You might also like
- Metal matrix composites: Processing and InterfacesFrom EverandMetal matrix composites: Processing and InterfacesR EverettNo ratings yet
- On The Microstructure and Mechanical Properties of Automotive Parts Made of Ductile IronDocument21 pagesOn The Microstructure and Mechanical Properties of Automotive Parts Made of Ductile IronXantos YulianNo ratings yet
- Magnesia, Alumina, Beryllia Ceramics: Fabrication, Characterization and Properties: High Temperature Oxides Part IIIFrom EverandMagnesia, Alumina, Beryllia Ceramics: Fabrication, Characterization and Properties: High Temperature Oxides Part IIINo ratings yet
- NC 3401 Graphite Flotation in Ductile Iron v3Document24 pagesNC 3401 Graphite Flotation in Ductile Iron v3SiriusNo ratings yet
- Coating General PDFDocument15 pagesCoating General PDFOscar SotomayorNo ratings yet
- Design of feeding and gating system for L-shaped grey iron castingDocument6 pagesDesign of feeding and gating system for L-shaped grey iron castingImran NoorNo ratings yet
- Yamada Corrosion Resistance GuideDocument48 pagesYamada Corrosion Resistance Guideioan1946No ratings yet
- Chemical Analysis of Ductile Iron With Spectrometer - ProblemsDocument8 pagesChemical Analysis of Ductile Iron With Spectrometer - ProblemsSiriusNo ratings yet
- Alloying ElementsDocument81 pagesAlloying Elementsdrackensohn100% (1)
- Molybdenum PDFDocument6 pagesMolybdenum PDFJessie PimentelNo ratings yet
- Boiler Refractory Dry-Out ProcedureDocument2 pagesBoiler Refractory Dry-Out ProcedurePark JunyoungNo ratings yet
- Failure Analysis of Cracked Reformer Tubes Reveals Thermal Shock CauseDocument6 pagesFailure Analysis of Cracked Reformer Tubes Reveals Thermal Shock CauseOwais MalikNo ratings yet
- Babbit MetalDocument5 pagesBabbit MetallovetanaNo ratings yet
- Introduction to Pressure Vessel Design and AnalysisDocument122 pagesIntroduction to Pressure Vessel Design and AnalysisAnonymous d23gWCRQNo ratings yet
- Harris Brazing MaterialsDocument3 pagesHarris Brazing MaterialsfontyflockNo ratings yet
- Distillation Column InternalsDocument7 pagesDistillation Column InternalsRicardo BecNo ratings yet
- WeldOverlayofContinuousDigestersTAPPI2002 PDFDocument32 pagesWeldOverlayofContinuousDigestersTAPPI2002 PDFดิฐคุณ ผดุงมาศ100% (1)
- Casting Steel Alloys PDFDocument6 pagesCasting Steel Alloys PDFIAmaeyNo ratings yet
- Types of Forging OperationsDocument6 pagesTypes of Forging OperationsAshutosh SinghNo ratings yet
- Ceramic Coatings Improve Boiler Reliability and PerformanceDocument8 pagesCeramic Coatings Improve Boiler Reliability and PerformancedocturboNo ratings yet
- Factors Influencing The Recovery and Addition of MagnesiumDocument4 pagesFactors Influencing The Recovery and Addition of Magnesiumarnaldorcr8646No ratings yet
- SS 310 Temperature Limit AlternativesDocument3 pagesSS 310 Temperature Limit AlternativesyogacruiseNo ratings yet
- Hadfields Manganese SteelDocument3 pagesHadfields Manganese SteelndeminNo ratings yet
- Feeder Design & AnalysisDocument18 pagesFeeder Design & Analysismecaunidos7771No ratings yet
- Challenges in Fabrication of 2.15Cr 1mo 0.25V ReactorsDocument56 pagesChallenges in Fabrication of 2.15Cr 1mo 0.25V Reactorsnikhileshkumar_mishr100% (1)
- Brazing and Soldering TechniquesDocument2 pagesBrazing and Soldering TechniquesAblePraxisNo ratings yet
- IIT Karokpur VacuumDocument6 pagesIIT Karokpur Vacuumnarayananx5No ratings yet
