You might also like
- List InstafemesDocument4 pagesList InstafemesMuhamad Baihakhi ShamsudinNo ratings yet
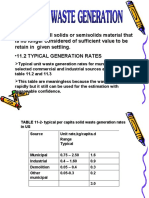
- Solid Waste: Definitions, Characteristics and PerspectivesDocument31 pagesSolid Waste: Definitions, Characteristics and PerspectivesMuhamad Baihakhi ShamsudinNo ratings yet
- Malaysia's 1st Integrated Waste Management CentreDocument52 pagesMalaysia's 1st Integrated Waste Management CentreMuhamad Baihakhi ShamsudinNo ratings yet
- Scheduled WasteDocument35 pagesScheduled Wasteazzatul amiraNo ratings yet
- Solid Waste ManagementDocument72 pagesSolid Waste ManagementMuhamad Baihakhi ShamsudinNo ratings yet
- Air Pollution ControlDocument76 pagesAir Pollution ControlMuhamad Baihakhi ShamsudinNo ratings yet
- Water Purification Process in Natural SystemDocument43 pagesWater Purification Process in Natural SystemMuhamad Baihakhi ShamsudinNo ratings yet
- DBM3023 - Jun 2018Document7 pagesDBM3023 - Jun 2018Muhamad Baihakhi ShamsudinNo ratings yet
- DBM3023 - Dis 2015Document10 pagesDBM3023 - Dis 2015Muhamad Baihakhi ShamsudinNo ratings yet
- DBM3023 - Dis 2017Document8 pagesDBM3023 - Dis 2017Muhamad Baihakhi ShamsudinNo ratings yet
- DBM3023 - Jun 2017Document11 pagesDBM3023 - Jun 2017Muhamad Baihakhi ShamsudinNo ratings yet
- Chapter 9-SafetyDocument40 pagesChapter 9-SafetyMuhamad Baihakhi ShamsudinNo ratings yet
- DBM3023 - Dis 2016Document8 pagesDBM3023 - Dis 2016Muhamad Baihakhi ShamsudinNo ratings yet
- Plant Safety and Environmental ConsiderationDocument13 pagesPlant Safety and Environmental ConsiderationMuhamad Baihakhi ShamsudinNo ratings yet
- Waste MangementDocument24 pagesWaste MangementMuhamad Baihakhi ShamsudinNo ratings yet
- European Polymer JournalDocument7 pagesEuropean Polymer JournalMuhamad Baihakhi ShamsudinNo ratings yet
- Chapter 9.safetyDocument47 pagesChapter 9.safetyMuhamad Baihakhi ShamsudinNo ratings yet
- Lesson Plan Che 515 Instrumental Chemistry For Engineers Faculty of Chemical Engineering Universiti Teknologi MaraDocument5 pagesLesson Plan Che 515 Instrumental Chemistry For Engineers Faculty of Chemical Engineering Universiti Teknologi MaraMuhamad Baihakhi ShamsudinNo ratings yet
- Plant Safety and LayoutDocument34 pagesPlant Safety and LayoutMuhamad Baihakhi ShamsudinNo ratings yet
- Green TechDocument10 pagesGreen TechMuhamad Baihakhi ShamsudinNo ratings yet
- Act 265 - Employment Act 1955Document120 pagesAct 265 - Employment Act 1955gurl_troublezNo ratings yet
- CPE414 DimensionDocument27 pagesCPE414 DimensionMuhamad Baihakhi ShamsudinNo ratings yet
- Rubrics For CHE692 AssigmentDocument6 pagesRubrics For CHE692 AssigmentMuhamad Baihakhi ShamsudinNo ratings yet
- The Question - Assignment CHE692Document1 pageThe Question - Assignment CHE692Muhamad Baihakhi ShamsudinNo ratings yet
- Animal ReportDocument182 pagesAnimal ReportMuhamad Baihakhi ShamsudinNo ratings yet
- Hopper Design PDFDocument31 pagesHopper Design PDFMuhamad Baihakhi ShamsudinNo ratings yet
- Block Diagram Reduction RulesDocument9 pagesBlock Diagram Reduction RulesGianco VillarrealNo ratings yet
- Course Outline CPE639Document4 pagesCourse Outline CPE639Muhamad Baihakhi ShamsudinNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Fire Fightingchap4aDocument30 pagesFire Fightingchap4aTaraknath MukherjeeNo ratings yet
- Industrial Safety Unit 1Document17 pagesIndustrial Safety Unit 1Prasanna GNo ratings yet
