You might also like
- Ac-700 SpecificationDocument10 pagesAc-700 SpecificationTarek Abuzene100% (1)
- Ficha Tecnica PikotekDocument2 pagesFicha Tecnica Pikoteking_arriagaNo ratings yet
- 152 - HARDOX - 500 - UK - Data Sheet PDFDocument2 pages152 - HARDOX - 500 - UK - Data Sheet PDFneto-portoNo ratings yet
- Ki LSHF 3401 IsDocument2 pagesKi LSHF 3401 IsjamilNo ratings yet
- API 570 Open BookDocument9 pagesAPI 570 Open BookMusa ÇelikNo ratings yet
- VCS Flange SealDocument2 pagesVCS Flange SealBaskar KannaiahNo ratings yet
- 3.2. Flowstrong Yellowbox - Product SpecsDocument16 pages3.2. Flowstrong Yellowbox - Product SpecsHussain Al SanonaNo ratings yet
- Specification For Fire Pump - Part 10Document5 pagesSpecification For Fire Pump - Part 10Melisa MackNo ratings yet
- Polyolefin Copolymer Halogen free Cable Insulation CompoundDocument2 pagesPolyolefin Copolymer Halogen free Cable Insulation CompoundAMARENDRA SINo ratings yet
- Ceramic Membrane Technical DirectionsDocument7 pagesCeramic Membrane Technical DirectionsSterlitech100% (1)
- S-LOK Tube FittingsDocument58 pagesS-LOK Tube FittingsCesar YalanNo ratings yet
- GPT 1-3 PGE Tech SpecificationsDocument4 pagesGPT 1-3 PGE Tech SpecificationsEhtisham AndrAbiNo ratings yet
- GQ 10.112 Rev.1 UNS 32760Document5 pagesGQ 10.112 Rev.1 UNS 32760Giulio PontiggiaNo ratings yet
- 107 - WELDOX - 700 - UK - Data Sheet PDFDocument2 pages107 - WELDOX - 700 - UK - Data Sheet PDFDaniel CringusNo ratings yet
- PGE Tech GPT PDFDocument2 pagesPGE Tech GPT PDFAnonymous 1ykzuaxWgYNo ratings yet
- Rubber Elements PropertiesDocument1 pageRubber Elements PropertiesMa ProvoloneNo ratings yet
- Torqueo Pikotek PDFDocument4 pagesTorqueo Pikotek PDFjast111100% (1)
- A1200 Red Thread II PipingDocument0 pagesA1200 Red Thread II PipingjimmycabreraNo ratings yet
- 168 - HARDOX - 450 - UK - Data Sheet PDFDocument2 pages168 - HARDOX - 450 - UK - Data Sheet PDFemad sabriNo ratings yet
- Class 1 Thermoplastic Hose For ACDocument14 pagesClass 1 Thermoplastic Hose For ACurp30234No ratings yet
- Seamless and Welded Austenitic Stainless Steel Tubing (Small-Diameter) For General ServiceDocument4 pagesSeamless and Welded Austenitic Stainless Steel Tubing (Small-Diameter) For General ServiceAlejandro GonzálezNo ratings yet
- SPEC FOR HDPE PIPE LAYINGDocument12 pagesSPEC FOR HDPE PIPE LAYINGalep azizNo ratings yet
- 37 - Weldability and Performance of AHSSDocument27 pages37 - Weldability and Performance of AHSSsivaNo ratings yet
- Oilfield Hoses Fittings AccembliesDocument29 pagesOilfield Hoses Fittings Accembliesthapa786mNo ratings yet
- Duraplate Uhs EnglishDocument4 pagesDuraplate Uhs EnglishLuis JaraNo ratings yet
- Hardox 450 Data SheetDocument2 pagesHardox 450 Data SheetmatthewpincottNo ratings yet
- APP2Document1 pageAPP2thomasNo ratings yet
- Pipes and TubesDocument16 pagesPipes and TubesDaniel Sandoval FernándezNo ratings yet
- Ductile Iron Pipes SpecificationsDocument15 pagesDuctile Iron Pipes SpecificationsfernandoNo ratings yet
- Bond Strand 5000 eDocument8 pagesBond Strand 5000 eUmar KidaNo ratings yet
- General Specifications: DFS Diaphragm Seals For Model YA53 Gauge Pressure TransmitterDocument3 pagesGeneral Specifications: DFS Diaphragm Seals For Model YA53 Gauge Pressure TransmitterJorge GuerreroNo ratings yet
