You might also like
- Computational Materials Engineering: Achieving High Accuracy and Efficiency in Metals Processing SimulationsFrom EverandComputational Materials Engineering: Achieving High Accuracy and Efficiency in Metals Processing SimulationsNo ratings yet
- Stochastic Modelling in Process TechnologyFrom EverandStochastic Modelling in Process TechnologyRating: 5 out of 5 stars5/5 (1)
- Journal of Manufacturing Systems: ReviewDocument8 pagesJournal of Manufacturing Systems: ReviewQuỳnh NguyễnNo ratings yet
- Video Mining Research PapersDocument5 pagesVideo Mining Research Papersh02ver8h100% (1)
- Predictive Analysis Based Approach For Optimal Warehouse Product PositioningDocument6 pagesPredictive Analysis Based Approach For Optimal Warehouse Product PositioningPratyaksh SinghNo ratings yet
- Object Oriented Modeling and Decision Support For Supply ChainsDocument32 pagesObject Oriented Modeling and Decision Support For Supply ChainswasimashfaqNo ratings yet
- Extended Critical Path 1405Document9 pagesExtended Critical Path 1405JdNo ratings yet
- 011-0161 An Integrated Inventory Control and Facility Location System With Capacity Constraints: A Multi-Objective Evolutionary ApproachDocument25 pages011-0161 An Integrated Inventory Control and Facility Location System With Capacity Constraints: A Multi-Objective Evolutionary ApproachomkarbhaskarNo ratings yet
- Journal Inventory ManagementDocument11 pagesJournal Inventory ManagementYOGESWARI A/P SUBRAMANIAN STUDENTNo ratings yet
- Supply Chain Design and Analysis ModelsDocument22 pagesSupply Chain Design and Analysis ModelsM RahmanNo ratings yet
- Case Study 1Document13 pagesCase Study 1Dhruv SabNo ratings yet
- Eoq ThesisDocument4 pagesEoq Thesisdngw6ed6100% (1)
- Lecture Notes On "Data Warehousing by Examples: ArticleDocument7 pagesLecture Notes On "Data Warehousing by Examples: ArticleFritzie WestNo ratings yet
- Reverse Logistics Network Design A State-Of-The-Art Literature ReviewDocument7 pagesReverse Logistics Network Design A State-Of-The-Art Literature ReviewshjpotpifNo ratings yet
- European Journal of Operational Research: Thomas Kirschstein, Frank MeiselDocument14 pagesEuropean Journal of Operational Research: Thomas Kirschstein, Frank MeiselQuỳnh NguyễnNo ratings yet
- European Journal of Operational Research: Thomas Kirschstein, Frank MeiselDocument14 pagesEuropean Journal of Operational Research: Thomas Kirschstein, Frank MeiselSơn Trần BảoNo ratings yet
- Object Oriented Modeling and Decision SupportDocument23 pagesObject Oriented Modeling and Decision SupportUm SitthaNo ratings yet
- Complemente de Matematici Pentru Ingineri MUNTEANU NICOLAE CMIMN51 (Lucrarea 2)Document25 pagesComplemente de Matematici Pentru Ingineri MUNTEANU NICOLAE CMIMN51 (Lucrarea 2)Nicolae MunteanuNo ratings yet
- Ideas For Modeling and Simulation of Supply Chains With ArenaDocument10 pagesIdeas For Modeling and Simulation of Supply Chains With ArenaEbenezer BrightNo ratings yet
- 1 s2.0 S0895717705005170 MainDocument11 pages1 s2.0 S0895717705005170 MainWawan WawanNo ratings yet
- Modelling and Simulation of Casting Process: An Overview: September 2009Document15 pagesModelling and Simulation of Casting Process: An Overview: September 2009Prasad AnandNo ratings yet
- 2013-Embedded World-ANovel Approach On Virtual Systems Prototyping Based On AValidated HiDocument11 pages2013-Embedded World-ANovel Approach On Virtual Systems Prototyping Based On AValidated Himezhoudamine06No ratings yet
- WK1 Optimal Warehouse Design Literature Review and Case Study ApplicationDocument13 pagesWK1 Optimal Warehouse Design Literature Review and Case Study ApplicationElie Abi JaoudeNo ratings yet
- New Strategy For Warehouse Optimization - Lean WarehousingDocument7 pagesNew Strategy For Warehouse Optimization - Lean WarehousingBennet RajkumarNo ratings yet
- Supply Chain Simulation: Experiences From Two Case Studies: January 2003Document7 pagesSupply Chain Simulation: Experiences From Two Case Studies: January 2003Dan Mircea SuciuNo ratings yet
- A Comprehensive Survey of Guaranteed-Service Models For Multi-Echelon Inventory OptimizationDocument59 pagesA Comprehensive Survey of Guaranteed-Service Models For Multi-Echelon Inventory OptimizationUmang SoniNo ratings yet