- Lighter User InstructionsDocument55 pagesLighter User InstructionsrogeriuscesarNo ratings yet
- The Assessment of Fire Safety Evacuation Management at The General Hospital Pulau PinangDocument21 pagesThe Assessment of Fire Safety Evacuation Management at The General Hospital Pulau PinangIzzati ZohadiNo ratings yet
- Forest Fire Lesson NotesDocument10 pagesForest Fire Lesson NotesManuel Velazquez MNo ratings yet
- Fire Safety TrainingDocument25 pagesFire Safety TrainingChhong CharkrongNo ratings yet
- 30-Minute English TestDocument1 page30-Minute English TestLệ LưuNo ratings yet
- Company ProfileDocument6 pagesCompany ProfileprashanttutuNo ratings yet
- Perancangan Produk Kimia - Tk20 Report Assignment 2Document30 pagesPerancangan Produk Kimia - Tk20 Report Assignment 2Rayhan HafidzNo ratings yet
- Fire Resistant Cables: The Last Cable StandingDocument32 pagesFire Resistant Cables: The Last Cable StandingDenis BuonoNo ratings yet
- Table of Conent of SOPDocument16 pagesTable of Conent of SOPFaysalNo ratings yet
- Dangerous and Prohibited Goods Guide PDFDocument48 pagesDangerous and Prohibited Goods Guide PDFGrace PasaporteNo ratings yet
- Fire Science Research Paper TopicsDocument8 pagesFire Science Research Paper Topicsyuyglccnd100% (1)
- Building Services - Fire Fighting LecturesDocument79 pagesBuilding Services - Fire Fighting Lecturesurvashi100% (1)
- Is Iec 61241 10 2004Document30 pagesIs Iec 61241 10 2004Yatin ChopraNo ratings yet
- Guidelines For The Management of Safety Critical ElementsDocument34 pagesGuidelines For The Management of Safety Critical Elementspaul.eastwood9991100% (12)
- Elemental Magic PDFDocument2 pagesElemental Magic PDFDoarAvon50% (2)
- PTW PDF FreeDocument32 pagesPTW PDF Freegobi100% (1)
- Agidol-1: SECTION 1: Identification of The Substance/mixture and of The Company/undertaking 1.1. Product IdentifierDocument24 pagesAgidol-1: SECTION 1: Identification of The Substance/mixture and of The Company/undertaking 1.1. Product IdentifierSekawan CosmeticsNo ratings yet
- Fuel Technology 2 Lab ManualDocument17 pagesFuel Technology 2 Lab Manualjohn powerNo ratings yet
- Cdi 181 PagesDocument182 pagesCdi 181 PagesRoshell ManzanNo ratings yet
- Tool Box Talk: Fire ExtinguisherDocument1 pageTool Box Talk: Fire ExtinguisherajayjanardhankasleNo ratings yet
- CT R80 SDS AerosolDocument6 pagesCT R80 SDS AerosolalboNo ratings yet
- A Technical Report OnDocument48 pagesA Technical Report OnBobby samNo ratings yet
- CNC Operation Edm ELEKTORDAManualDocument117 pagesCNC Operation Edm ELEKTORDAManualAjdinNo ratings yet
- Dust Collection System Explosion Hazards and ProtectionDocument8 pagesDust Collection System Explosion Hazards and ProtectionsguariniNo ratings yet
- Fluent Combustion 15.0 L01-IntroductionDocument17 pagesFluent Combustion 15.0 L01-IntroductionrafsebeNo ratings yet
- A5 Series Engraver Installation Manual V2.1Document52 pagesA5 Series Engraver Installation Manual V2.1torettoindumentariaNo ratings yet
- NASA Oxygen Gas Service MaterialDocument26 pagesNASA Oxygen Gas Service MaterialEric VandelindeNo ratings yet
- The Impact of Fire On Habitat Use by The Short-Snouted Elephant Shrew (Elephantulus Brachyrhynchus) in North West Province, South AfricaDocument9 pagesThe Impact of Fire On Habitat Use by The Short-Snouted Elephant Shrew (Elephantulus Brachyrhynchus) in North West Province, South AfricaAzido Laurentino Salimo CoteNo ratings yet