You might also like
- Western Union Tutorial 1Document5 pagesWestern Union Tutorial 1JaySiboNo ratings yet
- Duralumin Is An AlloyDocument3 pagesDuralumin Is An AlloyAlyssa Suzanne Tafalla100% (1)
- Thermochemical Processing of Biomass: Conversion into Fuels, Chemicals and PowerFrom EverandThermochemical Processing of Biomass: Conversion into Fuels, Chemicals and PowerNo ratings yet
- What Makes A MoatDocument5 pagesWhat Makes A MoatMohammed ShakilNo ratings yet
- Presentation On ShutteringDocument29 pagesPresentation On ShutteringMukul KumarNo ratings yet
- KP Astrology Shortcut MethodDocument3 pagesKP Astrology Shortcut MethodRaman Sharma100% (2)
- Athletic Footwear IndustryDocument42 pagesAthletic Footwear IndustrySupriya Gunthey RanadeNo ratings yet
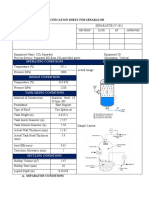
- Specification Sheet For Separator: Operating Conditions SketchDocument12 pagesSpecification Sheet For Separator: Operating Conditions SketchAngelikaOdimer100% (1)
- Featurewriting 141019014024 Conversion Gate01Document49 pagesFeaturewriting 141019014024 Conversion Gate01Philip Jayson L. LestojasNo ratings yet
- Difference Between Neurolinguistic and PsycholinguisticsDocument2 pagesDifference Between Neurolinguistic and PsycholinguisticsMariyam Nisar80% (5)
- Curve Dei ResiduiDocument14 pagesCurve Dei Residuirinalditommaso99No ratings yet
- IRJET Biodiesel Production Mediated by EDocument6 pagesIRJET Biodiesel Production Mediated by Eباقر صباح نوري-صباحيNo ratings yet
- Renewable Energy: Leyvison Rafael V. Da Conceiç Ao, Livia M. Carneiro, Domingos S. Giordani, Heizir F. de CastroDocument10 pagesRenewable Energy: Leyvison Rafael V. Da Conceiç Ao, Livia M. Carneiro, Domingos S. Giordani, Heizir F. de CastroFikka RuhaiyaNo ratings yet
- Candida 20%dose 28u.gDocument7 pagesCandida 20%dose 28u.goigenteNo ratings yet
- Kallynca Carvalho Dos Santos, Fabiane Hamerski, Fernando A. Pedersen Voll, Marcos L. CorazzaDocument10 pagesKallynca Carvalho Dos Santos, Fabiane Hamerski, Fernando A. Pedersen Voll, Marcos L. CorazzaAlexis MiguelNo ratings yet
- Journal 27 1Document7 pagesJournal 27 1Anonymous ywnxrejPNo ratings yet
- Energy Conversion and Management: Sumit H. Dhawane, Tarkeshwar Kumar, Gopinath HalderDocument11 pagesEnergy Conversion and Management: Sumit H. Dhawane, Tarkeshwar Kumar, Gopinath HalderDyuthi ThampanNo ratings yet
- 2016 likozar Transesterification of oil to biodiesel in a continuous tubular reactor with static mixers- Modelling reaction kinetics, mass transfer, scale-up and optimization considering fatty acid composition.pdfDocument11 pages2016 likozar Transesterification of oil to biodiesel in a continuous tubular reactor with static mixers- Modelling reaction kinetics, mass transfer, scale-up and optimization considering fatty acid composition.pdfTlaltenco FC PonyNo ratings yet
- Energy Conversion and Management: M.R. Avhad, M. Sánchez, A. Bouaid, M. Martínez, J. Aracil, J.M. MarchettiDocument10 pagesEnergy Conversion and Management: M.R. Avhad, M. Sánchez, A. Bouaid, M. Martínez, J. Aracil, J.M. MarchettiGivaldo Dos Santos AndradeNo ratings yet
- Processes 08 01289Document18 pagesProcesses 08 01289Beema Dewan T D - ECENo ratings yet
- Research ArticleDocument13 pagesResearch Articlekishore dasmunshiNo ratings yet
- Liao 2011Document7 pagesLiao 2011Teresa MataNo ratings yet
- Acidic Chitosan Membrane With Sulfosuccinic AcidDocument12 pagesAcidic Chitosan Membrane With Sulfosuccinic AcidputriNo ratings yet
- Ana RDC Paper Book NewDocument9 pagesAna RDC Paper Book NewChivanga BarrosNo ratings yet
- Paper 291172Document14 pagesPaper 291172kirandevi1981No ratings yet
