You might also like
- Man Propeller Vbs 1460Document30 pagesMan Propeller Vbs 1460ANGEL VALHONDONo ratings yet
- t-6b Fuel SystemDocument18 pagest-6b Fuel SystemSanty SalumNo ratings yet
- Steam Jet Vacuum Ejector SetsDocument24 pagesSteam Jet Vacuum Ejector SetsJacob PhilipNo ratings yet
- Steam Jet Ejectors: Index DescriptionDocument18 pagesSteam Jet Ejectors: Index DescriptionMuhammad NaveedNo ratings yet
- How Steam Trap WorkDocument40 pagesHow Steam Trap Workdeny prasyamtyo100% (1)
- Furnace Control SystemDocument9 pagesFurnace Control SystemMUHAMMAD ASJAD AAMIR AAMIR AMINNo ratings yet
- 13 Steam StrippersDocument10 pages13 Steam StrippersMohsin EhsanNo ratings yet
- Preventing Steam Coil FailureDocument3 pagesPreventing Steam Coil FailureSjeverNo ratings yet
- Process Plant Equipment: Operation, Control, and ReliabilityFrom EverandProcess Plant Equipment: Operation, Control, and ReliabilityRating: 5 out of 5 stars5/5 (1)
- Inune Exchangers: M I N E Exchanger (After Brown Fintube Koch International)Document30 pagesInune Exchangers: M I N E Exchanger (After Brown Fintube Koch International)Process EngineerNo ratings yet
- Vaccum DistillationDocument36 pagesVaccum Distillationquangquy91No ratings yet
- Shell and Tube Heat Exchangers Using Cooling WaterDocument20 pagesShell and Tube Heat Exchangers Using Cooling Waterjdgh1986No ratings yet
- Jig 4 SmallerAirportsJIG4 CHECK LISTDocument26 pagesJig 4 SmallerAirportsJIG4 CHECK LISTRazaNo ratings yet
- Steam Reformer HeatersDocument17 pagesSteam Reformer HeatersHassan HaiderNo ratings yet
- Main Fractionator Water Wash Systems PTQ REVAMPS 2006 PDFDocument5 pagesMain Fractionator Water Wash Systems PTQ REVAMPS 2006 PDFmajope1966No ratings yet
- 3DG-B32-00004 Crude & Vacuum UnitsDocument32 pages3DG-B32-00004 Crude & Vacuum UnitsCarlos0% (1)
- Calculation For Vacuum CondenserDocument0 pagesCalculation For Vacuum Condenserraden_aditiya39No ratings yet
- Fountain Hydraulic CalcDocument5 pagesFountain Hydraulic Calchamadaraby5760100% (1)
- Buffer & Barrier Fluids Plan 52Document4 pagesBuffer & Barrier Fluids Plan 52gatita_salemNo ratings yet
- Vacuum Tower DesignDocument136 pagesVacuum Tower DesignLuis Enrique Leyva Ovalle100% (1)
- FM200 Fire Suppression System: 1-1/2" BS 336 MaleDocument18 pagesFM200 Fire Suppression System: 1-1/2" BS 336 MaleSofiqNo ratings yet
- MDEADocument13 pagesMDEAAbdulla Alsowaidi100% (1)
- Guidelines For Fuel Gas Line Cleaning Using Compressed Air or NitrogenDocument74 pagesGuidelines For Fuel Gas Line Cleaning Using Compressed Air or NitrogenPriyabrat100% (1)
- Dynamic Analysis of Self Supported Steel Chimney As Per Indian StandardDocument81 pagesDynamic Analysis of Self Supported Steel Chimney As Per Indian StandardrodrigoperezsimoneNo ratings yet
- Crosby Handbook PDFDocument93 pagesCrosby Handbook PDFAsifNo ratings yet
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentFrom EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNo ratings yet
- Pelton WheelDocument4 pagesPelton WheelRyan MahoneyNo ratings yet
- Flooded CondensersDocument13 pagesFlooded Condensersstreamt100% (1)
- Advanced Distillation Technologies: Design, Control and ApplicationsFrom EverandAdvanced Distillation Technologies: Design, Control and ApplicationsNo ratings yet
- Steam Ejector TroubleshootingDocument6 pagesSteam Ejector Troubleshootingponnusj100% (1)
- Larson Oxygen ServiceDocument24 pagesLarson Oxygen ServicearrikanNo ratings yet
- 00 HVAC DatDocument52 pages00 HVAC DatSyed ShahbazNo ratings yet
- CEeNews2 04 PDFDocument6 pagesCEeNews2 04 PDFJohn AnthoniNo ratings yet
- Replacement of Reformed Gas Waste Heat Boiler at Ammonia Plant... !!!!! X 0Document12 pagesReplacement of Reformed Gas Waste Heat Boiler at Ammonia Plant... !!!!! X 0David PierreNo ratings yet
