You might also like
- PublicationDocument134 pagesPublicationZiad ZouariNo ratings yet
- The Evening Sky Map: September 2021Document2 pagesThe Evening Sky Map: September 2021Robdaniel KoloNo ratings yet
- Harpers Ferry National Historical Park: MarylandDocument1 pageHarpers Ferry National Historical Park: Marylandapi-27451723No ratings yet
- CENSUS DATA FOR VILLAGES AND TOWNS IN NORTH GOADocument190 pagesCENSUS DATA FOR VILLAGES AND TOWNS IN NORTH GOAnts1020No ratings yet
- Structures Project: Centre Line Grid LayoutDocument1 pageStructures Project: Centre Line Grid LayoutAlekhya DeviNo ratings yet
- Structures Project: Centre Line Grid LayoutDocument1 pageStructures Project: Centre Line Grid LayoutAlekhya DeviNo ratings yet
- D3 - Engineering PlansDocument24 pagesD3 - Engineering PlansSashi KumarNo ratings yet
- Track 20Document45 pagesTrack 20ZTudorNo ratings yet
- Open House Map_Faculty ToursDocument8 pagesOpen House Map_Faculty Toursbedroswannes52No ratings yet
- New Bedford Marijuana MapDocument1 pageNew Bedford Marijuana MapAndy TomolonisNo ratings yet
- R-1 Final Area DEHUDocument1 pageR-1 Final Area DEHUJitendra LawandeNo ratings yet
- A Bar Graph That Shows The Total Daily Intake in Grams: ResultsDocument1 pageA Bar Graph That Shows The Total Daily Intake in Grams: Resultsnonhle nosiphoNo ratings yet
- Business License Application PackageDocument5 pagesBusiness License Application PackageCandy FelicianoNo ratings yet
- Architectural Drawing - OrmocDocument14 pagesArchitectural Drawing - OrmocJin Lee ChuNo ratings yet
- Jr. Miguel Grau: Colegio NacionalDocument1 pageJr. Miguel Grau: Colegio NacionalJhinno MorenoNo ratings yet
- Pieces of Middle-Earth MapsDocument6 pagesPieces of Middle-Earth Mapserdemsahin55100% (3)
- The Lord of The Rings MapsDocument6 pagesThe Lord of The Rings Mapsapi-3713690100% (1)
- Lake Evendim: A Lost Realm of EnchantmentDocument6 pagesLake Evendim: A Lost Realm of EnchantmentWalter FernándezNo ratings yet
- Lindon: H A RLDocument6 pagesLindon: H A RLChristian VikströmNo ratings yet
- Lindon: H A RLDocument6 pagesLindon: H A RLGxilleNo ratings yet
- Nwmecampaignmapbw PDFDocument6 pagesNwmecampaignmapbw PDFlocobardoNo ratings yet
- Cafeteria Design PDFDocument7 pagesCafeteria Design PDFShruti JhaNo ratings yet
- Scarborough Town CentreDocument1 pageScarborough Town CentremjdscribeNo ratings yet
- Structures Project: Typical Floor Beam LayoutDocument1 pageStructures Project: Typical Floor Beam LayoutAlekhya DeviNo ratings yet
- Ashgal Lighting SpecificationDocument77 pagesAshgal Lighting SpecificationarunNo ratings yet
- Industry: The Industrial Sector Over The YearsDocument18 pagesIndustry: The Industrial Sector Over The YearsRon 61No ratings yet
- Building Effective Leadership Development Programs: 5 Key FindingsDocument17 pagesBuilding Effective Leadership Development Programs: 5 Key FindingsAlan SantiagoNo ratings yet
- Detail of Bolt: Royal Infraconstru LimitedDocument1 pageDetail of Bolt: Royal Infraconstru LimitedLikhon BiswasNo ratings yet
- ANALYSISDocument1 pageANALYSISShruti JhaNo ratings yet
- Modified Floorplan Booklet KBHDocument8 pagesModified Floorplan Booklet KBHDeebak TamilmaniNo ratings yet
- Ukmbs Musik Iib Darmajaya: #Support Local MusicDocument1 pageUkmbs Musik Iib Darmajaya: #Support Local MusicMalvoy ProNo ratings yet
- MA S enDocument34 pagesMA S enJackie StlNo ratings yet
- CIA Report That Reveals 'Area 51'Document407 pagesCIA Report That Reveals 'Area 51'MarkMemmott82% (11)
- Technical Brochure - Manhattan BrusselsDocument31 pagesTechnical Brochure - Manhattan Brusselsgagau100% (1)
- 2020 Bird Barrier CatalogDocument64 pages2020 Bird Barrier Cataloggesap35224No ratings yet
