You might also like
- Din 17102 PDFDocument10 pagesDin 17102 PDFEvriMert RüzgArdaNo ratings yet
- YG500D and YG600D Engine Parts ManualDocument44 pagesYG500D and YG600D Engine Parts ManualtimmckennaNo ratings yet
- 1991 XT600 SchematicsDocument63 pages1991 XT600 SchematicsHernan Pablo AlvarezNo ratings yet
- Welding Rod SelectionDocument1 pageWelding Rod Selectionbikas_sahaNo ratings yet
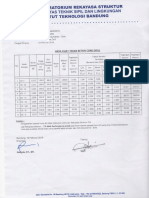
- The compressive strength of concrete drill cores based on various factorsDocument1 pageThe compressive strength of concrete drill cores based on various factorsPanji Ardiansah WijayaNo ratings yet
- AMR Usage SHO OH Avg Calls Max CallsDocument16 pagesAMR Usage SHO OH Avg Calls Max CallsDavid OlaosNo ratings yet
- Yamaha DT 250 Microfiche - 1976Document58 pagesYamaha DT 250 Microfiche - 1976rabu64No ratings yet
- 3JM4 1991Document47 pages3JM4 1991Ali ZebNo ratings yet
- High Carbon Wire RodDocument9 pagesHigh Carbon Wire Rodninganray6316100% (1)
- Stainless Wire e 04-06Document2 pagesStainless Wire e 04-06ravindra erabattiNo ratings yet
- Yfa 1 JDocument49 pagesYfa 1 JbenoiNo ratings yet
- Classic-Yamaha DT 250 E - 400 E - Air Cooled - Parts ListDocument60 pagesClassic-Yamaha DT 250 E - 400 E - Air Cooled - Parts ListAndrea De SantisNo ratings yet
- X1862 OQC FAI Dimension Data RecordDocument532 pagesX1862 OQC FAI Dimension Data RecordChào XinNo ratings yet
- Yamaha DT 250 Microfiche - 1979Document51 pagesYamaha DT 250 Microfiche - 1979rabu64No ratings yet
- Etabs Load Combinations From NSCP 2010Document9 pagesEtabs Load Combinations From NSCP 2010WilfredoEnghoyNo ratings yet
- Calculo EstructuralDocument36 pagesCalculo EstructuralBrighitaNormaQuispeCatariNo ratings yet
- Certificado 015Document4 pagesCertificado 015Nicolas Yussepe BonillaNo ratings yet
- Yfa1P CDocument47 pagesYfa1P CbenoiNo ratings yet
- Stainless Steel StripDocument17 pagesStainless Steel StripMusicNo ratings yet
- TEKCHAND Stock Status ReportDocument9 pagesTEKCHAND Stock Status ReportManjeet SinghNo ratings yet
- 3fat 2001Document46 pages3fat 2001motorciNo ratings yet
- 4BDH 1996Document59 pages4BDH 1996motorciNo ratings yet
- Quality Control ChartDocument15 pagesQuality Control Chart4M CoatingsNo ratings yet
- Optimize your XT600T repair manual searchesDocument62 pagesOptimize your XT600T repair manual searchesChriss MarmarinosNo ratings yet
- LASTlifting Pump PDSDocument3 pagesLASTlifting Pump PDSsunii19847908No ratings yet
- Prote SistemasDocument8 pagesProte Sistemasdhaclin Cabrera ValverdeNo ratings yet
- OC curves comparison different N, n, c valuesDocument6 pagesOC curves comparison different N, n, c valuesNabila Indri YaniNo ratings yet
- Metre Detaille Lotissement Al Amal Lgharbya AepDocument3 pagesMetre Detaille Lotissement Al Amal Lgharbya Aepilyasse badiNo ratings yet
- Examen - Analisis-SismicaDocument10 pagesExamen - Analisis-SismicaOdar GarciaNo ratings yet
- 4BDB 1995Document52 pages4BDB 1995motorciNo ratings yet
- HVAC System - Duct Quantity Take Off (Example Explained)Document1 pageHVAC System - Duct Quantity Take Off (Example Explained)Rudy Jesus Capa IlizarbeNo ratings yet
- Dpipe: Calculation Sample and Recommended Sequence For Entering Input DataDocument14 pagesDpipe: Calculation Sample and Recommended Sequence For Entering Input DataAbhinav OjhaNo ratings yet
- Quality Assurance: QP 7.2 S03 Form 7 Capability of Measurement Processes Procedure 2 程序2 (Gauge R&R)Document20 pagesQuality Assurance: QP 7.2 S03 Form 7 Capability of Measurement Processes Procedure 2 程序2 (Gauge R&R)cong daNo ratings yet