- Introductory Guide To Glass-Lined Steel EquipmentDocument8 pagesIntroductory Guide To Glass-Lined Steel EquipmentMahmoud Al HomranNo ratings yet
- Common Causes of Premature Failure of MN SteelDocument3 pagesCommon Causes of Premature Failure of MN Steeldrackensohn100% (1)
- Chills General RulesDocument36 pagesChills General RulesMuthu KumarNo ratings yet
- Vacuum Brazing: Dawei Induction Heating Machine Co., LTDDocument9 pagesVacuum Brazing: Dawei Induction Heating Machine Co., LTDsajitha p sNo ratings yet
- HP40 NBDocument13 pagesHP40 NBTarun ChandraNo ratings yet
- What Chemical Engineers Can Learn From Mother NatureDocument8 pagesWhat Chemical Engineers Can Learn From Mother NatureDiana BonyuetNo ratings yet
- Evolution of Quench Factor Analysis - A ReviewDocument22 pagesEvolution of Quench Factor Analysis - A Reviewluigi_mazzucco100% (1)
- Vra Types Sealing For AgitatorDocument4 pagesVra Types Sealing For Agitatorxiaohe2019No ratings yet
- Heat Exchanger With Helical BafflesDocument8 pagesHeat Exchanger With Helical BaffleshuangjlNo ratings yet
- Mixing Science and Practice A Reflective View FinalDocument62 pagesMixing Science and Practice A Reflective View Finalalang_businessNo ratings yet
- Agitated Vessel Heat TransferDocument7 pagesAgitated Vessel Heat TransferalokbdasNo ratings yet
- Engineering Practice 2020 04Document35 pagesEngineering Practice 2020 04AUDIO CLIPS BLOGNo ratings yet
- Kramer H.J.M. - 2000 - Modeling of Industrial Crystallizers For Control and Design Purposes PDFDocument7 pagesKramer H.J.M. - 2000 - Modeling of Industrial Crystallizers For Control and Design Purposes PDFhusseinNo ratings yet
- CH 3 PDFDocument20 pagesCH 3 PDFHassaan SajidNo ratings yet
- Stress Relaxation Cracking Failure in Heat Exchanger Connection Pipes in A Petrochemical PlantDocument1 pageStress Relaxation Cracking Failure in Heat Exchanger Connection Pipes in A Petrochemical PlantRitesh Kumar MallickNo ratings yet
- Image Analysis in Quantitative Metallography: National Metallurgical Laborator Y, Jamshedpur-831007Document16 pagesImage Analysis in Quantitative Metallography: National Metallurgical Laborator Y, Jamshedpur-831007nantha kumarNo ratings yet
- Mechanical SealDocument1 pageMechanical SealVaibhav KaleNo ratings yet
- Furane Sand PDFDocument118 pagesFurane Sand PDFOscar SotomayorNo ratings yet
- Breaker Cores: Data Sheet IE 6.60 Product Data Sheet - Feeding Materials Edition 11/01Document5 pagesBreaker Cores: Data Sheet IE 6.60 Product Data Sheet - Feeding Materials Edition 11/01jose.figueroa@foseco.comNo ratings yet
- Ductile Iron: Rio Tinto Iron & TitaniumDocument18 pagesDuctile Iron: Rio Tinto Iron & TitaniumarirodriguezdiazNo ratings yet
- Metalography and Microstructures of Stainless Steels and Maraging SteelsDocument32 pagesMetalography and Microstructures of Stainless Steels and Maraging SteelsChaguy VergaraNo ratings yet
- Welding Solutions For The Chemical IndustryDocument44 pagesWelding Solutions For The Chemical IndustryDipesh ParekhNo ratings yet
- Application Manual Chapter 6 - Feeding & GatingDocument148 pagesApplication Manual Chapter 6 - Feeding & GatingVishal MaliNo ratings yet
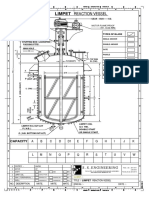
- Limpet Reaction Vessel PDFDocument1 pageLimpet Reaction Vessel PDFarajamani78No ratings yet
- AFS Thermal Analysis of CupsDocument12 pagesAFS Thermal Analysis of Cupsyash_ganatraNo ratings yet
- 2 SolidificacionDocument63 pages2 SolidificacionAndrea Espinosa OrtegaNo ratings yet
- LIBRO3Document43 pagesLIBRO3Camilo LacoutureNo ratings yet
