You might also like
- Sensors For Quality Control in Welding: Soldagem & Inspeção December 2011Document27 pagesSensors For Quality Control in Welding: Soldagem & Inspeção December 2011Mina RemonNo ratings yet
- Real-Time Seam Penetration Identification in Arc Welding Based On Fusion of Sound, Voltage and Spectrum SignalsDocument12 pagesReal-Time Seam Penetration Identification in Arc Welding Based On Fusion of Sound, Voltage and Spectrum Signalsgino andradeNo ratings yet
- Microphone J.ijmachtools.2003.10.016Document7 pagesMicrophone J.ijmachtools.2003.10.016Daniel CamachoNo ratings yet
- ECT Signal AnalysisDocument92 pagesECT Signal AnalysisMuhammad Noor Fadhli100% (8)
- WJ 1991 12 s339 PDFDocument14 pagesWJ 1991 12 s339 PDFShayla TaylorNo ratings yet
- An Acoustic Emission Technique For Crack Modes ClaDocument12 pagesAn Acoustic Emission Technique For Crack Modes ClaNhà Quê Ra TỉnhNo ratings yet
- Research Paper: Gowri Shankar WURITI, Somnath Chattopadhyaya, Grzegorz KROLCZYKDocument11 pagesResearch Paper: Gowri Shankar WURITI, Somnath Chattopadhyaya, Grzegorz KROLCZYKMalolan VasudevanNo ratings yet
- Acoustic Emission Data Analysis To EvaluDocument13 pagesAcoustic Emission Data Analysis To EvaluHridya LalNo ratings yet
- Gurzu Vlad NicolaeDocument3 pagesGurzu Vlad NicolaeSilviu-Razvan TosaNo ratings yet
- International Journal of Engineering Research and Development (IJERD)Document6 pagesInternational Journal of Engineering Research and Development (IJERD)IJERDNo ratings yet
- Endramawan 2018 IOP Conf. Ser. Mater. Sci. Eng. 306 012122Document10 pagesEndramawan 2018 IOP Conf. Ser. Mater. Sci. Eng. 306 012122mohammed zeeshanNo ratings yet
- Phased ArrayDocument13 pagesPhased ArrayCemal NergizNo ratings yet
- Relationship Between Geometric Welding Parameters and Optical-Acoustic Emissions From Electric Arc in GMAW-S ProcessDocument9 pagesRelationship Between Geometric Welding Parameters and Optical-Acoustic Emissions From Electric Arc in GMAW-S ProcessSreeharanNo ratings yet
- Detection of Discontinuities (GMAW)Document8 pagesDetection of Discontinuities (GMAW)maputNo ratings yet
- Ultrasonic Instrumentation For Measuring Applied Stress On BridgesDocument12 pagesUltrasonic Instrumentation For Measuring Applied Stress On BridgesCarmen SanchezNo ratings yet
- Qualification Process For Phased Array UT Using DNV RP-F118Document12 pagesQualification Process For Phased Array UT Using DNV RP-F118aztec20100% (1)
- A Brief Review: Acoustic Emission Method For Tool Wear Monitoring During TurningDocument9 pagesA Brief Review: Acoustic Emission Method For Tool Wear Monitoring During TurningM Vamshi KrrishnaNo ratings yet
- Primary Circuit Dynamic Resistance Monitoring and Its Application To Quality Estimation During Resistance Spot WeldingDocument8 pagesPrimary Circuit Dynamic Resistance Monitoring and Its Application To Quality Estimation During Resistance Spot Weldingbadboys123No ratings yet
- Use of Machine Learning Algorithms For Weld Quality Monitoring Using Acoustic SignatureDocument7 pagesUse of Machine Learning Algorithms For Weld Quality Monitoring Using Acoustic SignatureJegan SivaramanNo ratings yet
- Structural Health Monitoring in The Mainland of China: Review and Future TrendsDocument13 pagesStructural Health Monitoring in The Mainland of China: Review and Future TrendsVinhNguyenThanhNo ratings yet
- Monitoring and Mitigation of Sustained Localized Pitting CorrosionDocument92 pagesMonitoring and Mitigation of Sustained Localized Pitting CorrosionDaniele Di Benedetto100% (1)
- AE For Buried LPG TanksDocument8 pagesAE For Buried LPG TanksSaif EldinNo ratings yet
