You might also like
- TwincopterDocument5 pagesTwincopterRinson RajNo ratings yet
- Heathrow AirportDocument8 pagesHeathrow AirportAndrea VillalobosNo ratings yet
- Heathrow TowerDocument6 pagesHeathrow TowerRoel PlmrsNo ratings yet
- Kansai Airport NKDocument3 pagesKansai Airport NKJunaid2006No ratings yet
- Gatwick Air BridgeDocument7 pagesGatwick Air BridgemrasdanNo ratings yet
- The Cork Airport RoofDocument9 pagesThe Cork Airport RoofSonit NemaNo ratings yet
- 2384 Case Study Kingdom Tower JeddahDocument9 pages2384 Case Study Kingdom Tower JeddahAlaa W TonsyNo ratings yet
- Designyearbook2008 2nd PartDocument26 pagesDesignyearbook2008 2nd PartAndrew TanNo ratings yet
- Performance BasedDesignof300mVerticalCityABENOHARUKASDocument14 pagesPerformance BasedDesignof300mVerticalCityABENOHARUKASWoo JungNo ratings yet
- Design Constructionof CUBICSpace Frame RoofDocument10 pagesDesign Constructionof CUBICSpace Frame RoofJuanCruzNo ratings yet
- Design and Construction Challenges of Macau Eiffel Tower PDFDocument88 pagesDesign and Construction Challenges of Macau Eiffel Tower PDFPTchongNo ratings yet
- Wembley Stadium PDFDocument8 pagesWembley Stadium PDFInayatur ANo ratings yet
- Structural Steel Sets The Framework For Massive Airport RedevelopmentDocument4 pagesStructural Steel Sets The Framework For Massive Airport Redevelopmentclam2014No ratings yet
- Case StudyDocument18 pagesCase StudyJALPANo ratings yet
- Chhatrapati Shivaji International Airport Integrated Terminal BuildingDocument6 pagesChhatrapati Shivaji International Airport Integrated Terminal BuildingRiddhi PatelNo ratings yet
- Wembley StadiumDocument8 pagesWembley StadiumSiv VejayNo ratings yet
- SF ChangiAirportDocument4 pagesSF ChangiAirportEr suNo ratings yet
- Burj Khalifa 22 PDFDocument1 pageBurj Khalifa 22 PDFDenilson Cuya RiveraNo ratings yet
- S.F. Airport Roof Truss Erection: Orth Merican Teel Onstruction OnferenceDocument3 pagesS.F. Airport Roof Truss Erection: Orth Merican Teel Onstruction OnferenceMrMasterNo ratings yet
- Cairo Expo City - A Free-Form Spatial RoofDocument7 pagesCairo Expo City - A Free-Form Spatial RoofShane LuNo ratings yet
- Constructing The CoreDocument19 pagesConstructing The CoreHussain shaikhNo ratings yet
- Terminal ConfigurationsDocument4 pagesTerminal ConfigurationsJed Christian D. MedranoNo ratings yet
- The Unique SkyPark Is An Instant Icon For The City and Has The Potential To Do For Singapore What The Sydney Opera House Did For SydneyDocument9 pagesThe Unique SkyPark Is An Instant Icon For The City and Has The Potential To Do For Singapore What The Sydney Opera House Did For SydneyFitriNo ratings yet
- 7 2-PrecastConstructionDocument142 pages7 2-PrecastConstructionsolano21No ratings yet
- CIG-704-Midterm-Exam WS14 15 MADocument8 pagesCIG-704-Midterm-Exam WS14 15 MAZeyad ElhoutNo ratings yet
- Fyp Abstract Paper 2Document19 pagesFyp Abstract Paper 2uma shankarNo ratings yet
- Project Profile 1 - Jet Aviation SGP H2 Case StudyDocument12 pagesProject Profile 1 - Jet Aviation SGP H2 Case Studyraja vijjayNo ratings yet
- Generative ScriptingDocument8 pagesGenerative Scriptingraj123789No ratings yet
- Summer Training Report About AerobridgesDocument36 pagesSummer Training Report About AerobridgesRajdeep MajumdarNo ratings yet
- Nakanoshima Festival TowerDocument12 pagesNakanoshima Festival TowerAnastasia YesicaNo ratings yet
