You might also like
- 5 Mandrels & Landing NipplesDocument34 pages5 Mandrels & Landing NipplesWaled FekryNo ratings yet
- 28 Design of Riveted JointsDocument9 pages28 Design of Riveted JointsPRASAD326100% (1)
- Mazatrol M2 Operator ManualDocument272 pagesMazatrol M2 Operator Manualdaedalus0x1a4100% (2)
- Fanuc G-Code List - Helman CNCDocument2 pagesFanuc G-Code List - Helman CNCkais kaskar100% (3)
- JJ104 Workshop Technology Chapter6 Milling MachineDocument27 pagesJJ104 Workshop Technology Chapter6 Milling MachineAh Tiang100% (3)
- Connecting Rod: Ident No.: 0741673-1Document15 pagesConnecting Rod: Ident No.: 0741673-1Şansal DikmenerNo ratings yet
- Materials Science and Technology of Optical FabricationFrom EverandMaterials Science and Technology of Optical FabricationNo ratings yet
- Schaublin 150 Catalogue 1989Document39 pagesSchaublin 150 Catalogue 1989shjefke100% (2)
- Non Traditional Machining ProcessesDocument108 pagesNon Traditional Machining ProcessesAsheeshKumarNo ratings yet
- AWJMDocument22 pagesAWJMsamiksha.patel.officialNo ratings yet
- KIM E KIM MicromachiningDocument12 pagesKIM E KIM Micromachininggande10No ratings yet
- Research PaperDocument10 pagesResearch PaperGitesh SammalwarNo ratings yet
- Abrasive Jet Machining (AJM) : A Seminar OnDocument14 pagesAbrasive Jet Machining (AJM) : A Seminar OnAkshatshuklaNo ratings yet
- Anshu SahuDocument6 pagesAnshu SahuChrist PaulNo ratings yet
- 04-MB-11 (Version Anglaise) - Mai 2012Document6 pages04-MB-11 (Version Anglaise) - Mai 2012LuisAranaNo ratings yet
- TechRef - Overhead Line - ConductorDocument12 pagesTechRef - Overhead Line - ConductorMIGUEL GARCIA MARTINEZNo ratings yet
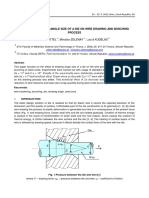
- Effect of Drawing Angle Size of A Die On Wire Drawing and Bunching ProcessDocument6 pagesEffect of Drawing Angle Size of A Die On Wire Drawing and Bunching ProcessRaghavendra BetakerurNo ratings yet
- Study of DelaminationDocument8 pagesStudy of Delaminationjunjie yiNo ratings yet
- Análise Analítica e Experimental Do Processo de Repuxo Profundo para Elementos Bimetálicos#Document4 pagesAnálise Analítica e Experimental Do Processo de Repuxo Profundo para Elementos Bimetálicos#Fabricio PertileNo ratings yet
- Design of Screw: Adama Science and Technology University Department of Mechanical Engineering Fourth Year Section TwoDocument10 pagesDesign of Screw: Adama Science and Technology University Department of Mechanical Engineering Fourth Year Section TwoBegna BuzunehNo ratings yet
- Study of PDC Cutter DurabilityDocument17 pagesStudy of PDC Cutter Durabilitysuresh_501No ratings yet
- Numerical Study On Dimensions and oDocument10 pagesNumerical Study On Dimensions and odudeanonymous2000No ratings yet
- l15 Audjg 2008 MMDocument4 pagesl15 Audjg 2008 MMTomescu MadalinNo ratings yet
- 42 Ijmperdfeb201842Document4 pages42 Ijmperdfeb201842TJPRC PublicationsNo ratings yet
- MDF Creep StudyDocument10 pagesMDF Creep StudySharath P CNo ratings yet
- Cryogenic EDM, Abhinav SharmaDocument7 pagesCryogenic EDM, Abhinav Sharmaabhinav sharmaNo ratings yet
- Finite Element Analysis of Transformer C PDFDocument5 pagesFinite Element Analysis of Transformer C PDFJose CasaisNo ratings yet
- Mark Scored:: M M M M MDocument5 pagesMark Scored:: M M M M MRamesh ShresthaNo ratings yet
- 2004-Deng-Finite Element Analysis of Effects of Ball Burnishing Parameters OnDocument6 pages2004-Deng-Finite Element Analysis of Effects of Ball Burnishing Parameters OnJesus Ismael Jimenez GarciaNo ratings yet
- 4 Wire DrawingDocument9 pages4 Wire DrawingPratik GhoshNo ratings yet
- ABRASIVE JET MACHINING ModellingDocument3 pagesABRASIVE JET MACHINING ModellingAnkit OlaNo ratings yet
- 00 - MANF Final Exams - Spring 2021 - RDocument19 pages00 - MANF Final Exams - Spring 2021 - RMay FadlNo ratings yet