- 02 A 06 de Junho de 2003 / June 2 To 6 2003 Rio de Janeiro - RJ - BrasilDocument16 pages02 A 06 de Junho de 2003 / June 2 To 6 2003 Rio de Janeiro - RJ - Brasilfranklin84No ratings yet
- 121 Ultrasonic Testing of Copper WeldsDocument10 pages121 Ultrasonic Testing of Copper WeldsVikas DigheNo ratings yet
- P 131Document7 pagesP 131Marciel AmorimNo ratings yet
- Characterization of Fatigue Damage in 304l Steel by An Acoustic Emission MethodDocument10 pagesCharacterization of Fatigue Damage in 304l Steel by An Acoustic Emission MethodNAROO MASKNo ratings yet
- ECT Signal AnalysisDocument92 pagesECT Signal AnalysisReadersmoNo ratings yet
- 1 s2.0 S0963869518305942 MainDocument9 pages1 s2.0 S0963869518305942 MainAMAN NOHWALNo ratings yet
- Acoustic Emission in CNG Cylinder TestingDocument5 pagesAcoustic Emission in CNG Cylinder TestingCarlos MusellaNo ratings yet
- Pipeline Inspection With The High Resolution EMATDocument8 pagesPipeline Inspection With The High Resolution EMATedibertoNo ratings yet
- In-Process Detection of Weld Defects Using Laser-Based UltrasoundDocument12 pagesIn-Process Detection of Weld Defects Using Laser-Based UltrasoundvarshithaNo ratings yet
- Acoustic Testing For Shipping: IndustriesDocument5 pagesAcoustic Testing For Shipping: Industriesfarhan akhtarNo ratings yet
- A Review On Fault Diagnosis and Condition Monitoring of Gearboxes by Using AE TechniqueDocument15 pagesA Review On Fault Diagnosis and Condition Monitoring of Gearboxes by Using AE TechniqueMarthandeNo ratings yet
- Magnetic Particle InspectionDocument36 pagesMagnetic Particle InspectionEthem GüngörNo ratings yet
- Pec Basics v9 PDFDocument8 pagesPec Basics v9 PDFWayneNo ratings yet
- An Introduction To AET Reading 2004-01Document172 pagesAn Introduction To AET Reading 2004-01Charlie ChongNo ratings yet
- In-Process Detection of Weld Defects Using Laser-Based UltrasoundDocument12 pagesIn-Process Detection of Weld Defects Using Laser-Based UltrasoundYasar Arshad ShNo ratings yet
- Application of ACFM TechniqueDocument13 pagesApplication of ACFM Techniqueramakant9594No ratings yet
- A Study of Localized Corrosion Susceptibility of Different Alloys by Means of Electrochemical NoiDocument8 pagesA Study of Localized Corrosion Susceptibility of Different Alloys by Means of Electrochemical NoiMohamed KhirNo ratings yet
- Grabow Ska 2008Document13 pagesGrabow Ska 2008Thiago PereiraNo ratings yet
- Design and Validation of A Sensor Guided Control System For Robot Welding in ShipbuildingDocument16 pagesDesign and Validation of A Sensor Guided Control System For Robot Welding in ShipbuildingmustafaNo ratings yet
- Monitoring Erosion-Corrosion in Carbon Steel Elbow Using Acoustic Emission TechniqueDocument12 pagesMonitoring Erosion-Corrosion in Carbon Steel Elbow Using Acoustic Emission TechniqueGonzalo TelleríaNo ratings yet
- MFL Compendium 002Document59 pagesMFL Compendium 002kingston67% (3)
- Transmission Line Signature AnalysisDocument6 pagesTransmission Line Signature AnalysisLalit KumarNo ratings yet
- Online Corrosion Monitoring For DummiesDocument0 pagesOnline Corrosion Monitoring For DummiesDimas Aldiantono100% (1)
- The Influence of Shielding Gas in Hybrid LASER-MIG WeldingDocument4 pagesThe Influence of Shielding Gas in Hybrid LASER-MIG Weldingnestor leonardonNo ratings yet
- Acoustic Methods in Real-Time Welding Process Monitoring: Application and Future Potential AdvancementDocument18 pagesAcoustic Methods in Real-Time Welding Process Monitoring: Application and Future Potential AdvancementMita HartiniNo ratings yet