- OMAE2019-95477: Baseline Design of The Deep Turbine Installation-Floating, A New Floating Wind ConceptDocument9 pagesOMAE2019-95477: Baseline Design of The Deep Turbine Installation-Floating, A New Floating Wind ConceptJordi SerretNo ratings yet
- Large Underground Constructionfor MetroDocument4 pagesLarge Underground Constructionfor MetroIndesign SPANo ratings yet
- Lofting PDFDocument1 pageLofting PDFVikrant Yadav100% (1)
- Tree-Structure Canopy A Case Study in deDocument18 pagesTree-Structure Canopy A Case Study in deDrGanesh KameNo ratings yet
- Folded Plate ReportDocument15 pagesFolded Plate ReportNiyati shashank AhireNo ratings yet
- Ferry TerminalDocument133 pagesFerry TerminalshishirkrNo ratings yet
- PP20072 - Shubham Shinde - MRTS TESTDocument2 pagesPP20072 - Shubham Shinde - MRTS TESTNirank JadhavNo ratings yet
- Peri Form WorksDocument20 pagesPeri Form WorksSiva Prasad MamillapalliNo ratings yet
- Irjet V7i1123456789Document8 pagesIrjet V7i1123456789AbhijeetNo ratings yet
- Construction of New Runway From Pier-Type Jacket Structures With Large-Diameter Long Steel Pipe PilesDocument20 pagesConstruction of New Runway From Pier-Type Jacket Structures With Large-Diameter Long Steel Pipe PilesAntonius PuterakaNo ratings yet
- Mobile Communications Masts and TowersDocument9 pagesMobile Communications Masts and TowersRob Chris EllisNo ratings yet
- LNG PAR Modules of Ichthys LNG Project (April 2018) .... !!!!Document5 pagesLNG PAR Modules of Ichthys LNG Project (April 2018) .... !!!!David PierreNo ratings yet
- Ce439 Air TransportDocument107 pagesCe439 Air TransportXavier LeroyNo ratings yet
- 1717 Two International Finance Centre PDFDocument9 pages1717 Two International Finance Centre PDFBatoul ObeidNo ratings yet
- The Emergence of The Diagrid Structures PDFDocument12 pagesThe Emergence of The Diagrid Structures PDFistructeNo ratings yet
- Design Consideration of LO Skid Frame For A 14000 Ton Upper Hull StructureDocument14 pagesDesign Consideration of LO Skid Frame For A 14000 Ton Upper Hull StructureAffiq AimanNo ratings yet
- FPSOs - Design Considerations For The Structural Interface Hull and TopsidesDocument7 pagesFPSOs - Design Considerations For The Structural Interface Hull and TopsidesLuong Bang Giang67% (3)
- Millau Viaduct: Detailed Design of Concrete Piers: C. CalamoneriDocument9 pagesMillau Viaduct: Detailed Design of Concrete Piers: C. CalamoneriAmirhossein AbbasiNo ratings yet
- 4262 Tall Buildings of The Future As Seen From The PresentDocument9 pages4262 Tall Buildings of The Future As Seen From The Presentsuazu1234No ratings yet
- Case Study Toranomon Hills Mori Tower, Tokyo ENDocument4 pagesCase Study Toranomon Hills Mori Tower, Tokyo ENSathiish Kumar100% (1)
- Mivan DetailDocument63 pagesMivan Detailkishor150688No ratings yet
- Design and Analysis of Fuselage StructurDocument9 pagesDesign and Analysis of Fuselage Structurjacob ellyNo ratings yet
- Millau Viaduct Case StudyDocument14 pagesMillau Viaduct Case StudyDevendra Kumar KumarNo ratings yet
- Print Btech Sa2Document8 pagesPrint Btech Sa2Angel DagleNo ratings yet
- Parametric Study of Double Layer Steel Dome With Reference To Span To Height RatioDocument9 pagesParametric Study of Double Layer Steel Dome With Reference To Span To Height RatioIjsrnet EditorialNo ratings yet
- Construction Technology Ii PDFDocument5 pagesConstruction Technology Ii PDFTeddy MatiekaNo ratings yet