- Final HP Heater by Kerns MethodDocument5 pagesFinal HP Heater by Kerns Methodbb84sharmaNo ratings yet
- Significance of Debutanizer Reflux RatioDocument2 pagesSignificance of Debutanizer Reflux RatioMuhammadUsmanSaeedNo ratings yet
- High Emissivity CoatingDocument12 pagesHigh Emissivity CoatingĐoàn TrangNo ratings yet
- Ammonia AbsorptionDocument5 pagesAmmonia Absorptionfarzad100% (1)
- Column Internals Regarding-EnDocument44 pagesColumn Internals Regarding-Enmansih457100% (1)
- (Distillation) - Towers Malfunctions (Kister)Document22 pages(Distillation) - Towers Malfunctions (Kister)Ana Lua100% (1)
- Troubleshooting Shell-And-Tube Heat ExchangersDocument2 pagesTroubleshooting Shell-And-Tube Heat ExchangersForcus onNo ratings yet
- Deaerator LearnDocument26 pagesDeaerator Learnsopian320No ratings yet
- Film Temp Calculation For Thermic Fluid ApplicationDocument2 pagesFilm Temp Calculation For Thermic Fluid ApplicationmayurjannuNo ratings yet
- High-Pressure Fluid Phase Equilibria: Phenomenology and ComputationFrom EverandHigh-Pressure Fluid Phase Equilibria: Phenomenology and ComputationNo ratings yet
- Chapter 2Document149 pagesChapter 2zelalemniguse75% (4)
- Energy Systems Presentation MaterialDocument208 pagesEnergy Systems Presentation MaterialLuis Enrique Leyva OvalleNo ratings yet
- Heat Treatment Manual Nov 2010Document30 pagesHeat Treatment Manual Nov 2010Parthiban KarunaNo ratings yet
- Eurocodes ListDocument7 pagesEurocodes ListmayurjannuNo ratings yet
- Air Cooled ExchangerDocument4 pagesAir Cooled Exchangermayurjannu100% (1)
- Mist EliminatorDocument4 pagesMist Eliminatorhappale2002No ratings yet
- Daerator Sizing CalculationsDocument1 pageDaerator Sizing Calculationsmayurjannu50% (2)
- Pumping of Molten SulphurDocument36 pagesPumping of Molten Sulphursniperone1No ratings yet
- Main ColumnDocument19 pagesMain ColumnsemNo ratings yet
- P103e Gas Scrubbing PlantsDocument12 pagesP103e Gas Scrubbing PlantsAswad Ali100% (1)
- MOGAS Refining Valve Application GuideDocument28 pagesMOGAS Refining Valve Application Guidecristi_molinsNo ratings yet
- Centrifugal Pumps For Molten Sulphur Amp H2so4 ProductionDocument6 pagesCentrifugal Pumps For Molten Sulphur Amp H2so4 ProductionDavid Camilo Guerrero GonzalezNo ratings yet
- Run Clean With Dry Vacuum PumpsDocument10 pagesRun Clean With Dry Vacuum PumpsicingrockNo ratings yet
- Secondary Reformer Refractory - Dry - Out - OpDocument10 pagesSecondary Reformer Refractory - Dry - Out - OpAlfonso BlancoNo ratings yet
- Ejector PrincipleDocument13 pagesEjector Principlekhoshya7100% (1)
- Suc DrumsDocument6 pagesSuc DrumsrkoGear100% (1)
- IFP Materials PDFDocument38 pagesIFP Materials PDFProcess EngineerNo ratings yet
- IFP Materials PDFDocument52 pagesIFP Materials PDFProcess EngineerNo ratings yet
- Handbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7From EverandHandbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7No ratings yet
- Measurement of Gas Flow Iso 9300Document11 pagesMeasurement of Gas Flow Iso 9300sojin nath vadakkayilNo ratings yet
- Basic Parts of A BoilerDocument9 pagesBasic Parts of A Boilermessi107No ratings yet
- Buss SMS Canzler - Thin Film EvaporatorsDocument16 pagesBuss SMS Canzler - Thin Film EvaporatorsandreathomeNo ratings yet
- Efficient Vacuum DistillationDocument9 pagesEfficient Vacuum DistillationmishraenggNo ratings yet
- Feed Saturator PaperDocument21 pagesFeed Saturator PaperaliNo ratings yet
- Utilities Plant Description: Presented byDocument46 pagesUtilities Plant Description: Presented byAWAIS50% (2)
- Hydrogen Plant Steam-Hydrocarbon Reformer Glob AleDocument26 pagesHydrogen Plant Steam-Hydrocarbon Reformer Glob AleSalim YilmazNo ratings yet