- ANN InventoryDocument8 pagesANN InventoryJosé MatosNo ratings yet
- DikNgaYin Report V2 20220708 EEMT6900Document26 pagesDikNgaYin Report V2 20220708 EEMT6900mj_davis04No ratings yet
- Exercise Book Level 3 - Update 2023 For StudentsDocument32 pagesExercise Book Level 3 - Update 2023 For StudentsCrazzyguy ForuNo ratings yet
- Exercise Book Level 3 - Update 2023 FULLDocument62 pagesExercise Book Level 3 - Update 2023 FULLCrazzyguy ForuNo ratings yet
- Development of A Design Methodology For Warehousing Systems: Hierarchical FrameworkDocument6 pagesDevelopment of A Design Methodology For Warehousing Systems: Hierarchical FrameworkGilangRisangNo ratings yet
- Comparison of Dijkstra's Algorithm and Dynamic Programming Method in Finding Shortest Path For Order Picker in A WarehouseDocument13 pagesComparison of Dijkstra's Algorithm and Dynamic Programming Method in Finding Shortest Path For Order Picker in A WarehouseMaria Sofia Angela LiguanNo ratings yet
- Ware House Design of A Central PumpingDocument13 pagesWare House Design of A Central PumpingDr. Mahesh GopalNo ratings yet
- Research Paper MiningDocument6 pagesResearch Paper Miningtrvlegvkg100% (1)
- Supply Chain Management in A Dairy Industry - A CADocument6 pagesSupply Chain Management in A Dairy Industry - A CAJyoti ShedageNo ratings yet
- INDE8900-30 Lecture 1 S23Document35 pagesINDE8900-30 Lecture 1 S23sohila reddyNo ratings yet
- Exercise Book Level 1 - Update 2023Document52 pagesExercise Book Level 1 - Update 2023Crazzyguy ForuNo ratings yet
- Graves Willems 2000Document16 pagesGraves Willems 2000foad8888No ratings yet
- An Investigation of Automated Planograms Using A SDocument23 pagesAn Investigation of Automated Planograms Using A Sirfan ramadhanNo ratings yet
- Archive 1658908440Document7 pagesArchive 1658908440Fithriana RachmawatiNo ratings yet
- Supply Chain Design and Analysis: Models and MethodsDocument22 pagesSupply Chain Design and Analysis: Models and MethodssankofakanianNo ratings yet
- Exercise Book Level 1 - Update 2022Document52 pagesExercise Book Level 1 - Update 2022Kajal Joshi100% (1)
- Mixed Integer PROGRAMMINGDocument11 pagesMixed Integer PROGRAMMINGSumit DhallNo ratings yet
- Exercise Book Level 2 - Update 2023 For StudentsDocument31 pagesExercise Book Level 2 - Update 2023 For StudentsCrazzyguy ForuNo ratings yet
- Excellent Master ThesisDocument6 pagesExcellent Master Thesisstefanieyangmanchester100% (2)
- A Comprehensive Survey of Guaranteed-Service Models For Multi-Echelon Inventory OptimizationDocument57 pagesA Comprehensive Survey of Guaranteed-Service Models For Multi-Echelon Inventory Optimization刘向阳No ratings yet
- Dokumen - Tips - XCP Pattern Library 33Document91 pagesDokumen - Tips - XCP Pattern Library 33TonyChuNo ratings yet
- MITx SCX KeyConcept SC0x FV PDFDocument61 pagesMITx SCX KeyConcept SC0x FV PDFJoao CarvalhoNo ratings yet
- Decision Making ProcessDocument36 pagesDecision Making ProcessSherif AL-KammashNo ratings yet
- M.tech Project Thesis PDFDocument7 pagesM.tech Project Thesis PDFcourtneypetersonspringfield100% (2)
- Literature Review On Cloud StorageDocument11 pagesLiterature Review On Cloud Storagec5rh6ras100% (1)
- MB0044 Production & Operations Management (Semester-II) Book ID: B1133 Assignment Set - IDocument10 pagesMB0044 Production & Operations Management (Semester-II) Book ID: B1133 Assignment Set - IpriamrahulNo ratings yet
- Full-Factorial Design of Experiments in LogisticsDocument9 pagesFull-Factorial Design of Experiments in LogisticssugiantowellyNo ratings yet
- Implementation Class Based StorageDocument15 pagesImplementation Class Based StorageHard GainsNo ratings yet
- Dukic WarehouselayoutsDocument14 pagesDukic Warehouselayoutsrohitkamath7No ratings yet
- Aggregate Planning in Manufacturing Company - Linear Programming ApproachDocument8 pagesAggregate Planning in Manufacturing Company - Linear Programming ApproachMawar NooviaNo ratings yet
- Conceptual Modelling Paper 1Document40 pagesConceptual Modelling Paper 1John VillamilNo ratings yet
- 1 s2.0 S0377221709009047 MainDocument16 pages1 s2.0 S0377221709009047 MainCESARPINEDANo ratings yet
