You might also like
- PLC Projects ListDocument5 pagesPLC Projects ListEngr Amjad Atique KhattakNo ratings yet
- PLC Programming from Novice to Professional: Learn PLC Programming with Training VideosFrom EverandPLC Programming from Novice to Professional: Learn PLC Programming with Training VideosRating: 5 out of 5 stars5/5 (1)
- PLC Programming Using SIMATIC MANAGER for Beginners: With Basic Concepts of Ladder Logic ProgrammingFrom EverandPLC Programming Using SIMATIC MANAGER for Beginners: With Basic Concepts of Ladder Logic ProgrammingRating: 4 out of 5 stars4/5 (1)
- PLC FatekDocument36 pagesPLC FatekM7mud M7mdNo ratings yet
- Calog ManualDocument34 pagesCalog Manualpatitay036817No ratings yet
- Basic Steps in PLC ProgrammingDocument5 pagesBasic Steps in PLC ProgrammingHumaid ShaikhNo ratings yet
- Content: Conditions Adhesion Strength Rolling Ball Shear Adhesion Carton Test Breaking LoadDocument12 pagesContent: Conditions Adhesion Strength Rolling Ball Shear Adhesion Carton Test Breaking LoadJayant Kumar JhaNo ratings yet
- Air Leak TestingDocument5 pagesAir Leak Testingkusdiyanta67% (3)
- InCamera Magazine - KodakDocument48 pagesInCamera Magazine - KodakMarius G.MihalacheNo ratings yet
- PLC Solution BookDocument49 pagesPLC Solution BookJagadeesh Rajamanickam71% (14)
- Chapter 4 - PLC ProgrammingDocument75 pagesChapter 4 - PLC ProgrammingYazid Ismail0% (1)
- PLC Programming Using RSLogix 500 & Industrial Applications: Learn ladder logic step by step with real-world applicationsFrom EverandPLC Programming Using RSLogix 500 & Industrial Applications: Learn ladder logic step by step with real-world applicationsRating: 5 out of 5 stars5/5 (1)
- GT Designer 3 Manual (Unlockplc - Com)Document1,316 pagesGT Designer 3 Manual (Unlockplc - Com)Unlock PLC100% (1)
- A PLC System: CPU Module (Left) and An I/O Rack (Right) (Allen Bradley PLC-5)Document61 pagesA PLC System: CPU Module (Left) and An I/O Rack (Right) (Allen Bradley PLC-5)Muhammad Zaka100% (2)
- Ai 230 PLCDocument110 pagesAi 230 PLCkashinathNo ratings yet
- PLC Programming Course3Document12 pagesPLC Programming Course3Joseph Zeaiter100% (1)
- PLC 2012Document108 pagesPLC 2012Qais Alsafasfeh100% (2)
- Example of PLC Program PDFDocument2 pagesExample of PLC Program PDFMia0% (1)
- Basic PLCDocument77 pagesBasic PLCFirdaus Ali50% (2)
- Mikroelektronika Books Introduction To PLC ControllersDocument157 pagesMikroelektronika Books Introduction To PLC ControllersemylangamNo ratings yet
- SFC ST Presentation1Document51 pagesSFC ST Presentation1Jose Alberto Herrera OgazNo ratings yet
- Function BlocksDocument43 pagesFunction BlocksAamir Ahmed Ali SalihNo ratings yet
- Beginner - Guide PLC ControllerDocument255 pagesBeginner - Guide PLC ControllerLuís Ki-llahNo ratings yet
- PLC ExamplesDocument105 pagesPLC Examplestechknow leader50% (2)
- Programming in Siemens PlcsDocument9 pagesProgramming in Siemens Plcssaravan1891100% (1)
- PLC Hardware ComponentsDocument37 pagesPLC Hardware ComponentsPANDARAVEL KANNAN MNo ratings yet
- Siemens Basics of PLCDocument89 pagesSiemens Basics of PLCAlejandro Cortes Bolados100% (1)
- Ladder Logic: From Wikipedia, The Free EncyclopediaDocument6 pagesLadder Logic: From Wikipedia, The Free Encyclopediagmagi169337No ratings yet