- Biodiesel Production From Low FFA Waste Cooking Oil Using PDFDocument7 pagesBiodiesel Production From Low FFA Waste Cooking Oil Using PDFZata AmaliaNo ratings yet
- Energy Conversion and ManagementDocument9 pagesEnergy Conversion and ManagementSriArthiNo ratings yet
- 16 Renewable Energy Li CaODocument6 pages16 Renewable Energy Li CaOLAWRENCE JOHN BIHAGNo ratings yet
- Biodiesel From Batch and Continuous Oleic Acid Esterification Using Zeolite CatalystsDocument7 pagesBiodiesel From Batch and Continuous Oleic Acid Esterification Using Zeolite CatalystsArif HidayatNo ratings yet
- Pyrolysis of Water-In-Oil Emulsions and Vegetable Oils in The Presence of Methylcyclohexane, Analysed by GC / MsDocument7 pagesPyrolysis of Water-In-Oil Emulsions and Vegetable Oils in The Presence of Methylcyclohexane, Analysed by GC / MsAnonymous gF0DJW10yNo ratings yet
- Eduardo Jose Mendes de Paiva, Valeria Graeser, Fernando Wypych, Marcos L. CorazzaDocument8 pagesEduardo Jose Mendes de Paiva, Valeria Graeser, Fernando Wypych, Marcos L. CorazzaMahoo ShahNo ratings yet
- Design and Control of Thermally Coupled Reactive Distillation Sequence For Biodiesel ProductionDocument12 pagesDesign and Control of Thermally Coupled Reactive Distillation Sequence For Biodiesel Productionali abdulrahman al-ezziNo ratings yet
- Chemical Engineering and Processing - Process IntensificationDocument8 pagesChemical Engineering and Processing - Process Intensificationerisa mantapNo ratings yet
- Electro-Catalysis System For Biodiesel Synthesis From Palm Oil Over Dielectric-Barrier Discharge Plasma ReactorDocument10 pagesElectro-Catalysis System For Biodiesel Synthesis From Palm Oil Over Dielectric-Barrier Discharge Plasma ReactorppnNo ratings yet
- C F B P: Ontinuous LOW Iodiesel RoductionDocument8 pagesC F B P: Ontinuous LOW Iodiesel RoductionyohannesNo ratings yet
- Variables Affecting The in Situ Transesterification of Microalgae LipidsDocument8 pagesVariables Affecting The in Situ Transesterification of Microalgae LipidsNestor Armando Marin SolanoNo ratings yet
- Severson Et Al - Optimal Biodiesel Production Using Bioethanol Towards Process IntegrationDocument24 pagesSeverson Et Al - Optimal Biodiesel Production Using Bioethanol Towards Process IntegrationfksfjksjNo ratings yet
- Chen 2015Document6 pagesChen 2015Jonathan SoeNo ratings yet
- Paper 6Document7 pagesPaper 6Payam ParvasiNo ratings yet
- Nitrogen-Doped Carbon Dots in TransesterificationDocument12 pagesNitrogen-Doped Carbon Dots in TransesterificationAnnisa Tul MardhiahNo ratings yet
- Agirre2011 PDFDocument7 pagesAgirre2011 PDFAlan ConnorNo ratings yet
- Aspen HYSYS Simulation For Biodiesel Production FRDocument7 pagesAspen HYSYS Simulation For Biodiesel Production FRعزالدين حسنNo ratings yet
- Waste Oil OptDocument9 pagesWaste Oil Optsunitha098760No ratings yet
- Silica-Supported Tin Oxides As Heterogeneous Acid Catalysts For Transesterification of Soybean Oil With MethanolDocument7 pagesSilica-Supported Tin Oxides As Heterogeneous Acid Catalysts For Transesterification of Soybean Oil With MethanolSichem GuerreroNo ratings yet
- 1 s2.0 S0016236111000068 Main Microondas Cao TranseDocument5 pages1 s2.0 S0016236111000068 Main Microondas Cao TranseFernanda TorresNo ratings yet
- Lani - 2016 - Journal of Cleaner ProductionDocument9 pagesLani - 2016 - Journal of Cleaner ProductionAINA SAMNo ratings yet
- Comparative Kinetics of Transesterification For Biodiesel Production From Palm Oil and Mustard OilDocument9 pagesComparative Kinetics of Transesterification For Biodiesel Production From Palm Oil and Mustard OilIsabel Tacunan CastilloNo ratings yet