- Post Tensioning ManualDocument11 pagesPost Tensioning Manualimzee25100% (7)
- Quality Assurance of Reinforcement SteelDocument146 pagesQuality Assurance of Reinforcement SteelDr.SRINIVAS RAO PASUPULETI50% (2)
- Gasket Documents PDFDocument66 pagesGasket Documents PDFramnadh803181No ratings yet
- Hansun Tube Fitting - (S-LOK TYPE)Document60 pagesHansun Tube Fitting - (S-LOK TYPE)qasim_maqboolNo ratings yet
- Vanpanel Wall: External and Internal SheetDocument3 pagesVanpanel Wall: External and Internal SheetMl JainNo ratings yet
- REPUTE Tube Fittings Guide: Everything You Need to KnowDocument12 pagesREPUTE Tube Fittings Guide: Everything You Need to KnowspiritveluNo ratings yet
- Instrument Tubing Selection GuideDocument4 pagesInstrument Tubing Selection GuideToben HoodNo ratings yet
- A 632 - 02 Qtyzmi0wmkeDocument4 pagesA 632 - 02 Qtyzmi0wmkeLUISALBERTO06011985No ratings yet
- Detailed Specification Detailed Specification: GeneralDocument3 pagesDetailed Specification Detailed Specification: GeneralRamachandran SundararamanNo ratings yet
- Sanitary Fittings (MS 02 124 E) R2Document4 pagesSanitary Fittings (MS 02 124 E) R2herysyam1980No ratings yet
- MS 02 316Document12 pagesMS 02 316gazwang478No ratings yet
- Driscoplex 6500 Pe2708 / (Pe2406) Pipe: Pipe & Fittings Data SheetDocument2 pagesDriscoplex 6500 Pe2708 / (Pe2406) Pipe: Pipe & Fittings Data SheetmariannyNo ratings yet
- Pipe CatalogueDocument6 pagesPipe CatalogueirfanNo ratings yet
- Flexible Metalic Hose Braid & AssembliesDocument44 pagesFlexible Metalic Hose Braid & AssembliesiJordanScribdNo ratings yet
- 3M DP125Document7 pages3M DP125echobravo1No ratings yet
- Ductile Iron PipesDocument8 pagesDuctile Iron Pipesᕨᖆᕢᘙᖱ ᒸᕢᖽᐸᓎNo ratings yet
- PDS DS FR Flush Ring Type BadothermDocument11 pagesPDS DS FR Flush Ring Type BadothermLpg Power SupplyNo ratings yet
- E 1800 - 00 Rte4mdatukveDocument4 pagesE 1800 - 00 Rte4mdatukveHoward Gallegos MontenegroNo ratings yet
- Cor-Ten - Weather & Corrosion Resistant SteelDocument5 pagesCor-Ten - Weather & Corrosion Resistant SteelAnjan DeyNo ratings yet
- Mos3200 Bs 2000m FP Product DataDocument4 pagesMos3200 Bs 2000m FP Product DataJeromeNo ratings yet
- SevereEnviroment CatalogDocument8 pagesSevereEnviroment CatalogSteven HungNo ratings yet
- Norsok ExtractDocument2 pagesNorsok ExtractElliott RussellNo ratings yet
- Rogers Corp Product Selector GuideDocument3 pagesRogers Corp Product Selector GuideGeorgios SarrisNo ratings yet
- Nitro Nic 50 BookDocument18 pagesNitro Nic 50 Booka100acomNo ratings yet
- Technical Data SheetDocument2 pagesTechnical Data SheetIVANCHUNo ratings yet
- Advances in Solid Oxide Fuel Cells and Electronic Ceramics IIFrom EverandAdvances in Solid Oxide Fuel Cells and Electronic Ceramics IIMihails KusnezoffNo ratings yet
- Ceramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesFrom EverandCeramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesJosef MatyášNo ratings yet
- DTD 560Document5 pagesDTD 560kulveer singhNo ratings yet
- Furnace Linings Ferrous 01Document12 pagesFurnace Linings Ferrous 01Jennifer Nicky Shaker100% (1)
- Experimental theatre's acoustic design optimizes sound diffusionDocument18 pagesExperimental theatre's acoustic design optimizes sound diffusionrinshaNo ratings yet