- Monitoring Gas Metal Arc Welding Process by Using Audible Sound SignalDocument12 pagesMonitoring Gas Metal Arc Welding Process by Using Audible Sound SignalMaulana Mufti MuhammadNo ratings yet
- NDT Phased Array Ultrasonic TestingDocument54 pagesNDT Phased Array Ultrasonic TestingDeepak100% (2)
- Acoustic Emission Testing - 231130 - 142719Document3 pagesAcoustic Emission Testing - 231130 - 142719ST VANDECKANo ratings yet
- Acoustic Emission Weld Monitoring of Nuclear ComponentsDocument7 pagesAcoustic Emission Weld Monitoring of Nuclear ComponentsjudarangocaNo ratings yet
- Ultrasonic oDocument8 pagesUltrasonic oDiego Alfonso Godoy PerezNo ratings yet
- AUT For Pipeline Girth Welds 2nd Edition - SampleDocument4 pagesAUT For Pipeline Girth Welds 2nd Edition - SampleMarciel AmorimNo ratings yet
- Astm E2700 20Document7 pagesAstm E2700 20Mohamed AboelkhierNo ratings yet
- IOSRJEN (WWW - Iosrjen.org) IOSR Journal of EngineeringDocument4 pagesIOSRJEN (WWW - Iosrjen.org) IOSR Journal of EngineeringIOSRJEN : hard copy, certificates, Call for Papers 2013, publishing of journalNo ratings yet
- Bayard-Alpert Ionization GaugesDocument52 pagesBayard-Alpert Ionization GaugesbaltazarmeNo ratings yet
- Time-Domain Analysis of Resonant Acoustic Nonlinearity Arising From Cracks in Multilayer Ceramic CapacitorsDocument11 pagesTime-Domain Analysis of Resonant Acoustic Nonlinearity Arising From Cracks in Multilayer Ceramic CapacitorsGerald See TohNo ratings yet
- Applied Metrology for Manufacturing EngineeringFrom EverandApplied Metrology for Manufacturing EngineeringRating: 5 out of 5 stars5/5 (1)
- Power Electronics Applied to Industrial Systems and Transports, Volume 4: Electromagnetic CompatibilityFrom EverandPower Electronics Applied to Industrial Systems and Transports, Volume 4: Electromagnetic CompatibilityNo ratings yet
- Engineering Surveying: Theory and Examination Problems for StudentsFrom EverandEngineering Surveying: Theory and Examination Problems for StudentsRating: 4.5 out of 5 stars4.5/5 (8)
- Comparison of Properties of Hardfaced Layers Made by A Metal-Core-Covered Tubular Electrode With A Special Chemical CompositionDocument26 pagesComparison of Properties of Hardfaced Layers Made by A Metal-Core-Covered Tubular Electrode With A Special Chemical CompositionBurag HamparyanNo ratings yet
- Us 3554792Document9 pagesUs 3554792Burag HamparyanNo ratings yet
- Control of Diffusible Weld Metal HydrogenDocument68 pagesControl of Diffusible Weld Metal HydrogenBurag HamparyanNo ratings yet
- James Alfred Jones PDFDocument216 pagesJames Alfred Jones PDFBurag HamparyanNo ratings yet
- Chromium-Free Hardfacing Welding ConsumableDocument15 pagesChromium-Free Hardfacing Welding ConsumableBurag HamparyanNo ratings yet
- Mixture DesingDocument8 pagesMixture DesingBurag HamparyanNo ratings yet
- Research On The Properties of High Chromium Cast Iron HF BT Tubular ElectrodesDocument5 pagesResearch On The Properties of High Chromium Cast Iron HF BT Tubular ElectrodesBurag HamparyanNo ratings yet
- Sodium and Potassium Silicates Brochure Eng Oct 2004 PDFDocument16 pagesSodium and Potassium Silicates Brochure Eng Oct 2004 PDFandrei12320003181No ratings yet
- Application of Elemental Analyzers in Welding Research - GÜZEL OKUNMALI YAPILMALIDocument21 pagesApplication of Elemental Analyzers in Welding Research - GÜZEL OKUNMALI YAPILMALIBurag HamparyanNo ratings yet
- Academy Nov 2010 Cement Mining Mr. HeinemannDocument13 pagesAcademy Nov 2010 Cement Mining Mr. HeinemannBurag HamparyanNo ratings yet