- SM 173 Shibi Residence 01-ModelDocument1 pageSM 173 Shibi Residence 01-ModelSrin IvasNo ratings yet
- System Manuals (Volume 1 of 2) System Manuals (Volume 1 of 2)Document72 pagesSystem Manuals (Volume 1 of 2) System Manuals (Volume 1 of 2)Rodrigo Dos Santos SilvaNo ratings yet
- Mahendra Chaudhry Claims His Case As Tainted: Island Driving SchoolDocument48 pagesMahendra Chaudhry Claims His Case As Tainted: Island Driving SchoolfijitimescanadaNo ratings yet
- Rock climbing adventure at Horseshoe BendDocument1 pageRock climbing adventure at Horseshoe BendThiriveni ThiruppathiNo ratings yet
- 1C MISP Reporting RecordKeepingDocument5 pages1C MISP Reporting RecordKeepingDenysNo ratings yet
- To Norzagaray ProperDocument1 pageTo Norzagaray ProperDixzNo ratings yet
- Marvair Vertical Wall-Mount AC Units C1 - 2PDS304Document12 pagesMarvair Vertical Wall-Mount AC Units C1 - 2PDS304Jo Ca DoNo ratings yet
- Chassis and Braking Systems: An OverviewDocument31 pagesChassis and Braking Systems: An OverviewPaul Adriane TornerosNo ratings yet
- Ubicación: Indicadas ENERO / 2016 Ing. Eduardo SerranoDocument1 pageUbicación: Indicadas ENERO / 2016 Ing. Eduardo SerranoFull SantiagNo ratings yet
- Asber America - Catalog 2023Document2 pagesAsber America - Catalog 2023Monserrat SorianoNo ratings yet
- Tourmaline BrochureDocument24 pagesTourmaline BrochureAmit KumarNo ratings yet
- Mapa Do Bairro Jaraguá 99Document1 pageMapa Do Bairro Jaraguá 99Fabiano SantosNo ratings yet
- Volante Noorhs 28DE NOVIEWMBREEDocument2 pagesVolante Noorhs 28DE NOVIEWMBREEDomingo RodriguezNo ratings yet
- Rural Development: Pme NTDocument24 pagesRural Development: Pme NTcool ishanNo ratings yet
- Larech For E Mail 19-3-2019Document18 pagesLarech For E Mail 19-3-2019Muhammad YousafNo ratings yet
- 10-082-01 NEC Brochure ENG MyCalls LRDocument12 pages10-082-01 NEC Brochure ENG MyCalls LRRavneel Kant SharmaNo ratings yet
- Cafeteria Design: Site Plan: GazziboDocument1 pageCafeteria Design: Site Plan: GazziboShruti JhaNo ratings yet
- Selasar Dakwah: Area Drop OFFDocument1 pageSelasar Dakwah: Area Drop OFFMuhammad Irhash MaulanaNo ratings yet
- Lifting Plan DrawingDocument1 pageLifting Plan DrawingPintu kumarNo ratings yet
- Demo Version: BalconDocument1 pageDemo Version: BalconTania Alejandra Carrillo BohorquezNo ratings yet
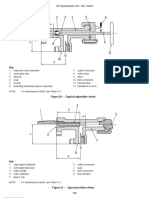
- ISO 10423:2003 (E) : API Specification 6A / ISO 10423 API Specification 6A / ISO 10423 API Specification 6A / ISO 10423Document1 pageISO 10423:2003 (E) : API Specification 6A / ISO 10423 API Specification 6A / ISO 10423 API Specification 6A / ISO 10423hichemNo ratings yet
- Check Valve Selection Guide: FCD ADAMS8007-00Document4 pagesCheck Valve Selection Guide: FCD ADAMS8007-00Mohamed NabilNo ratings yet
- 1-J. R. Becker Crude Oil Waxes, Emulsions, and Asphaltenes PDFDocument288 pages1-J. R. Becker Crude Oil Waxes, Emulsions, and Asphaltenes PDFgmattosg100% (2)
- Effective Parameters ShouldDocument8 pagesEffective Parameters ShouldhichemNo ratings yet
- Chemical Process Calculation by K Ashokan-1Document256 pagesChemical Process Calculation by K Ashokan-1hichemNo ratings yet
- Design and Optimization of Sucker Rod Pump Using Prosper-1918Document15 pagesDesign and Optimization of Sucker Rod Pump Using Prosper-1918Dwiki RamadhaniNo ratings yet
- API Separators Article SolutionsDocument8 pagesAPI Separators Article SolutionshichemNo ratings yet
- Automatic Optimization TutorialDocument16 pagesAutomatic Optimization TutorialpuputNo ratings yet
- Isentropic Efficiency: The Isentropic Efficiency For An Expansion Process Is Defined AsDocument1 pageIsentropic Efficiency: The Isentropic Efficiency For An Expansion Process Is Defined AshichemNo ratings yet
