You might also like
- Eudragit l100 55 PDFDocument2 pagesEudragit l100 55 PDFJohnNo ratings yet
- Elvacite Brochure 06 02Document40 pagesElvacite Brochure 06 02manox007No ratings yet
- Experiment - Phase Diagram - Three Component Liquid SystemDocument12 pagesExperiment - Phase Diagram - Three Component Liquid SystemEric K50% (2)
- Solutions and Solubility NotesDocument15 pagesSolutions and Solubility NotesForeverDirectioner100% (1)
- The Production of Ferromanganese: Rex HooperDocument2 pagesThe Production of Ferromanganese: Rex HooperNathali QuinteroNo ratings yet
- Recent Operation and Environmental Control in The Kennecott SmelterDocument17 pagesRecent Operation and Environmental Control in The Kennecott SmelterHat CopterNo ratings yet
- Nitrogen IndustriesDocument22 pagesNitrogen IndustriesKarla Joy P. SucgangNo ratings yet
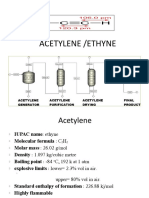
- Acetylene Production-2023 4Document31 pagesAcetylene Production-2023 4Divyansh NagarNo ratings yet
- Ahp TheryDocument10 pagesAhp TheryRajendra PrasadNo ratings yet
- By Product PlantDocument6 pagesBy Product PlantRajan BhandariNo ratings yet
- Kalinga Nagar - Part3Document10 pagesKalinga Nagar - Part3cet.ranchi7024No ratings yet
- Long An Net Power StationDocument4 pagesLong An Net Power Stationdjc49No ratings yet
- 1620 Ammonia Only REDUCEDDocument32 pages1620 Ammonia Only REDUCEDAhmed KadimNo ratings yet
- AmmoniaDocument49 pagesAmmoniaAnonymous fhKOhG6No ratings yet
- Aiche-36-021Equipment Performance of AmmoniaDocument9 pagesAiche-36-021Equipment Performance of AmmoniaHsein Wang100% (1)
- 080 BergmanDocument10 pages080 BergmanYogesh LadNo ratings yet
- CHE 206 - LECTURE-3 - Bulk Chemicals and Synthetic Fuels DerivedDocument139 pagesCHE 206 - LECTURE-3 - Bulk Chemicals and Synthetic Fuels DerivedShoilayee ChaudhuriNo ratings yet
- NTPC Badarpur PPT 2012Document33 pagesNTPC Badarpur PPT 2012Anonymous 9kzuGaY100% (1)
- 1.5 Case Studies On Thermal Power PlantsDocument29 pages1.5 Case Studies On Thermal Power Plantskarthikeyan S0% (1)
- Industrial Gases WordDocument26 pagesIndustrial Gases WordFullmetal GunneNo ratings yet
- Coal and Energy Scenario in IndiaDocument30 pagesCoal and Energy Scenario in IndiaSamuelNeelamNo ratings yet
- News 2013 12Document12 pagesNews 2013 12leekiangyen100% (1)
- Flanges RequiredDocument2 pagesFlanges RequiredRojan PradhanNo ratings yet
- Sept. 25, 1951 L. A. Stenge 2,568,901: Eles. 44tagedDocument4 pagesSept. 25, 1951 L. A. Stenge 2,568,901: Eles. 44tagedwakanda foreverNo ratings yet
- 697 RoddDocument12 pages697 RoddAan SupriyantoNo ratings yet
- Tata PowerDocument9 pagesTata PowerAnkita SinghNo ratings yet
- AmmoniaDocument59 pagesAmmoniavcoolkrazy0% (3)
- Plant Layout PDFDocument19 pagesPlant Layout PDFazzatul amiraNo ratings yet
- Andrussow HCN Process With Ammonia RecycleDocument5 pagesAndrussow HCN Process With Ammonia RecycleKarolina Wieszczycka100% (1)
- Production of AmmoniaDocument29 pagesProduction of AmmoniaBhavna Bajpai83% (6)
- Lime Kiln Control Using Simple Advanced Pid Control PDFDocument4 pagesLime Kiln Control Using Simple Advanced Pid Control PDFIwan TirtaNo ratings yet
- International Process Plants: 1,100 Metric Tons/Day U PLT Urea PlantDocument17 pagesInternational Process Plants: 1,100 Metric Tons/Day U PLT Urea PlantRawagNo ratings yet