- ACED Murugadoss PPT TAFEDocument91 pagesACED Murugadoss PPT TAFEMarikya GuptaNo ratings yet
- Assembly Procedure For The Dual Slope Body For The 777F and 777G Off-Highway TruckDocument87 pagesAssembly Procedure For The Dual Slope Body For The 777F and 777G Off-Highway TruckKeron Trotz100% (2)
- Mechanical Cementation ProductsDocument20 pagesMechanical Cementation Productstafhim rashidNo ratings yet
- Rubber Products SairamDocument24 pagesRubber Products SairamHina Thetenders.comNo ratings yet
- Loctite EA E-120HP: Product Description MixedDocument3 pagesLoctite EA E-120HP: Product Description MixedRavi ModyNo ratings yet
- Automobile Air Condition System Using Exahust GasDocument19 pagesAutomobile Air Condition System Using Exahust GasEr. Ramji TripathiNo ratings yet
- Doble Capa ElectricaDocument13 pagesDoble Capa ElectricaSebastianDiazNo ratings yet
- Formworks & Falsework ManualDocument71 pagesFormworks & Falsework ManualWilfredo Lotino75% (4)
- Water Cement Ratio (Gate60 Short Notes)Document4 pagesWater Cement Ratio (Gate60 Short Notes)akash rathodNo ratings yet
- BS En-12285-1Document159 pagesBS En-12285-1shaggeruk85% (13)
- LKVF Coarse StrainerDocument2 pagesLKVF Coarse StrainerPeterNo ratings yet
- r050211802 Thermodynamics and KineticsDocument8 pagesr050211802 Thermodynamics and KineticsSrinivasa Rao GNo ratings yet
- B21 5530 EnglishDocument20 pagesB21 5530 EnglishWillianNo ratings yet
- Method Statement For Concrete Works (Rev.01)Document12 pagesMethod Statement For Concrete Works (Rev.01)EmadHassan0% (1)
- Use of Waste Tyres in Road ConstructionDocument11 pagesUse of Waste Tyres in Road Constructionvotetorecieve 1100% (1)
- B.08.02 - Statement of Work (SOW) 28APR23Document34 pagesB.08.02 - Statement of Work (SOW) 28APR23Ismail MohammadNo ratings yet
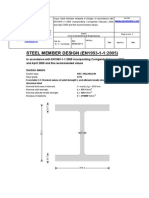
- Sachpazis Steel Member Analysis & Design (EN1993-1!1!2005)Document6 pagesSachpazis Steel Member Analysis & Design (EN1993-1!1!2005)Costas SachpazisNo ratings yet
- Chemistry NTSE Stage-1& II (Page 203) Final17-18Document203 pagesChemistry NTSE Stage-1& II (Page 203) Final17-18Aditi MishraNo ratings yet
- FI-DC01-Visual Defect Categories Rev 1Document1 pageFI-DC01-Visual Defect Categories Rev 1Rajeshwaran ChinniahNo ratings yet
- 1 LimeDocument3 pages1 LimeSteph MejiaNo ratings yet
- BLASTING TECHNICAL GUIDEDocument16 pagesBLASTING TECHNICAL GUIDESivaratnam Navatharan100% (1)
- GFRC Balustrade SectionDocument4 pagesGFRC Balustrade Sectionladan tamaddonNo ratings yet
- RAN Chemicals - Products - Powder Paint - Pure Polyster - For 93:7 - Carboxylated Polyester (R-3930)Document3 pagesRAN Chemicals - Products - Powder Paint - Pure Polyster - For 93:7 - Carboxylated Polyester (R-3930)crplzNo ratings yet
- Material Science and Engineering: "Metals"Document31 pagesMaterial Science and Engineering: "Metals"Baltazar MharkNo ratings yet
- Safety Data Sheet: 1. IdentificationDocument8 pagesSafety Data Sheet: 1. IdentificationRodolfo Paccohuanca SaboyaNo ratings yet
- Combination Flame Arrester & Free VentDocument4 pagesCombination Flame Arrester & Free Ventyulianus_srNo ratings yet
- Compressibility of Soils: Geotechnical Engineering IIDocument34 pagesCompressibility of Soils: Geotechnical Engineering IIAriel SialongoNo ratings yet