- Introduction To PLC LadderDocument26 pagesIntroduction To PLC LadderHorvat Zoltán100% (2)
- PLC Guide PDFDocument5 pagesPLC Guide PDFJunior Olivares GomezNo ratings yet
- PLC Workshop 1-2 DayDocument119 pagesPLC Workshop 1-2 DayOwais Khan100% (2)
- PLC Practical ExercisesDocument587 pagesPLC Practical ExercisesMahmoud AbuzayedNo ratings yet
- PLC23 001B Introduction S7-200Document18 pagesPLC23 001B Introduction S7-200hassanaagib100% (1)
- Chapter 6 Developing Fundamental PLC Wiring Diagrams and Ladder Logic ProgramsDocument86 pagesChapter 6 Developing Fundamental PLC Wiring Diagrams and Ladder Logic Programsbob88% (8)
- PLCDocument13 pagesPLCNamitha JayadevNo ratings yet
- HMI and PLC Connecting GuideDocument262 pagesHMI and PLC Connecting Guideobi777100% (2)
- 4.ladder Logic ProgrammingDocument19 pages4.ladder Logic Programmingaamya100% (2)
- ch19 - 2 PLC.1Document16 pagesch19 - 2 PLC.1jthanikNo ratings yet
- PLC Interview Questions and AnswersDocument6 pagesPLC Interview Questions and AnswersJêmš NavikNo ratings yet
- PLC IntroductionDocument50 pagesPLC IntroductionAhmadYousefAhmad100% (1)
- PLC Programming ManualDocument17 pagesPLC Programming ManualIsnaliza Moidis100% (1)
- Programmable Logic Control: Department of Electrical and ElectronicsDocument35 pagesProgrammable Logic Control: Department of Electrical and ElectronicsApurva BangaleNo ratings yet
- Basic PLC (Compatibility Mode)Document39 pagesBasic PLC (Compatibility Mode)Royal Ritesh SharmaNo ratings yet
- PLC NotesDocument170 pagesPLC NotesBikasita Talukdar100% (2)
- PLCDocument41 pagesPLCmgmohit723No ratings yet
- STLDocument8 pagesSTLAkshay DandgeNo ratings yet
- Siemens S7 PLC ConnectionDocument15 pagesSiemens S7 PLC ConnectionkiciorNo ratings yet
- PLC Interview QuestionsDocument2 pagesPLC Interview QuestionsSushant100% (1)
- Siemens S7-300 - 400 CP-343-1 Ethernet Connection GuideDocument5 pagesSiemens S7-300 - 400 CP-343-1 Ethernet Connection GuideSandeep YadavNo ratings yet
- Introduction To PLC PresentationDocument214 pagesIntroduction To PLC Presentationtharindu100% (3)
- Structured TextDocument110 pagesStructured TextOne Click LoginNo ratings yet
- Manual For Siemens PLC From HamitiDocument314 pagesManual For Siemens PLC From HamitiHAMIT91% (22)
- PLC programmable logic controller A Clear and Concise ReferenceFrom EverandPLC programmable logic controller A Clear and Concise ReferenceNo ratings yet
- Programmable Logic Controllers A Complete Guide - 2020 EditionFrom EverandProgrammable Logic Controllers A Complete Guide - 2020 EditionNo ratings yet
- Fieldbus Systems and Their Applications 2005: A Proceedings volume from the 6th IFAC International Conference, Puebla, Mexico 14-25 November 2005From EverandFieldbus Systems and Their Applications 2005: A Proceedings volume from the 6th IFAC International Conference, Puebla, Mexico 14-25 November 2005Miguel Leon ChavezNo ratings yet
- Distributed Computer Control Systems 1981: Proceedings of the Third IFAC Workshop, Beijing, China, 15-17 August 1981From EverandDistributed Computer Control Systems 1981: Proceedings of the Third IFAC Workshop, Beijing, China, 15-17 August 1981No ratings yet