- MMC4 10febDocument20 pagesMMC4 10febAnirban MazumderNo ratings yet
- A Practical Course in Wooden Boat and Ship BuildingFrom EverandA Practical Course in Wooden Boat and Ship BuildingRating: 4 out of 5 stars4/5 (1)
- Radio Stations: Installation, Design and PracticeFrom EverandRadio Stations: Installation, Design and PracticeRating: 5 out of 5 stars5/5 (2)
- 3 Verification On Design Wind Pressure: References CalculationsDocument1 page3 Verification On Design Wind Pressure: References CalculationsAzahar Bin HashimNo ratings yet
- 6 Mullion Check: References .3 CalculationsDocument1 page6 Mullion Check: References .3 CalculationsAzahar Bin HashimNo ratings yet
- 8 Verification On SHS Frame: References CalculationsDocument1 page8 Verification On SHS Frame: References CalculationsAzahar Bin HashimNo ratings yet
- 6 Verification On Anchor Bolt: References CalculationsDocument1 page6 Verification On Anchor Bolt: References CalculationsAzahar Bin HashimNo ratings yet
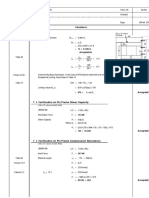
- References Calculations: 7 Verification On Fin Frame Shear CapacityDocument1 pageReferences Calculations: 7 Verification On Fin Frame Shear CapacityAzahar Bin HashimNo ratings yet
- 7 Verification On Loading: References CalculationsDocument1 page7 Verification On Loading: References CalculationsAzahar Bin HashimNo ratings yet
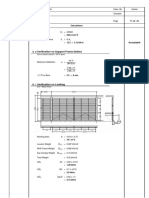
- 5 Verification On Support Frame Deflect: References CalculationsDocument1 page5 Verification On Support Frame Deflect: References CalculationsAzahar Bin HashimNo ratings yet
- 9 Verification On Anchor Bolt Tension Design: References CalculationsDocument1 page9 Verification On Anchor Bolt Tension Design: References CalculationsAzahar Bin HashimNo ratings yet
- 3 Verification On Design Wind Pressure: References CalculationsDocument4 pages3 Verification On Design Wind Pressure: References CalculationsAzahar Bin HashimNo ratings yet
- 5 Verification On Frame Moment Resistance: References CalculationsDocument1 page5 Verification On Frame Moment Resistance: References CalculationsAzahar Bin HashimNo ratings yet
- 10 Verification On Transom Shear Resistance: References CalculationsDocument1 page10 Verification On Transom Shear Resistance: References CalculationsAzahar Bin HashimNo ratings yet
- 3 Verification On Design Wind Pressure: References CalculationsDocument1 page3 Verification On Design Wind Pressure: References CalculationsAzahar Bin HashimNo ratings yet
- # Verification On Transom Profile: References CalculationsDocument1 page# Verification On Transom Profile: References CalculationsAzahar Bin HashimNo ratings yet
- 6 Verification On Loading: References CalculationsDocument1 page6 Verification On Loading: References CalculationsAzahar Bin HashimNo ratings yet
- 3 Verification On Design Wind Pressure: References CalculationsDocument1 page3 Verification On Design Wind Pressure: References CalculationsAzahar Bin HashimNo ratings yet
- Shelving and Fire Codes: 3.9 Storage Definitions 3.9.1.4 CatwalkDocument3 pagesShelving and Fire Codes: 3.9 Storage Definitions 3.9.1.4 CatwalkkuraimundNo ratings yet
- AISI 1020 Steel, As RolledDocument3 pagesAISI 1020 Steel, As Rollednum fistismNo ratings yet
- A 394Document6 pagesA 394sontakkesd100% (2)
- Indian Minerals Yearbook 2017: 56 EditionDocument15 pagesIndian Minerals Yearbook 2017: 56 EditionArman ArshyNo ratings yet