- HCL Corrosion Under ControlDocument4 pagesHCL Corrosion Under ControlNXVNNo ratings yet
- PID Tuning Guide 022810Document28 pagesPID Tuning Guide 022810Darren AshNo ratings yet
- Importance of Control ValvesDocument31 pagesImportance of Control ValvesIndranil Hatua100% (1)
- Yokogawa PID Tuning Guide - CsTunerDocument28 pagesYokogawa PID Tuning Guide - CsTunerZohaib Alam100% (2)
- Measurement Instrumentation PDFDocument10 pagesMeasurement Instrumentation PDFestraj1954No ratings yet
- Topic 1: Measuring DevicesDocument12 pagesTopic 1: Measuring DevicesKrizia AnonuevoNo ratings yet
- Loper - Preconditioning of Cast Iron Melts & Its Use in Safety Castings Production - PaperDocument9 pagesLoper - Preconditioning of Cast Iron Melts & Its Use in Safety Castings Production - Papercrazy dNo ratings yet
- Machinability of Gray Cast Irons - AFS - Modern Castings - WebOnly0305Document17 pagesMachinability of Gray Cast Irons - AFS - Modern Castings - WebOnly0305crazy dNo ratings yet
- Kalpur FE KSE Insert PegDocument1 pageKalpur FE KSE Insert Pegcrazy dNo ratings yet
- Kalpur - FE - Datasheet - Foseco InfoDocument5 pagesKalpur - FE - Datasheet - Foseco Infocrazy dNo ratings yet
- Green Sand Fundamentals for Quality CastingsDocument8 pagesGreen Sand Fundamentals for Quality CastingsDidier MorenoNo ratings yet
- T-18 - Recommended Target Analysis For Ductile IronsDocument2 pagesT-18 - Recommended Target Analysis For Ductile Ironscrazy dNo ratings yet
- 5-CC 2011-India-How To Produce DIDocument31 pages5-CC 2011-India-How To Produce DIcrazy dNo ratings yet
- Tips For Auditing Your Green Sand SystemDocument10 pagesTips For Auditing Your Green Sand Systemcrazy dNo ratings yet
- Gating RiseringDocument53 pagesGating RiseringSiddharth GuptaNo ratings yet
- 0803 - John Deere - Casting Repairing InstructionsDocument4 pages0803 - John Deere - Casting Repairing Instructionscrazy dNo ratings yet
- Thermal Analysis PDFDocument25 pagesThermal Analysis PDFSachin Kumbhar0% (1)
- A Review of Common Metallurgical Defects in Ductile IronEcob - ELKEM - Ecob - PaperDocument10 pagesA Review of Common Metallurgical Defects in Ductile IronEcob - ELKEM - Ecob - Papercrazy dNo ratings yet
- Pre-CAST Mesh Data ConfirmationDocument24 pagesPre-CAST Mesh Data Confirmationcrazy dNo ratings yet
- 6-CC 2011-India-Mg-recoverDocument21 pages6-CC 2011-India-Mg-recovercrazy dNo ratings yet
- 5-CC 2011-India-How To Produce DIDocument31 pages5-CC 2011-India-How To Produce DIcrazy dNo ratings yet
- CATIA V5 Assembly DraftingDocument34 pagesCATIA V5 Assembly DraftingPratik PatelNo ratings yet
- Castex Project - Diff Case HSGDocument91 pagesCastex Project - Diff Case HSGcrazy dNo ratings yet
- Sverker 21: Cold Work Tool SteelDocument7 pagesSverker 21: Cold Work Tool Steelcrazy dNo ratings yet
- Edited Hydraulics Lecture - Part 2 - OrificesDocument36 pagesEdited Hydraulics Lecture - Part 2 - OrificesVincentNo ratings yet
- (Jean Oliver and Alison Middleditch (Auth.) ) Funct (B-Ok - CC)Document332 pages(Jean Oliver and Alison Middleditch (Auth.) ) Funct (B-Ok - CC)Lorena BurdujocNo ratings yet
- The Secret Science of Shaktipat - Guide To Initiation 13 September 2020Document77 pagesThe Secret Science of Shaktipat - Guide To Initiation 13 September 2020Patrick JenksNo ratings yet
- Yingli CS Centrale-Poggiorsini EN 062011-1 PDFDocument2 pagesYingli CS Centrale-Poggiorsini EN 062011-1 PDFZvonko Trajkov100% (1)