- Components for Pneumatic Control Instruments: The Static and Dynamic Characteristics of Pneumatic Resistances, Capacitances and Transmission LinesFrom EverandComponents for Pneumatic Control Instruments: The Static and Dynamic Characteristics of Pneumatic Resistances, Capacitances and Transmission LinesNo ratings yet
- PLC Overview PID Control and TuningDocument64 pagesPLC Overview PID Control and TuningBalaji Kumar100% (1)
- Spe 2321 Lecture 9Document26 pagesSpe 2321 Lecture 9Martinez MutaiNo ratings yet
- PLC & Scada: Programmable Logic Controllers & Supervisory Control and Data AcquisitionDocument45 pagesPLC & Scada: Programmable Logic Controllers & Supervisory Control and Data AcquisitionRam RamNo ratings yet
- Plc+LectureDocument82 pagesPlc+LectureJerone CastilloNo ratings yet
- PLC Ladder ProgrmmingDocument51 pagesPLC Ladder ProgrmmingJosephNo ratings yet
- Pall PCM200 Series Fluid Cleanliness MonitorDocument2 pagesPall PCM200 Series Fluid Cleanliness MonitorMohamed SemedaNo ratings yet
- Pall Industrial PCM200 Printer SetupDocument1 pagePall Industrial PCM200 Printer SetupMohamed SemedaNo ratings yet
- PCM200 Operating InstructionsDocument80 pagesPCM200 Operating InstructionsMohamed SemedaNo ratings yet
- OSP 761 Stickstoff Ladegerät SLG 1.1 en Low PDFDocument2 pagesOSP 761 Stickstoff Ladegerät SLG 1.1 en Low PDFMohamed SemedaNo ratings yet
- For Use in Hydac Filter Housings: Red Series Filter Element Interchange ListDocument4 pagesFor Use in Hydac Filter Housings: Red Series Filter Element Interchange ListMohamed SemedaNo ratings yet
- Pall Red Filter Elements For Use in Hydac Filter Housings: Switching To Pall Is SimpleDocument2 pagesPall Red Filter Elements For Use in Hydac Filter Housings: Switching To Pall Is SimpleMohamed SemedaNo ratings yet
- E7104 14-07-15 RFL Schweiss KatalogversionDocument4 pagesE7104 14-07-15 RFL Schweiss KatalogversionMohamed SemedaNo ratings yet
- PLC ExercisesDocument27 pagesPLC ExercisesMohamed SemedaNo ratings yet
- Variable Speed Pump Komsta Powerpoint PresentationDocument40 pagesVariable Speed Pump Komsta Powerpoint PresentationMohamed Semeda100% (1)
- 3 DredgingDocument32 pages3 DredgingMohamed SemedaNo ratings yet
- Synchronized Telescopic Cylinder ManualDocument23 pagesSynchronized Telescopic Cylinder ManualMohamed SemedaNo ratings yet
- Manual ValveExpert 7.1 EnglishDocument59 pagesManual ValveExpert 7.1 EnglishMohamed SemedaNo ratings yet
- Moog ValveChecker G040125 Catalog enDocument4 pagesMoog ValveChecker G040125 Catalog enMohamed SemedaNo ratings yet
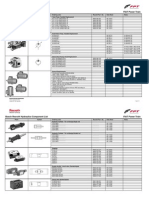
- Rexroth Hydraulics Compontents PDFDocument11 pagesRexroth Hydraulics Compontents PDFMohamed Semeda100% (2)
- Spare Parts Book 2007: A Colfax Business UnitDocument110 pagesSpare Parts Book 2007: A Colfax Business UnitMohamed SemedaNo ratings yet
- Request: Xmlns:soapenv Xmlns:soapDocument2 pagesRequest: Xmlns:soapenv Xmlns:soapdenyutama100% (1)
- Structure Repairs & Rehabilitation Presentation No.3Document98 pagesStructure Repairs & Rehabilitation Presentation No.3Sougata DasNo ratings yet
- Avk Saudi National Price ListDocument46 pagesAvk Saudi National Price Listjanpaul2481No ratings yet
