You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5819)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Comparative Study of of Uber and OlaDocument40 pagesComparative Study of of Uber and OlaDeep Choudhary100% (5)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Client Survey QuestionsDocument3 pagesClient Survey QuestionsjonisupriadiNo ratings yet
- Doris Naledi MakamaDocument2 pagesDoris Naledi MakamaKeemeNo ratings yet
- Sekesefilweng SetogileDocument2 pagesSekesefilweng SetogileKeemeNo ratings yet
- Sheep Business PlanDocument6 pagesSheep Business PlanKeemeNo ratings yet
- International Marketing PresentationDocument29 pagesInternational Marketing PresentationKeemeNo ratings yet
- Mezzanine Floor PlanDocument1 pageMezzanine Floor PlanKeemeNo ratings yet
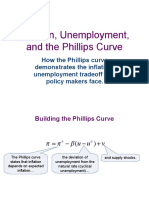
- Inflation, Unemployment, and The Phillips CurveDocument11 pagesInflation, Unemployment, and The Phillips CurveKeemeNo ratings yet
- Economics Ass 3Document6 pagesEconomics Ass 3KeemeNo ratings yet
- Mpho CV RevisedDocument1 pageMpho CV RevisedKeemeNo ratings yet
- Cleaning Method Statement SiteDocument10 pagesCleaning Method Statement SiteKeemeNo ratings yet
- Construction CSRDocument12 pagesConstruction CSRKeemeNo ratings yet
- Big Data Analytics: Free Guide: 5 Data Science Tools To ConsiderDocument8 pagesBig Data Analytics: Free Guide: 5 Data Science Tools To ConsiderKeemeNo ratings yet
- Assignment BAC4102 FDocument5 pagesAssignment BAC4102 FKeemeNo ratings yet
- Total Cleaning and Housekeeping ServicesDocument31 pagesTotal Cleaning and Housekeeping ServicesKeemeNo ratings yet
- Calculation of Building AreasDocument14 pagesCalculation of Building AreasKeemeNo ratings yet
- Construction Law Bqs4003: BSC in Quantity Surveying Ba Isago UniversityDocument153 pagesConstruction Law Bqs4003: BSC in Quantity Surveying Ba Isago UniversityKeemeNo ratings yet
- Curriculum Vitae ZaaDocument1 pageCurriculum Vitae ZaaKeemeNo ratings yet
- BSC Quantity Surveying Construction Economics 2 Bqs 3002module OutlineDocument4 pagesBSC Quantity Surveying Construction Economics 2 Bqs 3002module OutlineKeemeNo ratings yet
- (Emmanuel Thuto Oageng Construction Law AssignmentDocument5 pages(Emmanuel Thuto Oageng Construction Law AssignmentKeemeNo ratings yet
- Real EstateDocument7 pagesReal EstateKeemeNo ratings yet
- Unit-1-Construction-Technology-NEW-NEW2 KenanaoDocument38 pagesUnit-1-Construction-Technology-NEW-NEW2 KenanaoKeeme100% (1)
- TSOTLHEDocument21 pagesTSOTLHEKeemeNo ratings yet
- ICT in Education in Botswana: by Shafika IsaacsDocument14 pagesICT in Education in Botswana: by Shafika IsaacsKeemeNo ratings yet
- Scorecard WorkshopDocument61 pagesScorecard WorkshopKeemeNo ratings yet
- Deliverability Appraisal: Same Person As The Project Sponsor)Document7 pagesDeliverability Appraisal: Same Person As The Project Sponsor)Keeme100% (1)
- The Time Value of Money Lecture 3 and 4: Corporate Finance Ronald F. Singer Fall, 2010Document31 pagesThe Time Value of Money Lecture 3 and 4: Corporate Finance Ronald F. Singer Fall, 2010KeemeNo ratings yet
