageROAD VIBRATORY ROLLER Daily Inspection ChecklistBorislav Vulić86% (7)
- Is.4770.1991 0 PDFDocument20 pagesIs.4770.1991 0 PDFGopinath hNo ratings yet
- INTERNET STANDARDSDocument18 pagesINTERNET STANDARDSDawn HaneyNo ratings yet
- Is 3177.1999 EOT CranesDocument70 pagesIs 3177.1999 EOT CranesSurendra ReddyNo ratings yet
- Is 2190.2010 Selection, Installation & Maintenance of Portable Fire ExtinguishersDocument26 pagesIs 2190.2010 Selection, Installation & Maintenance of Portable Fire ExtinguishersShivakumara ArehalliNo ratings yet
- Is 8198 2004-1 PDFDocument20 pagesIs 8198 2004-1 PDFBorislav VulićNo ratings yet
- Safety Quiz - Fire Prevention Answer Key-1Document2 pagesSafety Quiz - Fire Prevention Answer Key-1MOJIB100% (9)
- Lifting Supervision EssentialsDocument28 pagesLifting Supervision EssentialsYahya YusufzayNo ratings yet
- Location Askec Office Toilet Id N/A For The Month of March-19 LegendDocument1 pageLocation Askec Office Toilet Id N/A For The Month of March-19 LegendBorislav VulićNo ratings yet
- X-Ray Technician SafetyDocument2 pagesX-Ray Technician SafetyBorislav VulićNo ratings yet
- AfsaessayDocument6 pagesAfsaessayapi-248791988No ratings yet
- 30 Equipment Checklists in One Excel WorkbookDocument56 pages30 Equipment Checklists in One Excel WorkbookBorislav VulićNo ratings yet
- Safety Shoe: Annexure-5 List of Approved PPE's & PPE MatrixDocument56 pagesSafety Shoe: Annexure-5 List of Approved PPE's & PPE MatrixBorislav VulićNo ratings yet
- Technical InformationDocument42 pagesTechnical InformationMarcos MoraisNo ratings yet
- Basic Concept Limit State Design Partial Factor of Safety Types of LoadingsDocument9 pagesBasic Concept Limit State Design Partial Factor of Safety Types of LoadingsRCdesign2012No ratings yet
- Ex-10 - Laboratory Vane Shear Test in Cohesive SoilDocument10 pagesEx-10 - Laboratory Vane Shear Test in Cohesive Soilmathirenga88No ratings yet
- Internship PresentationDocument30 pagesInternship Presentationeph100% (1)
- Daftar Standard Di Elibrary RekindDocument48 pagesDaftar Standard Di Elibrary RekindHamzah ZuhdiNo ratings yet
- Mini SquingDocument8 pagesMini SquingAhmed Al-JewariNo ratings yet
- Contract, Specification & Quantity Survey: Lecturer: Ayansa KebedeDocument37 pagesContract, Specification & Quantity Survey: Lecturer: Ayansa KebedebulchaNo ratings yet
- Technical Data Sheet For R B Slabs-1Document1 pageTechnical Data Sheet For R B Slabs-1mazumdar_satyajitNo ratings yet
- Cement SiloDocument7 pagesCement Silowidad alamriNo ratings yet
- Keedex Price Book - 2015Document12 pagesKeedex Price Book - 2015Security Lock DistributorsNo ratings yet
- Section 6 Low Rise Curtain WallingDocument66 pagesSection 6 Low Rise Curtain WallingaouaniNo ratings yet
- Site Posession & InsuranceDocument22 pagesSite Posession & InsuranceFaris IskandarNo ratings yet
- Engineering Materials Exam GuideDocument9 pagesEngineering Materials Exam GuideDilshan JayasuriyaNo ratings yet
- BOURAS The Soteira Lykodemou at Athens Architecture PDFDocument15 pagesBOURAS The Soteira Lykodemou at Athens Architecture PDFdrfitti1978No ratings yet
- Nordic Solar PV Mounting Structure GuideDocument13 pagesNordic Solar PV Mounting Structure GuideHarish Kumar GNo ratings yet
- Appendix D Geotechnical MemorandumDocument44 pagesAppendix D Geotechnical Memorandumdaniel bergerNo ratings yet
- PAVEMENT DESIGN USING ASSTHO METHODDocument7 pagesPAVEMENT DESIGN USING ASSTHO METHODAnonymous tBhJoH5wgMNo ratings yet
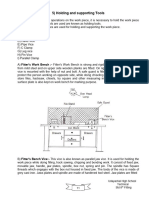
- 4) Holding and Supporting Tools Used in FittingDocument6 pages4) Holding and Supporting Tools Used in FittingKrako TramNo ratings yet
- Input EchoDocument62 pagesInput EchoAkhil JoseNo ratings yet
- Green Infrastructure Projects in NEORSD Combined Sewer Service AreaDocument5 pagesGreen Infrastructure Projects in NEORSD Combined Sewer Service AreaNortheast Ohio Regional Sewer DistrictNo ratings yet
- BC Chapter 1Document37 pagesBC Chapter 1umarguyo38No ratings yet
- Sydney Metro Underground Corridor Protection Guidelines Revision 1 - 0Document39 pagesSydney Metro Underground Corridor Protection Guidelines Revision 1 - 0dafo407No ratings yet
- Boiler Operation and Installation ManualDocument24 pagesBoiler Operation and Installation ManualbzvzNo ratings yet
- Iso 559-77 Welded or Seamless Steel Tubes For Water Sewage and GasDocument2 pagesIso 559-77 Welded or Seamless Steel Tubes For Water Sewage and GasDejan KostadinovicNo ratings yet
- 46490686-F-11-10-PM-P185WJD-T4I Parts ManualDocument138 pages46490686-F-11-10-PM-P185WJD-T4I Parts ManualHeider Marin SolarteNo ratings yet
- Hilux 1KD y 2KDDocument11 pagesHilux 1KD y 2KDMallma ProyectosNo ratings yet
- Flexure Formula Stresses in BeamsDocument18 pagesFlexure Formula Stresses in BeamsAthena YoungNo ratings yet
- Concrete floor slab design and early-life behaviorDocument22 pagesConcrete floor slab design and early-life behaviorCaterinConstanzaNo ratings yet
- Bituminous MixDocument5 pagesBituminous MixCaleb KhisaNo ratings yet
- CIVL 222 AXIAL MEMBERSDocument27 pagesCIVL 222 AXIAL MEMBERSskhan247100% (1)