- Watertreatmentproceeding SMALLSIZE PDFDocument565 pagesWatertreatmentproceeding SMALLSIZE PDFmarc ugoyNo ratings yet
- Sulphur: Heat Recovery in Acid PlantsDocument8 pagesSulphur: Heat Recovery in Acid PlantsGajendra MehtaNo ratings yet
- The New Anglo Platinum Converting Project: P Viviers and K HinesDocument8 pagesThe New Anglo Platinum Converting Project: P Viviers and K HinesHabram Miranda AlcantaraNo ratings yet
- Iron Making TechnologyDocument53 pagesIron Making TechnologyAwas Ada UdinNo ratings yet
- Investigation of Effect of Different Drying TechniquesDocument9 pagesInvestigation of Effect of Different Drying TechniquesGanesh SamdaniNo ratings yet
- Doris HiamDocument43 pagesDoris Hiamrichard gutierrezNo ratings yet
- Bindura Nickel Corporation Smelter Operations: E. DzingayiDocument16 pagesBindura Nickel Corporation Smelter Operations: E. DzingayiLorraineNo ratings yet
- KilnDocument20 pagesKilnzabira50% (2)
- Challenge:: Improving Productivity and Reducing Dross Production A T Reynolds Metals CompanyDocument2 pagesChallenge:: Improving Productivity and Reducing Dross Production A T Reynolds Metals CompanyDebashis DashNo ratings yet
- Internship ReportDocument21 pagesInternship Reportthewebseries17thNo ratings yet
- Geothermal Plant SystemsDocument13 pagesGeothermal Plant SystemsKant KanyarusokeNo ratings yet
- Tata Steel ProjectDocument12 pagesTata Steel Projectsp32483No ratings yet
- Viv BoilerDocument40 pagesViv BoilerVivekNo ratings yet
- Legionella Pneumophila in An Ammonia Plant Cooling Tower: W. D. VerduijnDocument15 pagesLegionella Pneumophila in An Ammonia Plant Cooling Tower: W. D. Verduijnvaratharajan g rNo ratings yet
- Lechner StephanDocument9 pagesLechner StephanleekiangyenNo ratings yet
- Power PlantDocument15 pagesPower PlantBeatricia Bonaventure LimNo ratings yet
- Boiler: - IBR Boiler 22.75 Liters in CapacityDocument23 pagesBoiler: - IBR Boiler 22.75 Liters in CapacitySachin ParasharNo ratings yet
- NFL PPTDocument46 pagesNFL PPTvipin6kumar-718654No ratings yet
- An ISO 9001:2008 Certified InstitutionDocument55 pagesAn ISO 9001:2008 Certified InstitutionA AswinNo ratings yet
- W VishDocument52 pagesW VishVikram Kumar VishNo ratings yet
- Snox Pet Coke BoilersDocument14 pagesSnox Pet Coke BoilersФранческо ЛеньямеNo ratings yet
- CPTMod 3Document25 pagesCPTMod 3daddarioalexander01No ratings yet
- Chemistry in The Coal Industry: VII-Energy-E-Coal-1Document4 pagesChemistry in The Coal Industry: VII-Energy-E-Coal-1Pushp DuttNo ratings yet
- Thermal P0Wer PlantDocument24 pagesThermal P0Wer PlanttoshaliNo ratings yet
- Topsoe Methanol Coal Gasification Paper - AshxDocument3 pagesTopsoe Methanol Coal Gasification Paper - AshxAde RahmadiNo ratings yet
- Appunti AlbaneseDocument192 pagesAppunti Albanesej77wn7j9yvNo ratings yet
- Recarburant Agents For Induction Furnace in SmeltingDocument19 pagesRecarburant Agents For Induction Furnace in SmeltingashokjkhannaNo ratings yet
- Boilers and Steam Lines Chemical CleaningDocument10 pagesBoilers and Steam Lines Chemical CleaningZaheer Ahmad RazaNo ratings yet
- Heat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsFrom EverandHeat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsRating: 5 out of 5 stars5/5 (1)
- Mechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesFrom EverandMechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesNo ratings yet
- Encyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"From EverandEncyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"No ratings yet
- 1721 6632 1 PBDocument6 pages1721 6632 1 PBAthikNo ratings yet
- Cleaning Validation Master PlanDocument9 pagesCleaning Validation Master PlanBREWSKI100% (9)
- Periodic PropertiesDocument11 pagesPeriodic PropertiesAchinthya PereraNo ratings yet
- Jackson, 1957Document12 pagesJackson, 1957diogoneNo ratings yet
- Chemical Bonding and Mot SynopsisDocument21 pagesChemical Bonding and Mot Synopsispochireddy revathiNo ratings yet
- Physical Science: Quarter 3 - Module 3: Polarity of Molecules and Its PropertiesDocument16 pagesPhysical Science: Quarter 3 - Module 3: Polarity of Molecules and Its PropertiesDelson Son100% (1)
- Aerosol 120730040104 Phpapp01Document77 pagesAerosol 120730040104 Phpapp01Rassel KabirNo ratings yet
- Sodium Silicate Corrosion Inhibitors - Issues of Effectiveness and Mechanism PDFDocument19 pagesSodium Silicate Corrosion Inhibitors - Issues of Effectiveness and Mechanism PDFPeterNo ratings yet
- 00-Cálculo de Dosis H2S PDFDocument23 pages00-Cálculo de Dosis H2S PDFamazo_14No ratings yet
- Experimental Techniques in Chemistry Ist YearDocument5 pagesExperimental Techniques in Chemistry Ist YearAish PayariNo ratings yet
- Physical & Chemical PropertiesDocument10 pagesPhysical & Chemical PropertiesJohnree A. Evangelista100% (1)
- Iso TR 8502 1 1991Document9 pagesIso TR 8502 1 1991Somak DuariNo ratings yet
- Equilibrium PractDocument2 pagesEquilibrium PractrainyNo ratings yet
- Chemistry Notes Chapter No 2 Experimental Techniques in ChemistryDocument4 pagesChemistry Notes Chapter No 2 Experimental Techniques in ChemistryHaider Jalal100% (1)
- Rate of ReactionDocument7 pagesRate of ReactionMr KilloNo ratings yet
- Classify Me! Am I Solute or SolventDocument5 pagesClassify Me! Am I Solute or SolventLara Lyn PabloNo ratings yet
- Excipient Performance - General Chapter USP 38Document19 pagesExcipient Performance - General Chapter USP 38Anonymous SDUIPeqXNo ratings yet
- Appendix 5 Proposal For A An Extraction Plant in The WakatobiDocument28 pagesAppendix 5 Proposal For A An Extraction Plant in The WakatobiMoko NugrohoNo ratings yet
- LEARNING-PLAN-IN-SCIENCE-7-4TH Quarter-WeekDocument3 pagesLEARNING-PLAN-IN-SCIENCE-7-4TH Quarter-WeekRhodeliza TiotangcoNo ratings yet
- Pharmaceutical Inorganic ChemistryDocument61 pagesPharmaceutical Inorganic Chemistryujib ujanNo ratings yet
- HazMat IAP PlanDocument12 pagesHazMat IAP PlanVanitta RangsitananNo ratings yet
- Calcium Sulfate Crystallization in Phosphoric Acid PDFDocument133 pagesCalcium Sulfate Crystallization in Phosphoric Acid PDFabderrahimnNo ratings yet
- Trisodium CitrateDocument2 pagesTrisodium CitrateAqmar Aqeem Bin AzharNo ratings yet
- Ecosoljet YellowDocument11 pagesEcosoljet YellowShree ManjuNo ratings yet
- Lab Tests For Stimulation PDFDocument14 pagesLab Tests For Stimulation PDFizzybjNo ratings yet
- 121ferrous GluconateDocument3 pages121ferrous GluconateAira Jherese MarcosNo ratings yet