- Nes 329 Heat ExchangerDocument32 pagesNes 329 Heat ExchangerSharad Kokate100% (1)
- Steel Bed New - : Desk / Bench SpecificationsDocument25 pagesSteel Bed New - : Desk / Bench Specificationsveer patelNo ratings yet
- Inorganic Fibers Lecture Class NoteDocument23 pagesInorganic Fibers Lecture Class NoteGemeda GebinoNo ratings yet
- JSS 2 Basic TechnologyDocument3 pagesJSS 2 Basic TechnologyTriplejayartNo ratings yet
- Metal Fabrication Valu Chain Fain AlDocument41 pagesMetal Fabrication Valu Chain Fain AlElias Weldeyohans50% (2)
- NGC Certifies Unique GOLD: Belgium Franc Obverse Die TrialDocument101 pagesNGC Certifies Unique GOLD: Belgium Franc Obverse Die TrialElvir HamzagicNo ratings yet
- PipeDocument1 pagePipeJawad ChamsouNo ratings yet
- BMM3643 CHP 1 Metal Casting Processes - Sand CastingDocument42 pagesBMM3643 CHP 1 Metal Casting Processes - Sand Castingemadaddin alezzaniNo ratings yet
- Label DataDocument2 pagesLabel Datafjkhan1No ratings yet
- SSG4000AC Data SheetDocument8 pagesSSG4000AC Data SheetThiagoAgNo ratings yet
- Questionnaire: 1. ContentDocument13 pagesQuestionnaire: 1. ContentsutharitesshNo ratings yet
- Final Report Submission of Che 110Document16 pagesFinal Report Submission of Che 110MAYANK SHEKHARNo ratings yet
- Stainless Steel - WikipediaDocument14 pagesStainless Steel - Wikipediakirthi83No ratings yet
- Hot Tapping: What Does The Procedure Say?: We Can Work Under PressureDocument59 pagesHot Tapping: What Does The Procedure Say?: We Can Work Under PressureHerberth SilitongaNo ratings yet
- Features:: ASIMETO Digital CalipersDocument20 pagesFeatures:: ASIMETO Digital Calipersana carolina PereiraNo ratings yet
- Thermally Sprayed Coatings Resistant To Erosion and Corrosion For Power Plant Boilers - A ReviewDocument12 pagesThermally Sprayed Coatings Resistant To Erosion and Corrosion For Power Plant Boilers - A ReviewLuis Duchesne GonzálezNo ratings yet
- AMTL Test Charges UPDATEDDocument9 pagesAMTL Test Charges UPDATEDkartikNo ratings yet
- V1-Section Properties Design InformationDocument170 pagesV1-Section Properties Design InformationAriel Chavarría HernándezNo ratings yet
- 0 Q 2 JQQZXGX EDocument72 pages0 Q 2 JQQZXGX EKatamba RogersNo ratings yet
- Chapter 4 GTR HTLS ConductorDocument22 pagesChapter 4 GTR HTLS Conductorchintan pandyaNo ratings yet
- Consumer Sector Primer Aug20Document10 pagesConsumer Sector Primer Aug20yash soniNo ratings yet
- About The Correlation Between Crude Oil Corrosiveness and Results From Corrosion Monitoring in An Oil RefineryDocument17 pagesAbout The Correlation Between Crude Oil Corrosiveness and Results From Corrosion Monitoring in An Oil RefineryGustav MolMedNo ratings yet
- Industrial RevolutionDocument24 pagesIndustrial RevolutionHafsah SiddiquaNo ratings yet
- An Investigation On Cut Quality of Aluminum Matrix Composites Cut by Abrasive WaterjetDocument11 pagesAn Investigation On Cut Quality of Aluminum Matrix Composites Cut by Abrasive WaterjetIJRASETPublicationsNo ratings yet
- Cuprion Anti Fouling: Cathodic Protection For The Oil, Gas, Water & Power IndustriesDocument4 pagesCuprion Anti Fouling: Cathodic Protection For The Oil, Gas, Water & Power IndustriesLâm ThanhNo ratings yet
- TECHDRAFT G7 SY2021 2022 FINAL Copy 2Document72 pagesTECHDRAFT G7 SY2021 2022 FINAL Copy 2Gabriel TagleNo ratings yet