- Boyang Wang, Shufen Li, Songjiang Tian, Rihua Feng, Yonglu MengDocument6 pagesBoyang Wang, Shufen Li, Songjiang Tian, Rihua Feng, Yonglu MengHuệ KimNo ratings yet
- Esterification of Fatty Acids For Biodiesel in Thermally Coupled Distillation-Steady State Simulation StudyDocument4 pagesEsterification of Fatty Acids For Biodiesel in Thermally Coupled Distillation-Steady State Simulation Studyali abdulrahman al-ezziNo ratings yet
- Bioresource Technology: Yaohui Feng, Benqiao He, Yuhe Cao, Jianxin Li, Meng Liu, Feng Yan, Xiaoping LiangDocument4 pagesBioresource Technology: Yaohui Feng, Benqiao He, Yuhe Cao, Jianxin Li, Meng Liu, Feng Yan, Xiaoping LiangwandadwilestariNo ratings yet
- Simulation and Optimization ofDocument5 pagesSimulation and Optimization ofLorenzNo ratings yet
- Biodiesel Plant Optimisation Study by Using Aspen-HYSYS Process SimulatorDocument5 pagesBiodiesel Plant Optimisation Study by Using Aspen-HYSYS Process SimulatorBenignoNo ratings yet
- Chaudhary 2016Document12 pagesChaudhary 2016Vaibhav MoonNo ratings yet
- Synthesis of Fatty Acid Methyl Ester From Soybean Oil Using Electrolysis Enhanced by Treated Kaolinite As CatalystDocument4 pagesSynthesis of Fatty Acid Methyl Ester From Soybean Oil Using Electrolysis Enhanced by Treated Kaolinite As CatalystJagathisswary SateeNo ratings yet
- Energy Conversion and Management: Hu Pan, Hu Li, Heng Zhang, Anping Wang, Duo Jin, Song YangDocument11 pagesEnergy Conversion and Management: Hu Pan, Hu Li, Heng Zhang, Anping Wang, Duo Jin, Song YangjohnkirubaNo ratings yet
- Renewable Energy: SciencedirectDocument8 pagesRenewable Energy: SciencedirectVignesh WarNo ratings yet
- Mohadesi 2021Document9 pagesMohadesi 2021Helder LucenaNo ratings yet
- Alzuhair2007 PDFDocument10 pagesAlzuhair2007 PDFhcca20No ratings yet
- Ajala Et Al. (2021)Document17 pagesAjala Et Al. (2021)Alhassan I MohammedNo ratings yet
- (18994741 - Polish Journal of Chemical Technology) Simulation and Sensitivity Analysis For Biodiesel Production in A Reactive Distillation Column PDFDocument7 pages(18994741 - Polish Journal of Chemical Technology) Simulation and Sensitivity Analysis For Biodiesel Production in A Reactive Distillation Column PDFJason MaloneNo ratings yet
- Oss Proposal IntroductionDocument5 pagesOss Proposal IntroductionAbdullahi D. AbubakarNo ratings yet
- Jurnal 2Document9 pagesJurnal 2AFRIZANo ratings yet
- Non-Alcohol Route of Biodiesel Synthesis From Used Cooking Oil Using Immobilized Biocatalyst in Packed Bed ReactorDocument7 pagesNon-Alcohol Route of Biodiesel Synthesis From Used Cooking Oil Using Immobilized Biocatalyst in Packed Bed ReactorHeri HermansyahNo ratings yet
- I. Noshadi, N.A.S. Amin, Richard S. Parnas: Sciverse SciencedirectDocument9 pagesI. Noshadi, N.A.S. Amin, Richard S. Parnas: Sciverse SciencedirectKatherine Insuasty MartinezNo ratings yet
- Solid Catalyst in Esterification and Transesterification Reactions For Biodiesel Production: A ReviewDocument7 pagesSolid Catalyst in Esterification and Transesterification Reactions For Biodiesel Production: A ReviewMuhammad Husein HizbullahNo ratings yet
- Energy Conversion and Management: Dipesh S. Patle, Shivom Sharma, Z. Ahmad, G.P. RangaiahDocument12 pagesEnergy Conversion and Management: Dipesh S. Patle, Shivom Sharma, Z. Ahmad, G.P. RangaiahsamandondonNo ratings yet
- Prodcciond e Biodiesel A Partir de Aceites Conn Altos Contenidos de Grasas SaturadasDocument9 pagesProdcciond e Biodiesel A Partir de Aceites Conn Altos Contenidos de Grasas SaturadasNicolas LutkensNo ratings yet
- Biomass and Bioenergy: Aleksander Hykkerud, Jorge M. MarchettiDocument4 pagesBiomass and Bioenergy: Aleksander Hykkerud, Jorge M. MarchettiIris Bustamante PájaroNo ratings yet