- SiO2 and CaF2 Behavior During Shielded Metal Arc Welding and Their Effect On Slag Detachability of The CaO-CaF2-SiO2 Type ENiCrFe-7 Covered ElectrodeDocument14 pagesSiO2 and CaF2 Behavior During Shielded Metal Arc Welding and Their Effect On Slag Detachability of The CaO-CaF2-SiO2 Type ENiCrFe-7 Covered ElectrodeBurag HamparyanNo ratings yet
- Some Studies On P91 Steel and Their WeldmentsDocument112 pagesSome Studies On P91 Steel and Their WeldmentsBurag HamparyanNo ratings yet
- Undermatching Butt Weld in High Strenght Steel - ThesisDocument109 pagesUndermatching Butt Weld in High Strenght Steel - ThesisBurag HamparyanNo ratings yet
- Practical Reduction of Manganese OxideDocument2 pagesPractical Reduction of Manganese OxideBurag HamparyanNo ratings yet
- Peculiarities of Thermal Dissociation of Oxides During Submerged Arc WeldingDocument8 pagesPeculiarities of Thermal Dissociation of Oxides During Submerged Arc WeldingBurag HamparyanNo ratings yet
- Properties, Operational Behaviour and Diffusible Hydrogen in Weld Metal From Electrodes of The Types ANSIAWS A5.1-91 E6013 and E7024Document24 pagesProperties, Operational Behaviour and Diffusible Hydrogen in Weld Metal From Electrodes of The Types ANSIAWS A5.1-91 E6013 and E7024Burag HamparyanNo ratings yet
- Quality of The Seam in Welding Under Flux by Means of Barium-Strontium CarbonatiteDocument5 pagesQuality of The Seam in Welding Under Flux by Means of Barium-Strontium CarbonatiteBurag HamparyanNo ratings yet
- Measurement of Agglomerate Strength Distributions in AgglomeratedDocument170 pagesMeasurement of Agglomerate Strength Distributions in AgglomeratedBurag HamparyanNo ratings yet
- Slag Metal Reactions in Binary CaF2-Metal Ozide Welding FluxesDocument4 pagesSlag Metal Reactions in Binary CaF2-Metal Ozide Welding FluxesBurag HamparyanNo ratings yet
- Experimental and Analytical Investigation of Thermal Parameters PDFDocument7 pagesExperimental and Analytical Investigation of Thermal Parameters PDFBurag HamparyanNo ratings yet
- Peculiarities of Thermal Dissociation of Oxides During Submerged Arc WeldingDocument8 pagesPeculiarities of Thermal Dissociation of Oxides During Submerged Arc WeldingBurag HamparyanNo ratings yet
- Process For The Passivation of FerrosiliconDocument4 pagesProcess For The Passivation of FerrosiliconBurag HamparyanNo ratings yet
- Sodium and Potassium Silicates Brochure Eng Oct 2004 PDFDocument16 pagesSodium and Potassium Silicates Brochure Eng Oct 2004 PDFandrei12320003181No ratings yet
- Effect of Submerged Arc Welding Flux Component On Softening Temperature PDFDocument4 pagesEffect of Submerged Arc Welding Flux Component On Softening Temperature PDFBurag HamparyanNo ratings yet
- Effect of Structure On Strength of Agglomerates Using Distinct Element Method PDFDocument4 pagesEffect of Structure On Strength of Agglomerates Using Distinct Element Method PDFBurag HamparyanNo ratings yet
- Effect of FeOt Content and CaO-SiO2 Ratio On Hydrogen Dissolution in CaF2 CaO SiO2 Based Welding Fluxes PDFDocument8 pagesEffect of FeOt Content and CaO-SiO2 Ratio On Hydrogen Dissolution in CaF2 CaO SiO2 Based Welding Fluxes PDFBurag HamparyanNo ratings yet
- Electrode For Stainless PDFDocument10 pagesElectrode For Stainless PDFBurag HamparyanNo ratings yet
- Electrode For Stainless PDFDocument10 pagesElectrode For Stainless PDFBurag HamparyanNo ratings yet
- Chemical Reactions and Metal Flow in WeldingDocument40 pagesChemical Reactions and Metal Flow in WeldingJim GrayNo ratings yet
- Effect of MnO To Hydrogen Dissolution in CaF CaO SiO2 Based Welding Type Fluxes PDFDocument7 pagesEffect of MnO To Hydrogen Dissolution in CaF CaO SiO2 Based Welding Type Fluxes PDFBurag HamparyanNo ratings yet