- Precision of Intraoral Digital Dental Impressions With ITero and Extraoral Digitization With The ITero and A Model ScannerDocument8 pagesPrecision of Intraoral Digital Dental Impressions With ITero and Extraoral Digitization With The ITero and A Model ScannerAlex BurdeNo ratings yet
- Compilation of Reading Comprehension TestsDocument59 pagesCompilation of Reading Comprehension TestsTarik Aatta57% (7)
- RA Add-On For WinCC v1.1Document37 pagesRA Add-On For WinCC v1.1ekarincaNo ratings yet
- Divisora de MasaDocument4 pagesDivisora de MasaNicolas Astudillo MaldonadoNo ratings yet
- EMS Dipstick Vs ATGDocument4 pagesEMS Dipstick Vs ATGOperations DepartmentNo ratings yet
- ICT in Agriculture E Sourcebook WWW Worldbank OrgDocument424 pagesICT in Agriculture E Sourcebook WWW Worldbank OrgSreeram Raavi100% (1)
- Modified Rock Mass Classification System by Continuous RatingDocument12 pagesModified Rock Mass Classification System by Continuous Ratingofelix505No ratings yet
- Civil Complaint Against Aurous (Andrew Sampson)Document20 pagesCivil Complaint Against Aurous (Andrew Sampson)Digital Music NewsNo ratings yet
- Ashar Aji - Mechanical Construction EngineerDocument14 pagesAshar Aji - Mechanical Construction EngineerNob Odyk NowsNo ratings yet
- WSS M16J19 BDocument10 pagesWSS M16J19 BJuan Angel DechimaNo ratings yet
- Handbook of Educational Data Mining PDFDocument526 pagesHandbook of Educational Data Mining PDFTitoNo ratings yet
- Consideration of Fatigue Life in The Design of Vessels in Molecular Sieve Dryer ServiceDocument9 pagesConsideration of Fatigue Life in The Design of Vessels in Molecular Sieve Dryer Servicevaratharajan g rNo ratings yet
- Piezoelectric Transducers: Advantages of The Piezoelectric TransducerDocument2 pagesPiezoelectric Transducers: Advantages of The Piezoelectric TransducerAlan ContrerasNo ratings yet
- D4N Mini Safety Limit Switch C130 E1 01 DsDocument24 pagesD4N Mini Safety Limit Switch C130 E1 01 DsciprianNo ratings yet
- Donsun DS3000 3 Phase MeterDocument34 pagesDonsun DS3000 3 Phase MeterWal WalterNo ratings yet
- Basic Electronics - Junction DiodesDocument5 pagesBasic Electronics - Junction DiodesMansour MashaeiNo ratings yet
- Planos Electricos b11r Volvo Onibus (022 023)Document2 pagesPlanos Electricos b11r Volvo Onibus (022 023)Abdelhak EzNo ratings yet
- Plotagon Story, Red Dot Award Winning Animation App, Now On AndroidDocument2 pagesPlotagon Story, Red Dot Award Winning Animation App, Now On AndroidPR.comNo ratings yet
- Assignments in PLC Module Assignment-1: All Theoretical Notes Should Be Mentioned in Note BookDocument8 pagesAssignments in PLC Module Assignment-1: All Theoretical Notes Should Be Mentioned in Note Bookshubham thakurNo ratings yet
- Student Result Management SystemDocument25 pagesStudent Result Management Systemmukti bhatt100% (1)
- RECUGDocument78 pagesRECUGAnonymous 1gbsuaafddNo ratings yet
- Xenodream 1.5 HelpDocument202 pagesXenodream 1.5 HelpJavier GomezNo ratings yet
- Computational MechanicsDocument31 pagesComputational MechanicsAlexander NarváezNo ratings yet
- Musical Instrument Crafts For KidsDocument4 pagesMusical Instrument Crafts For KidsElenOua MichaelidouNo ratings yet