- Mathematical modeling of biofuel synthesis and storageFrom EverandMathematical modeling of biofuel synthesis and storageNo ratings yet
- AbsorberDocument20 pagesAbsorberAngelikaOdimerNo ratings yet
- ELECTRON-TRANSPORT-CHAIN-STRYERDocument47 pagesELECTRON-TRANSPORT-CHAIN-STRYERAngelikaOdimerNo ratings yet
- Glycolysis-StryerDocument36 pagesGlycolysis-StryerAngelikaOdimerNo ratings yet
- Kreb-Cycle-StryerDocument34 pagesKreb-Cycle-StryerAngelikaOdimerNo ratings yet
- The Historian's ToolsDocument22 pagesThe Historian's ToolsAngelikaOdimerNo ratings yet
- Taj Distillation-Column T-201Document35 pagesTaj Distillation-Column T-201AngelikaOdimerNo ratings yet
- The Historian's ToolsDocument22 pagesThe Historian's ToolsAngelikaOdimerNo ratings yet
- AbsorberDocument20 pagesAbsorberAngelikaOdimerNo ratings yet
- Determination of Refractive Index of A Dispersing Triangular Prim For Spectroscopic ApplicationsDocument12 pagesDetermination of Refractive Index of A Dispersing Triangular Prim For Spectroscopic ApplicationsRonitNo ratings yet
- 2011 Volvo XC70 SpecsDocument4 pages2011 Volvo XC70 SpecssportutilityvehicleNo ratings yet
- American Safe Room: ASR-100-AV-NBC Safe Cell Installation and Operation ManualDocument19 pagesAmerican Safe Room: ASR-100-AV-NBC Safe Cell Installation and Operation ManualMurtaza HasanNo ratings yet
- Apticon Call For Papers - 27!04!2023Document4 pagesApticon Call For Papers - 27!04!2023Kamani KaushikbhaiNo ratings yet
- Quantitative ResearchDocument8 pagesQuantitative ResearchHaleema KhalidNo ratings yet
- Probability Distributions: - Dr. Niharika VermaDocument7 pagesProbability Distributions: - Dr. Niharika VermaRahul KumarNo ratings yet
- 01 Measurements - Practice 1Document3 pages01 Measurements - Practice 1Muhammad SamhanNo ratings yet
- Terjemahan HandbookDocument11 pagesTerjemahan HandbookNifa Ba'abudNo ratings yet
- Approaches in Environmental PsychologyDocument31 pagesApproaches in Environmental PsychologyInshrah MukhtarNo ratings yet
- Historical Background of Inclusive Education Development in The Nordic CountriesDocument8 pagesHistorical Background of Inclusive Education Development in The Nordic Countriesmaria.anhelaNo ratings yet
- Gua Sha Teacher Training Manual 04.06.2021Document150 pagesGua Sha Teacher Training Manual 04.06.2021ady.crocker1No ratings yet
- Toni Dismuke ResumeDocument2 pagesToni Dismuke Resumeapi-490924403No ratings yet
- Scba 1823222Document3 pagesScba 1823222hse DepartmentNo ratings yet
- 2017 Released Items Math g7crp3Document52 pages2017 Released Items Math g7crp3derek carlos lituanasNo ratings yet
- 60trans PDFDocument20 pages60trans PDFjucamenNo ratings yet
- Apsacs Online Support Program: Army Public Schools & Colleges System SecretariatDocument6 pagesApsacs Online Support Program: Army Public Schools & Colleges System SecretariatMuhammad IlyasNo ratings yet
- 81211M Position 05-2021 EngDocument19 pages81211M Position 05-2021 Engperop123No ratings yet
- Edgistify Company ProfileDocument9 pagesEdgistify Company ProfileANJALI AGARWAL Jaipuria JaipurNo ratings yet
- Tribology: Friction and Wear of Silicon Nitride Exposed To Moisture at High TemperaturesDocument16 pagesTribology: Friction and Wear of Silicon Nitride Exposed To Moisture at High Temperaturesmoney43No ratings yet
- BAHASA INGGRIS KELAS 7-Sem 2Document5 pagesBAHASA INGGRIS KELAS 7-Sem 2Tri SupatmiNo ratings yet
- FPSC@FPSC - Gov.pk: S. No. Roll No. Name (M/S) Domicile Documents RequiredDocument1 pageFPSC@FPSC - Gov.pk: S. No. Roll No. Name (M/S) Domicile Documents Requiredkamal62747No ratings yet
- Astm B 176-08Document4 pagesAstm B 176-08박준용No ratings yet