- Inclusions in MagnesiumDocument18 pagesInclusions in MagnesiumThalia HerreraNo ratings yet
- Working Programm in Physics For Grades 7-9 Basic LevelDocument25 pagesWorking Programm in Physics For Grades 7-9 Basic Levelphysics worldNo ratings yet
- CHAPTER 8 - Lecture NotesDocument68 pagesCHAPTER 8 - Lecture NotesAlex100% (1)
- 2.3 Developments Leading To The Bohr'S Model of AtomDocument29 pages2.3 Developments Leading To The Bohr'S Model of AtomAbijithGamer123No ratings yet
- NMR and EsrDocument52 pagesNMR and EsrSenthil Sethu FvfcNo ratings yet
- Atomic Structure ChemistryDocument143 pagesAtomic Structure ChemistryYoshitha Kuntumalla100% (1)
- Measurement of Caffeine in Coffee Beans With UV/Vis SpectrometerDocument7 pagesMeasurement of Caffeine in Coffee Beans With UV/Vis SpectrometerXandra SamsonNo ratings yet
- Silver Nanoparticles DataDocument6 pagesSilver Nanoparticles DataSanwithz SittiNo ratings yet
- Study of The Thermochemical and Mechanical Properties of Laterite Bricks Stabilised With CementsDocument15 pagesStudy of The Thermochemical and Mechanical Properties of Laterite Bricks Stabilised With CementsIJAR JOURNALNo ratings yet
- 3 Rotational Spectroscopy1Document19 pages3 Rotational Spectroscopy1Omprakash LatiyalNo ratings yet
- Anal Chem Practice-1 - KeyDocument24 pagesAnal Chem Practice-1 - KeyARLIE JAY DACION100% (1)
- Questions On SpectrosDocument2 pagesQuestions On SpectrosAshish KumarNo ratings yet
- Dennis Shay CV 2013Document6 pagesDennis Shay CV 2013dpshayNo ratings yet
- EXPERIMENT 3: AAS Determination of Calcium in Commercial Supplement TabletsDocument11 pagesEXPERIMENT 3: AAS Determination of Calcium in Commercial Supplement Tabletsdjambulaziz100% (3)
- Flame PhotometryDocument4 pagesFlame Photometryshushmitha baiNo ratings yet
- Electron Impact Ionization (EI)Document3 pagesElectron Impact Ionization (EI)محمد ازواديNo ratings yet
- June 2018 QP - Paper 2 OCR (B) Chemistry A-Level PDFDocument20 pagesJune 2018 QP - Paper 2 OCR (B) Chemistry A-Level PDFYT ChongNo ratings yet
- A Practical Guide To Improving Steel Manufacturing Processes and Production MethodsDocument31 pagesA Practical Guide To Improving Steel Manufacturing Processes and Production MethodsJunaid AliNo ratings yet
- 5.2 Teacher's Notes QDocument19 pages5.2 Teacher's Notes QCormac WhiteNo ratings yet
- HielscheriteDocument21 pagesHielscheriteAbi MansyahNo ratings yet
- 12345Document1 page12345Praveen KumarNo ratings yet
- Bioburden in Chronic WoundDocument24 pagesBioburden in Chronic Woundeva arna abrarNo ratings yet
- 1 s2.0 001793108490262X MainDocument18 pages1 s2.0 001793108490262X MainReza KH100% (1)
- Exp 6 413 MatsebeDocument16 pagesExp 6 413 MatsebeoarabileNo ratings yet
- Thesis - S.UDHAYAKUMAR FinalDocument41 pagesThesis - S.UDHAYAKUMAR FinalMuthuraman ArNo ratings yet
- Claudia - Gavrilescu - XRAY Technology PDFDocument51 pagesClaudia - Gavrilescu - XRAY Technology PDFdangthNo ratings yet
- Introductory Chapter Infrared Spectroscopy - A SynDocument11 pagesIntroductory Chapter Infrared Spectroscopy - A SynJoão VictorNo ratings yet
- Index - 8.8 Eu PharmDocument56 pagesIndex - 8.8 Eu PharmAnonymous iOYpj92No ratings yet
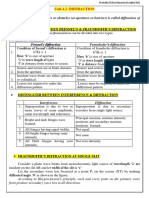
- Light.: Bending of Light at Any Edges or Obstacles (Or Apertures or Barriers) Is Called Diffraction ofDocument7 pagesLight.: Bending of Light at Any Edges or Obstacles (Or Apertures or Barriers) Is Called Diffraction ofĐarling DineshNo ratings yet
- Paper 1Document4 pagesPaper 1Jse Gabriel Ruiz PerezNo ratings yet