- Drawing DieDocument7 pagesDrawing Diethanhhn_1210No ratings yet
- Abrasive Jet MachineDocument39 pagesAbrasive Jet MachineMuhammad Suleman100% (1)
- Gouasmi 2012 IOP Conf. Ser.: Mater. Sci. Eng. 28 012015Document6 pagesGouasmi 2012 IOP Conf. Ser.: Mater. Sci. Eng. 28 012015srinivas murthyNo ratings yet
- Nozzle Wear Parameter in Water Jet Machining The ReviewDocument11 pagesNozzle Wear Parameter in Water Jet Machining The ReviewAnonymous 9T6VEqtttvNo ratings yet
- 12 Lecture Clutches-Numerical-Examples SPCDocument22 pages12 Lecture Clutches-Numerical-Examples SPCKARTHIK SNo ratings yet
- Assignments For MSE 305 Name: Raj Sahu Roll No: 180583: Assignment 1Document2 pagesAssignments For MSE 305 Name: Raj Sahu Roll No: 180583: Assignment 1Raj SahuNo ratings yet
- Cryogenic Targets ICFDocument4 pagesCryogenic Targets ICFEmilyNo ratings yet
- Rolling Contact Fatigue Wear of Nitriding Austempered Ductile Iron (Adi) - Adi DiscsDocument8 pagesRolling Contact Fatigue Wear of Nitriding Austempered Ductile Iron (Adi) - Adi DiscslucianoNo ratings yet
- J.A.Ghani, K. Othman, M.N.A. Rahman, B.M. Deros and C.H.C.HaronDocument5 pagesJ.A.Ghani, K. Othman, M.N.A. Rahman, B.M. Deros and C.H.C.HaronJesús Adrián Santana LuzNo ratings yet
- Open Phys JF18Document6 pagesOpen Phys JF18Amin BenbekaiNo ratings yet
- BaitapDocument10 pagesBaitapChuoiEmNo ratings yet
- Strength of Materials Laboratory: Exercise 5 Estimation of Ultimate Load Using Double Shear Test AimDocument3 pagesStrength of Materials Laboratory: Exercise 5 Estimation of Ultimate Load Using Double Shear Test AimKoushik Ch 19BME1186No ratings yet
- Machining MetalsDocument20 pagesMachining MetalshemakumarsNo ratings yet
- Ex. U78 MATERIALS RESOLT - NOU CAMP NOUDocument10 pagesEx. U78 MATERIALS RESOLT - NOU CAMP NOUVicent J. Sala CamarenaNo ratings yet
- Multi-Responses Optimization of Edm Sinkingprocess of Aisi D2 Tool Steel Using Taguchi Grey-Fuzzy MethodDocument7 pagesMulti-Responses Optimization of Edm Sinkingprocess of Aisi D2 Tool Steel Using Taguchi Grey-Fuzzy MethodArief RachmanNo ratings yet
- Simulation Method of Milling Vibration Based On CuDocument7 pagesSimulation Method of Milling Vibration Based On CuPiyush KumarNo ratings yet
- Anales de Mecánica de La Fractura (Vol. 33)Document6 pagesAnales de Mecánica de La Fractura (Vol. 33)ElíGomaraGilNo ratings yet
- Component DesignDocument32 pagesComponent Designdaniel hambissaNo ratings yet
- M. Yahiaoui, L. Gerbaud, J.-Y. Paris, J. Denape, A. DourfayeDocument10 pagesM. Yahiaoui, L. Gerbaud, J.-Y. Paris, J. Denape, A. DourfayeAhmed GharbiNo ratings yet
- Non-Conventional Machining: (I) IntroductionDocument6 pagesNon-Conventional Machining: (I) IntroductionPANKWORLDNo ratings yet
- ME 505 Lab Exam July Dec 2020 Part 3Document2 pagesME 505 Lab Exam July Dec 2020 Part 3Shweta raiNo ratings yet
- Simulation Assignment On MachiningDocument2 pagesSimulation Assignment On Machiningaanshsamyani123No ratings yet
- Journal Pre-Proof: Sensors InternationalDocument35 pagesJournal Pre-Proof: Sensors InternationalMugilan mechNo ratings yet
- HW 3 AnswersDocument11 pagesHW 3 AnswersCoryna Wan Chun WahNo ratings yet
- 27-04-2021-1619516100-6-Ijme-2. Ijme - Optimization of Process Parameters in Deep Drawing of Monel-400 Conical CupDocument10 pages27-04-2021-1619516100-6-Ijme-2. Ijme - Optimization of Process Parameters in Deep Drawing of Monel-400 Conical Cupiaset123No ratings yet
- ME524 Projects Spring 2022 FinalDocument15 pagesME524 Projects Spring 2022 FinalZakariaNo ratings yet
- Materials Today: Proceedings: S.S. Shirguppikar, M.S. PatilDocument6 pagesMaterials Today: Proceedings: S.S. Shirguppikar, M.S. PatilShailesh ShirguppikarNo ratings yet
- Vidyalangar Sample TestDocument4 pagesVidyalangar Sample Testpaptc642002No ratings yet
