You might also like
- Integrity Management With S-RBI: Using The w-IMS ToolDocument28 pagesIntegrity Management With S-RBI: Using The w-IMS ToolHari ShNo ratings yet
- Linings For Sulphur Storage TanksDocument3 pagesLinings For Sulphur Storage TanksGuru Raja Ragavendran NagarajanNo ratings yet
- AWT Standards For Corrosion RatesDocument2 pagesAWT Standards For Corrosion RatesAbdul MunirNo ratings yet
- Corrosion Test PiecesDocument23 pagesCorrosion Test PiecesGijoNo ratings yet
- How Corrosion Happens in Oil and Gas IndustryDocument6 pagesHow Corrosion Happens in Oil and Gas Industrysurekha surekhaNo ratings yet
- Corrosion Loop - Wikipedia PDFDocument10 pagesCorrosion Loop - Wikipedia PDFEndhy Wisnu NovindraNo ratings yet
- 6 Reasons Why Mechanical Seals FailDocument3 pages6 Reasons Why Mechanical Seals Failgustavo rivaroliNo ratings yet
- Stainless Steels Written ReportDocument13 pagesStainless Steels Written ReportSteve manicsicNo ratings yet
- D/Stream Pipeline Corrosion Defects & Remedy: Pipeline & Storage Tanks Integrity Assessment WorkshopDocument45 pagesD/Stream Pipeline Corrosion Defects & Remedy: Pipeline & Storage Tanks Integrity Assessment Workshopshakirhamid6687No ratings yet
- Shell Corrosion Under InsulationDocument16 pagesShell Corrosion Under InsulationDavide CongiuNo ratings yet
- Complete Report Rla SWCC Ksa Phase 1 Unit5boilerDocument149 pagesComplete Report Rla SWCC Ksa Phase 1 Unit5boilerWaseem ArshadNo ratings yet
- Microbial-Influenced Corrosion (MIC) On An 18 In. API 5L X52 TrunklineDocument9 pagesMicrobial-Influenced Corrosion (MIC) On An 18 In. API 5L X52 TrunklinePiranha TourniquetNo ratings yet
- Remaining Life Assessment - PJB Services PDFDocument1 pageRemaining Life Assessment - PJB Services PDFbobyNo ratings yet
- Corrosion Inhibitors For Reinforced ConcreteDocument25 pagesCorrosion Inhibitors For Reinforced ConcreteVENKATESHNo ratings yet
- Systematic CUI Inspection Plan for Process PlantsDocument6 pagesSystematic CUI Inspection Plan for Process PlantsMohamed SamyNo ratings yet
- CRAHF Weld OverlayDocument2 pagesCRAHF Weld OverlayGogulu KumarNo ratings yet
- How To Perform A Damage Mechanism ReviewDocument4 pagesHow To Perform A Damage Mechanism ReviewianharNo ratings yet
- PEC corrosion monitoringDocument4 pagesPEC corrosion monitoringmahesh070No ratings yet
- FfsDocument2 pagesFfsKmt_AeNo ratings yet
- Corrosion Under Insulation PP PDFDocument36 pagesCorrosion Under Insulation PP PDFravi00098No ratings yet
- Keyword For API 580 PDFDocument9 pagesKeyword For API 580 PDFRaymundo ACNo ratings yet
- Crack Detection (PII)Document6 pagesCrack Detection (PII)Sh EnriqNo ratings yet
- CLSCC LiteratureDocument62 pagesCLSCC LiteratureNakarin PotidokmaiNo ratings yet
- Asset Integrity Management A Complete Guide - 2020 EditionFrom EverandAsset Integrity Management A Complete Guide - 2020 EditionNo ratings yet
- Duplex World 2016 Advance Seminar ProgramDocument8 pagesDuplex World 2016 Advance Seminar ProgrambookppNo ratings yet
- Preventing Htha Failures With The Buckeye ModelDocument2 pagesPreventing Htha Failures With The Buckeye ModelBangkit WidayatNo ratings yet
- Refinery Piping Corrosion Case Study: Steam Tracing Causing Caustic GougingDocument4 pagesRefinery Piping Corrosion Case Study: Steam Tracing Causing Caustic Gouginganaswara santhoshNo ratings yet
- Case Study - Knockout DrumDocument2 pagesCase Study - Knockout DrumAshfaq AnwerNo ratings yet
- Corrosion Survey - Maintenance Painting ProjectDocument8 pagesCorrosion Survey - Maintenance Painting ProjectAmit NimbalkarNo ratings yet
- Corrosion Probe TypeDocument26 pagesCorrosion Probe TypeFirman MuttaqinNo ratings yet