- Accounting For Non Specialists Australian 7th Edition Atrill Test BankDocument26 pagesAccounting For Non Specialists Australian 7th Edition Atrill Test BankJessicaMitchelleokj100% (49)
- Research 10 Mod2Document28 pagesResearch 10 Mod2Fernadez RodisonNo ratings yet
- 5.test Report - RFU-C-7Ghz IP10 Extract VersionDocument42 pages5.test Report - RFU-C-7Ghz IP10 Extract Versionminhdung.pham4713No ratings yet
- Top Answers to Mahout Interview QuestionsDocument6 pagesTop Answers to Mahout Interview QuestionsPappu KhanNo ratings yet
- Ethylene Yield From Pyrolysis Cracking in Olefin PDocument6 pagesEthylene Yield From Pyrolysis Cracking in Olefin PALL2WINNo ratings yet
- New Translation and Deciphering of ChineDocument14 pagesNew Translation and Deciphering of ChineRémyNo ratings yet
- 1675.does Concrete Lighten or Change Color As It DriesDocument5 pages1675.does Concrete Lighten or Change Color As It DriestvrNo ratings yet
- Kütahya between the Lines: Uncovering Historical Insights from Post-Medieval CeramicsDocument24 pagesKütahya between the Lines: Uncovering Historical Insights from Post-Medieval Ceramicslatinist1No ratings yet
- Berkowitz Et Al (2010) - Skills For Psychological Recovery - Field Operations GuideDocument154 pagesBerkowitz Et Al (2010) - Skills For Psychological Recovery - Field Operations GuideRita CamiloNo ratings yet
- Development PlanningDocument15 pagesDevelopment PlanningSamuelNo ratings yet
- Presentation on Indentured LabourersDocument10 pagesPresentation on Indentured LabourersAshis karmakar100% (1)
- PW 160-Taliban Fragmentation Fact Fiction and Future-PwDocument28 pagesPW 160-Taliban Fragmentation Fact Fiction and Future-Pwrickyricardo1922No ratings yet
- Vocabulary Practice 1Document3 pagesVocabulary Practice 1Phuong AnhNo ratings yet
- S-H Polarimeter Polartronic-532 Eng - 062015 PDFDocument2 pagesS-H Polarimeter Polartronic-532 Eng - 062015 PDFSuresh KumarNo ratings yet
- Pruebas de Certificación Lingüística in - B1 - Ce - Sol - J - 2015 Answer Key - JUNE 2015 Task 1Document2 pagesPruebas de Certificación Lingüística in - B1 - Ce - Sol - J - 2015 Answer Key - JUNE 2015 Task 1Jeru SierraNo ratings yet
- Albert Einstein - Wikipedia, The Free EncyclopediaDocument34 pagesAlbert Einstein - Wikipedia, The Free EncyclopediaalhanunNo ratings yet
- Gigabyte 8simlh - Rev 3.02Document32 pagesGigabyte 8simlh - Rev 3.02Denis MartinsNo ratings yet
- Were in The City of Palu in Central Sulawesi, IndonesiaDocument5 pagesWere in The City of Palu in Central Sulawesi, IndonesiaTú AnhNo ratings yet
- Pediatrics Study ScheduleDocument2 pagesPediatrics Study ScheduleNatnaelNo ratings yet
- What is phonicsDocument244 pagesWhat is phonicsNelly FernandezNo ratings yet
- Islamic Center Design With Islamic ArchiDocument11 pagesIslamic Center Design With Islamic ArchiMuhammad Sufiyan SharafudeenNo ratings yet
- 2006fileaveo MTDocument63 pages2006fileaveo MTeurospeed2100% (1)
- 2020 Exam-Sample-Questions-Computer-ScienceDocument8 pages2020 Exam-Sample-Questions-Computer-ScienceNesrine LaradjiNo ratings yet
- Engineering Design For A Circular Economy - A List of Design GuidelinesDocument1 pageEngineering Design For A Circular Economy - A List of Design Guidelinesmy oneNo ratings yet
- What ATF - CVTF To Use For ToyotaDocument7 pagesWhat ATF - CVTF To Use For ToyotaSydneyKasongoNo ratings yet
- Self-Sustainable Village: Dharm Raj Jangid 16031AA015Document2 pagesSelf-Sustainable Village: Dharm Raj Jangid 16031AA015Dharm JangidNo ratings yet