- Engro Fertilizer ReportDocument46 pagesEngro Fertilizer ReportSher Muhammad100% (1)
- DEAERATORDocument5 pagesDEAERATORMonkeysee MangkiduNo ratings yet
- DesigningVacuumtower (VDU)Document26 pagesDesigningVacuumtower (VDU)Bilal KhanNo ratings yet
- All Heat Exchangers Are Not EqualDocument5 pagesAll Heat Exchangers Are Not EqualGesar GesarNo ratings yet
- Pipe Spacing CalculatorDocument9 pagesPipe Spacing CalculatorJuan Pablo ApazaNo ratings yet
- Catalogo de MotoresDocument96 pagesCatalogo de MotoresCristian SumiNo ratings yet
- Blow Down Tanks BrochureDocument4 pagesBlow Down Tanks BrochuremayurjannuNo ratings yet
- Application of Indian Boiler RegulationsDocument2 pagesApplication of Indian Boiler RegulationsmayurjannuNo ratings yet
- Pressure Temperature Enthalpy Flow Rate Heat Transfer Heat Balance in The ExchangerDocument1 pagePressure Temperature Enthalpy Flow Rate Heat Transfer Heat Balance in The ExchangermayurjannuNo ratings yet
- Desuperheater Boiler Feed Water RequirementDocument2 pagesDesuperheater Boiler Feed Water RequirementmayurjannuNo ratings yet
- 1172132997-Oe Combined Prds ValvesDocument21 pages1172132997-Oe Combined Prds ValvesmayurjannuNo ratings yet
- Akron Style 4826 NewDocument3 pagesAkron Style 4826 Newluisa fernanda ordoñez casasNo ratings yet
- Tutorial 4 Solution (Updated)Document7 pagesTutorial 4 Solution (Updated)Jayden Chan33% (3)
- Knapsack Sprayer: 16 LitresDocument2 pagesKnapsack Sprayer: 16 LitressubyNo ratings yet
- S7P1 - Drilling Hydraulics: MarkingDocument21 pagesS7P1 - Drilling Hydraulics: MarkingHunterNo ratings yet
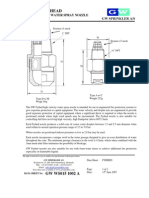
- GW Fyrhed Head: High Velocity Water Spray NozzleDocument2 pagesGW Fyrhed Head: High Velocity Water Spray NozzleCrystal FishNo ratings yet
- Updates To A Sequence of Fluids Lab Experiments For Mechanical Engineering Technology StudentsDocument27 pagesUpdates To A Sequence of Fluids Lab Experiments For Mechanical Engineering Technology StudentsMohd ZahiruddinNo ratings yet
- Me6404 Te Even QBDocument32 pagesMe6404 Te Even QBBala NarayanasamyNo ratings yet
- Clogging in Continuos Casting NozzleDocument21 pagesClogging in Continuos Casting Nozzlemiltone87No ratings yet
- Analysis of Multistage RocketsDocument31 pagesAnalysis of Multistage RocketsPrakhar JindalNo ratings yet
- HES5340 Fluid Mechanics 2, Lab 2 - COMPRESSIBLE FLOW (Converging-Diverging Duct Test) (Semester 2, 2012) by Stephen, P. Y. BongDocument26 pagesHES5340 Fluid Mechanics 2, Lab 2 - COMPRESSIBLE FLOW (Converging-Diverging Duct Test) (Semester 2, 2012) by Stephen, P. Y. BongStephenPYBong63% (8)
- Body Spray: Installation InstructionsDocument4 pagesBody Spray: Installation InstructionsBittuNo ratings yet
- Features:: - Pattern IdentificationDocument5 pagesFeatures:: - Pattern IdentificationmuralyyNo ratings yet
- Operating Instructions ERHARD NON SLAM Nozzle Check ValveDocument6 pagesOperating Instructions ERHARD NON SLAM Nozzle Check ValveAnand KPNo ratings yet
- High Speed AerodynamicsDocument37 pagesHigh Speed Aerodynamicsjoy todiNo ratings yet
- Super Spray UP3 Sheet PDFDocument2 pagesSuper Spray UP3 Sheet PDFAlex AstuhuamanNo ratings yet
- Engineering and Research CenterDocument48 pagesEngineering and Research CenterJerry PellerNo ratings yet
- The Wagner TipsDocument12 pagesThe Wagner Tipsihrodri100% (1)
- Bo Ride Nozzle CatalogDocument46 pagesBo Ride Nozzle CatalogsossieNo ratings yet
- Engro Fertilizer ReportDocument46 pagesEngro Fertilizer ReportSher Muhammad100% (1)
- Catalogo 2020 InglesDocument242 pagesCatalogo 2020 InglesSyl BlackNo ratings yet
- Design of A Small-Scaled de Laval Nozzle For IGLIS ExperimentDocument14 pagesDesign of A Small-Scaled de Laval Nozzle For IGLIS ExperimentBaileyMorganNo ratings yet