- CPI Pressure-Relief Systems ExplainedDocument6 pagesCPI Pressure-Relief Systems Explainedahsan8880% (1)
- Maersk QuestionnaireDocument43 pagesMaersk QuestionnaireSahil SharmaNo ratings yet
- Concept of StateDocument10 pagesConcept of StateAryansh ShuklaNo ratings yet
- LEEA-036 (B) - Academy ITS Practical Training Courses Jan - June 2020 Version 1 October 2019Document18 pagesLEEA-036 (B) - Academy ITS Practical Training Courses Jan - June 2020 Version 1 October 2019kaito kurabaNo ratings yet
- Whirlpool - Service Information Frontloader Washing Machine AWO/D 43115Document53 pagesWhirlpool - Service Information Frontloader Washing Machine AWO/D 43115amandialopes50% (2)
- 88 Dean StreetDocument36 pages88 Dean StreetPatrick BatyNo ratings yet
- Mec 323Document68 pagesMec 323VINAY B.SNo ratings yet
- RedactedDocument24 pagesRedactedJohn HarrisNo ratings yet
- Bernard BTB MIG GunsDocument8 pagesBernard BTB MIG GunsEdwin Mauricio Gallego OsorioNo ratings yet
- Fesh S A0001171549 1Document7 pagesFesh S A0001171549 1ismuNo ratings yet
- Oxford SuprEsser ManualDocument34 pagesOxford SuprEsser ManualaaaNo ratings yet
- Shadows On The Moon by Zoe Marriott ExtractDocument20 pagesShadows On The Moon by Zoe Marriott ExtractWalker Books100% (1)
- ConvergeDocument22 pagesConvergekharynconvergeboholNo ratings yet
- Measurement of Level in A Tank Using Capacitive Type Level ProbeDocument13 pagesMeasurement of Level in A Tank Using Capacitive Type Level ProbeChandra Sekar100% (1)
- Airway Management in The Critically Ill: ReviewDocument9 pagesAirway Management in The Critically Ill: ReviewQuarmina HesseNo ratings yet
- Changing Landscape and Ecotourism Development in A Large Dam SiteDocument16 pagesChanging Landscape and Ecotourism Development in A Large Dam Siteವಿನಯ್ ಎಮ್. ಆರ್No ratings yet
- Bronchiolitis A Practical Approach For The General RadiologistDocument42 pagesBronchiolitis A Practical Approach For The General RadiologistTara NareswariNo ratings yet
- 2 1 Flash Klasa 6 Mod 1b Test ExtendedDocument4 pages2 1 Flash Klasa 6 Mod 1b Test ExtendedMonika Ciepłuch-Jarema100% (1)
- EKO75 KW VST Air Cooled Electrical DiagramDocument13 pagesEKO75 KW VST Air Cooled Electrical DiagramBerat DeğirmenciNo ratings yet
- Solvent Extraction: Please Submit Question 4 For MarkingDocument3 pagesSolvent Extraction: Please Submit Question 4 For MarkingThembi Matebula100% (1)
- A Study On Renewable Energy Resources in IndiaDocument39 pagesA Study On Renewable Energy Resources in IndiaDevendra SharmaNo ratings yet
- of The Blessedness of God.Document3 pagesof The Blessedness of God.itisme_angelaNo ratings yet
- ON Code (Aci 318-77) : Commentary Building Requirements For Reinforced ConcreteDocument132 pagesON Code (Aci 318-77) : Commentary Building Requirements For Reinforced ConcreteAzmi BazazouNo ratings yet
- Of Course 1 - Dossier de Revisions ConfinementDocument5 pagesOf Course 1 - Dossier de Revisions ConfinementCamNo ratings yet
- Autocad Lab ManualDocument84 pagesAutocad Lab ManualRaghu RamNo ratings yet
- LP PG Conversion To Thar CoalDocument3 pagesLP PG Conversion To Thar CoalRaja Zeeshan100% (1)
- Steel Grid StructureDocument2 pagesSteel Grid StructureKusum RawatNo ratings yet
- HSB Julian Reyes 4ab 1Document3 pagesHSB Julian Reyes 4ab 1Kéññy RèqüēñåNo ratings yet
- Entry-Exit Arrangement With Service RoadDocument1 pageEntry-Exit Arrangement With Service RoadRamBhuvan SonkarNo ratings yet
- Problem Set 3_Cross-Text ConnectionDocument31 pagesProblem Set 3_Cross-Text Connectiontrinhdat11012010No ratings yet
- Interfacial Phenomena in Pharmaceutical FormulationDocument21 pagesInterfacial Phenomena in Pharmaceutical FormulationNickson DrabeNo ratings yet