- PROPOSED MAINTENANCE WORKS OF KITCHEN & DINING AREAS AT TLHABOLOGO PRIMARY SCHOOL PDFDocument2 pagesPROPOSED MAINTENANCE WORKS OF KITCHEN & DINING AREAS AT TLHABOLOGO PRIMARY SCHOOL PDFKeemeNo ratings yet
- 2021 Show Brochure: 4-7 October 2021 - Tripoli International FairDocument9 pages2021 Show Brochure: 4-7 October 2021 - Tripoli International FairReda GuellilNo ratings yet
- Unit - 1Document45 pagesUnit - 1neel3745No ratings yet
- Bridgeloyalty Company Profile - 2019Document20 pagesBridgeloyalty Company Profile - 2019Rohit KrishnaNo ratings yet
- GEODIS in Indonesia: Behind Every Great Success, There Is Great LogisticsDocument2 pagesGEODIS in Indonesia: Behind Every Great Success, There Is Great LogisticsKutu rambut pocongNo ratings yet
- Intercompany PurchasingDocument23 pagesIntercompany PurchasingSahil JadhavNo ratings yet
- 2 Coating Inspector Muhammad Asif PDFDocument9 pages2 Coating Inspector Muhammad Asif PDFMuhammad Asif0% (1)
- Marketing Mix of Butterfly LG Microwave OvenDocument24 pagesMarketing Mix of Butterfly LG Microwave OvenNishat Tabassum ProvaNo ratings yet
- What Is The ISO 9000 Standards Series?Document7 pagesWhat Is The ISO 9000 Standards Series?mBilalNo ratings yet
- Project Report SiddharthDocument70 pagesProject Report SiddharthSiddharth PatidarNo ratings yet
- Datasheet For Steel Grades Structure Steel Q235Document2 pagesDatasheet For Steel Grades Structure Steel Q235bruarNo ratings yet
- MeconDocument6 pagesMeconAnbarasanNo ratings yet
- Components of Tour CostingDocument22 pagesComponents of Tour Costingmadhu anvekarNo ratings yet
- New Microsoft Excel WorksheetDocument4 pagesNew Microsoft Excel WorksheetRaheel Neo AhmadNo ratings yet
- E Logisticsss2011 121101042400 Phpapp01Document25 pagesE Logisticsss2011 121101042400 Phpapp01Shubham BhutadaNo ratings yet
- Dba1651 PDFDocument268 pagesDba1651 PDFRavuri KishoreNo ratings yet
- Week 09 - Inventory EstimationsDocument3 pagesWeek 09 - Inventory EstimationsPj ManezNo ratings yet
- Surf Excel Anti-Bacterial Smart SprayDocument16 pagesSurf Excel Anti-Bacterial Smart SprayNazrul JewelNo ratings yet
- Lesson SD Sales Order TypesDocument7 pagesLesson SD Sales Order TypesHitesh BalwaniNo ratings yet
- MNGT - 7 AssignmentDocument1 pageMNGT - 7 AssignmentDawn BitangcorNo ratings yet
- Unit 3 OMDocument15 pagesUnit 3 OMMd Altamash 786No ratings yet
- Zara - Chapter 12 - 2Document15 pagesZara - Chapter 12 - 2NHAN TRAN THI THANHNo ratings yet
- BusinessPlan RedesignedDocument13 pagesBusinessPlan RedesignedUdhas PhanchiNo ratings yet
- APQC Procurement Benchmarking MetricsDocument9 pagesAPQC Procurement Benchmarking MetricsAkshay SharmaNo ratings yet
- Po 14281 11092022085718Document41 pagesPo 14281 11092022085718lpagal.epcitNo ratings yet
- Design & Analysis of Portable Shell Moulding MachineDocument5 pagesDesign & Analysis of Portable Shell Moulding MachineNeelNo ratings yet
- Responsibilities and Functions of Internal EmployeesDocument2 pagesResponsibilities and Functions of Internal EmployeesJeremie LoyolaNo ratings yet
- Activity 6 InfographicDocument1 pageActivity 6 InfographicCherie Soriano AnanayoNo ratings yet
- MISDocument19 pagesMISVaishali Verma100% (1)