- Experimental Techniques and Methods-Report1Document6 pagesExperimental Techniques and Methods-Report1Tannaz HadizadeNo ratings yet
- Design of Riveted JointsDocument9 pagesDesign of Riveted JointsAbdurrahman shuaibNo ratings yet
- Optimization of Cutting Force of Turning of AISI 1018 Mild Carbon Steel Using RSMDocument10 pagesOptimization of Cutting Force of Turning of AISI 1018 Mild Carbon Steel Using RSMEditor IJTSRDNo ratings yet
- Dynamic Damage and FragmentationFrom EverandDynamic Damage and FragmentationDavid Edward LambertNo ratings yet
- New Doc 2019-04-25 09.59.03Document8 pagesNew Doc 2019-04-25 09.59.03Nishant SinhaNo ratings yet
- Advance Machininh Processes (MEE-377) : Name-Nishant Adm. No.-16SCME101167Document5 pagesAdvance Machininh Processes (MEE-377) : Name-Nishant Adm. No.-16SCME101167Nishant SinhaNo ratings yet
- Abrasive Flow Machining: Process Principle, Parameters and CapabilitiesDocument13 pagesAbrasive Flow Machining: Process Principle, Parameters and CapabilitiesNishant SinhaNo ratings yet
- Centrifugal PumpDocument6 pagesCentrifugal PumpNishant SinhaNo ratings yet
- Tughlakabad Diesel Shed ProjectDocument31 pagesTughlakabad Diesel Shed ProjectNishant SinhaNo ratings yet
- HK WanChuangDa Tech Co.,Ltd Introduction of Die CastingDocument30 pagesHK WanChuangDa Tech Co.,Ltd Introduction of Die CastingYasiel RTNo ratings yet
- Modified Johnson CookDocument64 pagesModified Johnson CookwircexdjNo ratings yet
- Kern Evo eDocument6 pagesKern Evo eRene D. ArrietaNo ratings yet
- Economics and Product Design ConsiderationsDocument3 pagesEconomics and Product Design Considerationsاحمد عمر حديدNo ratings yet
- B 925 - 03 - 2Document15 pagesB 925 - 03 - 2Agung Sandi PrakasaNo ratings yet
- Motorised Hammer Project ReportDocument35 pagesMotorised Hammer Project ReportRaja ManeNo ratings yet
- Machining Centers and Turning Centers: Mahmoud Heshmat PHD in Iesm, 2018Document19 pagesMachining Centers and Turning Centers: Mahmoud Heshmat PHD in Iesm, 2018paul loganNo ratings yet
- Unit-4 Advanced Machining ProcessesDocument61 pagesUnit-4 Advanced Machining ProcessesHarshalPatilNo ratings yet
- Catalogue W170Document46 pagesCatalogue W170graham4877No ratings yet
- 523 Excavator Parts ManualDocument184 pages523 Excavator Parts ManualAldrin BanaayNo ratings yet
- R05410302 Cad CamDocument7 pagesR05410302 Cad CamandhracollegesNo ratings yet
- Dys 1Document46 pagesDys 1Vinothchellappan VinothNo ratings yet
- 2008 ALAC Cutting Hard Materials With LMJDocument10 pages2008 ALAC Cutting Hard Materials With LMJTatiana SavvaNo ratings yet
- Presentaion ProjectDocument15 pagesPresentaion ProjectAyush jhaNo ratings yet
- CNC Definitive GuideDocument36 pagesCNC Definitive GuidePhucNo ratings yet
- Heidenhain iTNC530 HSCIDocument60 pagesHeidenhain iTNC530 HSCIelumbNo ratings yet
- EDM - Literature SurveyDocument30 pagesEDM - Literature Surveydinesh veerNo ratings yet
- Orthogonal & Oblique CuttingDocument2 pagesOrthogonal & Oblique CuttingShivanshu shekhar100% (3)
- Laser Beam MachiningDocument3 pagesLaser Beam MachiningpankajNo ratings yet
- Promaster 7225Document12 pagesPromaster 7225AdragNo ratings yet
- Directed Energy Deposition (DED) Additive Manufacturing Physical Characteristics, Defects, Challenges and ApplicationsDocument25 pagesDirected Energy Deposition (DED) Additive Manufacturing Physical Characteristics, Defects, Challenges and ApplicationsShazdeh HosseinNo ratings yet
- 3140204Document3 pages3140204vikas raiNo ratings yet
- CNC ProgramiranjeDocument333 pagesCNC ProgramiranjeSimon RisteskiNo ratings yet
- The Evaluation of Analytical Models For Orthogonal Cutting ProcessDocument4 pagesThe Evaluation of Analytical Models For Orthogonal Cutting ProcessKemalMalovcicNo ratings yet