- Elevate and Dominate: 21 Ways to Win On and Off the FieldFrom EverandElevate and Dominate: 21 Ways to Win On and Off the FieldRating: 5 out of 5 stars5/5 (4)
- Horse Training 101: Key Techniques for Every Horse OwnerFrom EverandHorse Training 101: Key Techniques for Every Horse OwnerRating: 4.5 out of 5 stars4.5/5 (27)
- What Winners Won't Tell You: Lessons from a Legendary DefenderFrom EverandWhat Winners Won't Tell You: Lessons from a Legendary DefenderRating: 4.5 out of 5 stars4.5/5 (7)
- Becky Lynch: The Man: Not Your Average Average GirlFrom EverandBecky Lynch: The Man: Not Your Average Average GirlRating: 4.5 out of 5 stars4.5/5 (13)
- Merle's Door: Lessons from a Freethinking DogFrom EverandMerle's Door: Lessons from a Freethinking DogRating: 4 out of 5 stars4/5 (326)
- Endure: How to Work Hard, Outlast, and Keep HammeringFrom EverandEndure: How to Work Hard, Outlast, and Keep HammeringRating: 4.5 out of 5 stars4.5/5 (284)
- Life Is Not an Accident: A Memoir of ReinventionFrom EverandLife Is Not an Accident: A Memoir of ReinventionRating: 3.5 out of 5 stars3.5/5 (7)
- I Never Had It Made: An AutobiographyFrom EverandI Never Had It Made: An AutobiographyRating: 3.5 out of 5 stars3.5/5 (38)
- The Perfect Mile: Three Athletes, One Goal, and Less Than Four Minutes to Achieve ItFrom EverandThe Perfect Mile: Three Athletes, One Goal, and Less Than Four Minutes to Achieve ItNo ratings yet
- Welcome to the Goddamn Ice Cube: Chasing Fear and Finding Home in the Great White NorthFrom EverandWelcome to the Goddamn Ice Cube: Chasing Fear and Finding Home in the Great White NorthRating: 4 out of 5 stars4/5 (59)
- House of Nails: A Memoir of Life on the EdgeFrom EverandHouse of Nails: A Memoir of Life on the EdgeRating: 3 out of 5 stars3/5 (4)
- The Truth About Aaron: My Journey to Understand My BrotherFrom EverandThe Truth About Aaron: My Journey to Understand My BrotherNo ratings yet
- The Arm: Inside the Billion-Dollar Mystery of the Most Valuable Commodity in SportsFrom EverandThe Arm: Inside the Billion-Dollar Mystery of the Most Valuable Commodity in SportsRating: 4 out of 5 stars4/5 (49)
- Bloodlines: The True Story of a Drug Cartel, the FBI, and the Battle for a Horse-Racing DynastyFrom EverandBloodlines: The True Story of a Drug Cartel, the FBI, and the Battle for a Horse-Racing DynastyRating: 4 out of 5 stars4/5 (8)
- Survive!: Essential Skills and Tactics to Get You Out of Anywhere—AliveFrom EverandSurvive!: Essential Skills and Tactics to Get You Out of Anywhere—AliveNo ratings yet
- Crazy for the Storm: A Memoir of SurvivalFrom EverandCrazy for the Storm: A Memoir of SurvivalRating: 3.5 out of 5 stars3.5/5 (217)
- The Rise of Superman: Decoding the Science of Ultimate Human PerformanceFrom EverandThe Rise of Superman: Decoding the Science of Ultimate Human PerformanceRating: 4.5 out of 5 stars4.5/5 (194)
- The Teen’s Living Guide: Unlocking Your Potential for a Remarkable JourneyFrom EverandThe Teen’s Living Guide: Unlocking Your Potential for a Remarkable JourneyRating: 5 out of 5 stars5/5 (76)
- The Inside Game: Bad Calls, Strange Moves, and What Baseball Behavior Teaches Us About OurselvesFrom EverandThe Inside Game: Bad Calls, Strange Moves, and What Baseball Behavior Teaches Us About OurselvesRating: 4 out of 5 stars4/5 (7)
- Patriot Reign: Bill Belichick, the Coaches, and the Players Who Built a ChampionFrom EverandPatriot Reign: Bill Belichick, the Coaches, and the Players Who Built a ChampionRating: 3.5 out of 5 stars3.5/5 (30)
- The Last Dive: A Father and Son's Fatal Descent into the Ocean's DepthsFrom EverandThe Last Dive: A Father and Son's Fatal Descent into the Ocean's DepthsNo ratings yet