- Method of Corrosion MappingDocument14 pagesMethod of Corrosion MappingNur Abdillah SiddiqNo ratings yet
- Monolithic Insulating JointsDocument5 pagesMonolithic Insulating JointsTran Thanh TungNo ratings yet
- Materials Used in Process PlantsDocument8 pagesMaterials Used in Process PlantsEhtisham AndrAbiNo ratings yet
- Sabp W 002Document7 pagesSabp W 002zoopladoNo ratings yet
- Bha RaluDocument10 pagesBha RalujituNo ratings yet
- Corrosion Study Process GuideDocument5 pagesCorrosion Study Process GuideahmadlieNo ratings yet
- SOW - Internal Corrosion Monitoring.Document8 pagesSOW - Internal Corrosion Monitoring.Chukwuma Emmanuel Onwufuju50% (2)
- Flexpipe PDS FlexCord EnglishDocument2 pagesFlexpipe PDS FlexCord EnglishpsycopaulNo ratings yet
- MM MM - 15 15 - 015: 015: MM MM - 15 15 - 015: 015:: Heat Treatment Heat Treatment Heat Treatment Heat TreatmentDocument395 pagesMM MM - 15 15 - 015: 015: MM MM - 15 15 - 015: 015:: Heat Treatment Heat Treatment Heat Treatment Heat TreatmentShuvoVattNo ratings yet
- 04 - Sundaramoorthy - LAB - RLADocument56 pages04 - Sundaramoorthy - LAB - RLADSGNo ratings yet
- GasketsDocument20 pagesGasketsParthiban NagarajanNo ratings yet
- Corrosion Protection in Amine Treating Units PDFDocument12 pagesCorrosion Protection in Amine Treating Units PDFMubeenNo ratings yet
- Inspection, Maintenance and Testing of Fired HeatersDocument27 pagesInspection, Maintenance and Testing of Fired HeatersVicente Regulez FernandezNo ratings yet
- 06189G FrontmatterDocument11 pages06189G FrontmatterEd Marti100% (1)
- ASTM Pipe Schedule DimensionsDocument5 pagesASTM Pipe Schedule DimensionshemnNo ratings yet
- Failure Analysis and Creep Remaining Life of Hydrogen Reformer Outlet Pigtail TubesDocument12 pagesFailure Analysis and Creep Remaining Life of Hydrogen Reformer Outlet Pigtail TubesAndrea CalderaNo ratings yet
- Integrated Approach RLA of Reformer Tubes NDT (ARTiS) PDFDocument8 pagesIntegrated Approach RLA of Reformer Tubes NDT (ARTiS) PDFSatya RaoNo ratings yet
- Pipeline Pigs What Is A Pipeline Pig?Document11 pagesPipeline Pigs What Is A Pipeline Pig?Vicente GLNo ratings yet
- Corr AccDocument100 pagesCorr AccNaveen KumarNo ratings yet
- Revised Risk-Informed Inservice Inspection Evaluation ProcedureDocument244 pagesRevised Risk-Informed Inservice Inspection Evaluation ProcedureDanie-ElsNo ratings yet
- Welded Steel Tanks For Oil StorageDocument43 pagesWelded Steel Tanks For Oil StorageAluosh AluoshNo ratings yet
- Asset Intelligence Report: A Primer On Corrosion Under Insulation (CUI)Document5 pagesAsset Intelligence Report: A Primer On Corrosion Under Insulation (CUI)dzamir203No ratings yet
- Implementation of IOWs at Ammonia Manufacturing Plant 1 PDFDocument12 pagesImplementation of IOWs at Ammonia Manufacturing Plant 1 PDFdunejalNo ratings yet
- Fly Ash Literature ReviewDocument7 pagesFly Ash Literature Reviewgw11pm8h100% (1)
- Panki Thermal Power Plant Fly Ash RemediationDocument4 pagesPanki Thermal Power Plant Fly Ash RemediationAhmed S. El DenNo ratings yet
- 6 ShektarDocument8 pages6 ShektarAli SherNo ratings yet
- Advances in Colloid and Interface Science: M. AhmaruzzamanDocument24 pagesAdvances in Colloid and Interface Science: M. AhmaruzzamanAnonymous gAzY9zHjfUNo ratings yet
- Oil Uptake Properties of Fried Batters From Rice FlourDocument5 pagesOil Uptake Properties of Fried Batters From Rice FlourAna María TorresNo ratings yet
- Liver Function Tests: Clinical Chemistry 2 LaboratoryDocument25 pagesLiver Function Tests: Clinical Chemistry 2 LaboratoryMarie Bernadette DigoNo ratings yet
- IGCSE Chemistry Definitions ASDocument7 pagesIGCSE Chemistry Definitions ASShamima Begum Ali100% (1)