- Integrated Design of Multiscale, Multifunctional Materials and ProductsFrom EverandIntegrated Design of Multiscale, Multifunctional Materials and ProductsNo ratings yet
- I. An Introduction To Sensors I. An Introduction To SensorsDocument85 pagesI. An Introduction To Sensors I. An Introduction To SensorsTuncay KamasNo ratings yet
- Free Vibration of A Cantilever Beam With A Lumped Mass at Free EndDocument4 pagesFree Vibration of A Cantilever Beam With A Lumped Mass at Free EndTuncay KamasNo ratings yet
- Warehouse Optimization Model Based On Genetic AlgoDocument7 pagesWarehouse Optimization Model Based On Genetic AlgoTuncay KamasNo ratings yet
- Vi̇sual Studi̇o Tutori̇alDocument154 pagesVi̇sual Studi̇o Tutori̇alTuncay Kamas100% (1)
- On Predicting Roller Milling Performance Part II. The Breakage FunctionDocument13 pagesOn Predicting Roller Milling Performance Part II. The Breakage FunctionKenneth AdamsNo ratings yet
- Art Appreciation Learning ModulesDocument32 pagesArt Appreciation Learning ModulesJonah ChoiNo ratings yet
- Earths InteriorDocument50 pagesEarths InteriorJulius Memeg PanayoNo ratings yet
- 2003 831 01 - Fiber Optic AttenuatorDocument51 pages2003 831 01 - Fiber Optic AttenuatorchopanalvarezNo ratings yet
- 10K Ductile Cast Iron Gate Valve (Flange Type) TOYO VALVE Gate ValvesDocument4 pages10K Ductile Cast Iron Gate Valve (Flange Type) TOYO VALVE Gate ValvesFredie LabradorNo ratings yet
- How To Design 3D Games With Web Technolology - Book 01. Three - Js - HTML5 and WebGL (PDFDrive)Document184 pagesHow To Design 3D Games With Web Technolology - Book 01. Three - Js - HTML5 and WebGL (PDFDrive)van ninhNo ratings yet
- Reduced Complexity Decision Feedback Equalizer For Supporting High Mobility in WimaxDocument5 pagesReduced Complexity Decision Feedback Equalizer For Supporting High Mobility in Wimaxjoy0302No ratings yet
- Fairwell TestDocument16 pagesFairwell TestSsekyanzi CalvinNo ratings yet
- Interview Q SASDocument43 pagesInterview Q SAShimaNo ratings yet
- Chapter 7 SystemLifeCycleDocument14 pagesChapter 7 SystemLifeCycleZuber PatelNo ratings yet
- CAT 2020 QUANT Previous Year QuestionsDocument49 pagesCAT 2020 QUANT Previous Year QuestionsApoorva SharmaNo ratings yet
- Act std3Document7 pagesAct std3Helen B. EvansNo ratings yet
- Calflo Heat Transfer Fluids Tech DataDocument4 pagesCalflo Heat Transfer Fluids Tech DataKhaled ElsayedNo ratings yet
- Eia Cea 608Document154 pagesEia Cea 608Максим РадионовNo ratings yet
- Power Electronics Circuits Devices and Applications by Muhammad H RashidDocument602 pagesPower Electronics Circuits Devices and Applications by Muhammad H RashidSuhas K Sri SaiNo ratings yet
- Topic 4 Positioining V2Document39 pagesTopic 4 Positioining V2Aqilah Taufik100% (2)
- Juniper SRX Quickstart-12.1r3Document455 pagesJuniper SRX Quickstart-12.1r3Pichai Ng-arnpairojhNo ratings yet
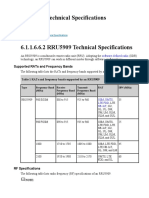
- RRU5909 Technical SpecificationsDocument7 pagesRRU5909 Technical SpecificationsDmitry059100% (1)
- Mass Transfer by Migration & Diffusion (Ch. 4)Document16 pagesMass Transfer by Migration & Diffusion (Ch. 4)Shekel DeninoNo ratings yet
- Practice Test Paper-2 - IJSODocument11 pagesPractice Test Paper-2 - IJSOSonal Gupta100% (5)
- Lutron / Trane Bacnet Integration: QuantumDocument7 pagesLutron / Trane Bacnet Integration: QuantumthomasNo ratings yet
- Carbon BlackDocument15 pagesCarbon BlackBoonyarit Lurdgrienggraiying100% (1)
- Tesis de Pared de BloquesDocument230 pagesTesis de Pared de BloquesRobert FinqNo ratings yet
- BLM 343 Course BookDocument966 pagesBLM 343 Course Bookarda1940No ratings yet
- Oracle Alerts: Mona Lisa SahuDocument35 pagesOracle Alerts: Mona Lisa Sahuanishokm2992No ratings yet
- Prediction TheoryDocument90 pagesPrediction TheoryJuliusSerdeñaTrapalNo ratings yet
- DTP German Volume Training StyleDocument37 pagesDTP German Volume Training StyleRyan Pan100% (1)
- Significant FiguresDocument24 pagesSignificant Figurestatroclaire88No ratings yet
- How To Build An Offshore CraneDocument5 pagesHow To Build An Offshore CraneWestMarineNo ratings yet
- Gear BoxDocument36 pagesGear BoxNimoNo ratings yet