- Kinetics and Mechanisms POGILDocument6 pagesKinetics and Mechanisms POGILElainaNo ratings yet
- Shree Vasishtha VidhyalayaDocument14 pagesShree Vasishtha VidhyalayaHetvi PatelNo ratings yet
- Evaluation of Laboratory Reactors: Shivani Me-Che 2018Document10 pagesEvaluation of Laboratory Reactors: Shivani Me-Che 2018Shivani sumanNo ratings yet
- Ca141 Cone 5 6 Glazes 2 SampleDocument21 pagesCa141 Cone 5 6 Glazes 2 SampleАндрей СNo ratings yet
- Coordination CompoundsDocument5 pagesCoordination CompoundsKehkasha BanoNo ratings yet
- 3 Isomerism Lect 3Document19 pages3 Isomerism Lect 3kimone18No ratings yet
- Virtual Lab. Calculating Molarity Part 1Document2 pagesVirtual Lab. Calculating Molarity Part 1DomNo ratings yet
- Journal of Clinical and Experimental PharmacologyDocument13 pagesJournal of Clinical and Experimental PharmacologyCodruta Sandi100% (1)
- Titanium IV OxideDocument8 pagesTitanium IV OxideFransiscus Xaverius Patrick RustanNo ratings yet
- An Experimental Study On Operating Conditions of 2 Ethylhexanol Operating ProcessDocument30 pagesAn Experimental Study On Operating Conditions of 2 Ethylhexanol Operating ProcessShay BlueNo ratings yet
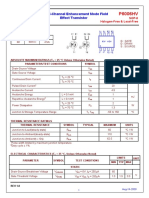
- P6006HV Niko-Sem: Dual N-Channel Enhancement Mode Field Effect TransistorDocument6 pagesP6006HV Niko-Sem: Dual N-Channel Enhancement Mode Field Effect TransistorfaberjetNo ratings yet
- Organometallic Offline Test SeriesDocument21 pagesOrganometallic Offline Test SeriesLuCaNo ratings yet
- Allcell 24v EbikeDocument1 pageAllcell 24v EbikeNazar Al-KhayatNo ratings yet
- Research On Copper Electroplating Technology For High Density TSV FillingDocument3 pagesResearch On Copper Electroplating Technology For High Density TSV FillingIvan HuNo ratings yet
- Drywood Termite Tech Bulletin 0921Document4 pagesDrywood Termite Tech Bulletin 0921DanNo ratings yet
- Arabian International Industries - CatalogueDocument20 pagesArabian International Industries - Catalogueajase71No ratings yet
- Mechanism of The Oxidation of Alcohols by Oxoammonium CationsDocument6 pagesMechanism of The Oxidation of Alcohols by Oxoammonium CationsFercho Rojas RamosNo ratings yet
- LigasesDocument7 pagesLigasesSuraj PatilNo ratings yet
- AtomicStructureBasicConceptsofChemistry PDFDocument64 pagesAtomicStructureBasicConceptsofChemistry PDFSandhya PashamNo ratings yet
- Revision Class XI Half Yearly Exams 2023 ChemistryDocument26 pagesRevision Class XI Half Yearly Exams 2023 ChemistryAaditya sharmaNo ratings yet
- JEE Time Saver Course Planner FinalDocument24 pagesJEE Time Saver Course Planner FinalSadhak JainNo ratings yet
- Mastering Chemistry: - Topic 3 MetalsDocument52 pagesMastering Chemistry: - Topic 3 MetalsVanessa YiuNo ratings yet
- Science 9 - Q2 - Mod3 - IONS-HOW-ARE-THEY-FORMED - VerFinalDocument23 pagesScience 9 - Q2 - Mod3 - IONS-HOW-ARE-THEY-FORMED - VerFinalAbel Emmanuel Solitario CabralesNo ratings yet
- Half Yearly Paper Class Xi ChemistryDocument5 pagesHalf Yearly Paper Class Xi ChemistryNeelotpal TripathiNo ratings yet
- Development of A Novel Solid-State PH Sensor BasedDocument5 pagesDevelopment of A Novel Solid-State PH Sensor BasedSiesta HotaruNo ratings yet
- Liye - Info Duplex Families and Applications A Review Part Stainless Steel World PR - PDFDocument4 pagesLiye - Info Duplex Families and Applications A Review Part Stainless Steel World PR - PDFNicollasNo ratings yet
- Edexcel Chemistry A-level Topic 7 Modern Analytical Techniques I FlashcardsDocument53 pagesEdexcel Chemistry A-level Topic 7 Modern Analytical Techniques I FlashcardsInmaculada Esperanza Ortega LozanoNo ratings yet