- Report Stock Condition - GoodsDocument3 pagesReport Stock Condition - Goodsrahman teknisiNo ratings yet
- Stok Barang SD 15 Februari 2021Document32 pagesStok Barang SD 15 Februari 2021TriNo ratings yet
- Statement of AccountDocument1 pageStatement of Accountmiranda criggerNo ratings yet
- 4BDJ 1997Document58 pages4BDJ 1997motorciNo ratings yet
- 4BD4 1993Document51 pages4BD4 1993motorciNo ratings yet
- Form ExceDocument6 pagesForm ExceJoem cNo ratings yet
- Analisis de Trafico de DiseñoDocument6 pagesAnalisis de Trafico de DiseñoMsgaramondNo ratings yet
- 3fa9 1993Document44 pages3fa9 1993motorciNo ratings yet
- 3fak 1998Document47 pages3fak 1998motorciNo ratings yet
- ECUACIONES KeqDocument1 pageECUACIONES KeqdavysNo ratings yet
- 4BD1 1992Document51 pages4BD1 1992motorciNo ratings yet
- TEST FINAL Projet de Route - Axe 5 - Cubatures DécapageDocument1 pageTEST FINAL Projet de Route - Axe 5 - Cubatures DécapageINNOCENT KOUAKOUNo ratings yet
- Table: Assembled Joint Masses: Mk1.Sdb SAP2000 v14.0.0 - License # 15 June 2017Document34 pagesTable: Assembled Joint Masses: Mk1.Sdb SAP2000 v14.0.0 - License # 15 June 2017Yogi Patiung PongtuluranNo ratings yet
- 3fa5 1991Document46 pages3fa5 1991motorciNo ratings yet
- Configuracion para Drive vf0 - vf3Document21 pagesConfiguracion para Drive vf0 - vf3Pablo GonzalezNo ratings yet
- Kawasaki XT350K cylinder head and valve partsDocument61 pagesKawasaki XT350K cylinder head and valve partsMiguel SanchezNo ratings yet
- Syauqi - Nano Silika - Sampel 5 - 1273.nsz Measurement ResultsDocument3 pagesSyauqi - Nano Silika - Sampel 5 - 1273.nsz Measurement ResultsAhmad FarhanNo ratings yet
- Masini Si Utilaje AprilieDocument4 pagesMasini Si Utilaje AprilieAida AidaNo ratings yet
- Despiece YamahaDocument55 pagesDespiece Yamahagustavo barbozaNo ratings yet
- Novaseptic Valve Valve Body, Tank Outlet Valve 90, Elbow 45 TCDocument3 pagesNovaseptic Valve Valve Body, Tank Outlet Valve 90, Elbow 45 TCJustin GeorgeNo ratings yet
- YZ250H1 Cylinder Head and Water Pump PartsDocument49 pagesYZ250H1 Cylinder Head and Water Pump Partsfrancisco cortes medinaNo ratings yet
- 3fa7 1992Document46 pages3fa7 1992motorciNo ratings yet
- Aa - 1604 DNL JDGDocument17 pagesAa - 1604 DNL JDGangel salvadeoNo ratings yet
- Practica 1: (KG) (RT) (KL) (R)Document8 pagesPractica 1: (KG) (RT) (KL) (R)Cristhian Marquez RodriguezNo ratings yet
- 3fad 1995Document44 pages3fad 1995motorciNo ratings yet
- Garcia Welding: Filler Metal Selection GuideDocument8 pagesGarcia Welding: Filler Metal Selection GuideGustavo MorilloNo ratings yet
- WPS - PQR (Sa516 GR.70)Document4 pagesWPS - PQR (Sa516 GR.70)miltonangulomorrisNo ratings yet
- V & M Do BRASIL - Structural Tubes - VallourecDocument24 pagesV & M Do BRASIL - Structural Tubes - VallourecizaacsenaNo ratings yet
- CALCULATION OF MODIFICATION SLAB THICKNESS D1 v.2Document3 pagesCALCULATION OF MODIFICATION SLAB THICKNESS D1 v.2Dica Rasyid MaulidhaniNo ratings yet
- Carbon and Low Alloy SteelsDocument3 pagesCarbon and Low Alloy Steelspratapkumar333No ratings yet
- Stainless Steel Rope 7x19 Breaking Load ChartDocument2 pagesStainless Steel Rope 7x19 Breaking Load ChartnajamNo ratings yet
- Fabrication Comparison TablesDocument5 pagesFabrication Comparison TablesFouzia MangaNo ratings yet
- Essential Guide to Welding Stainless Steels and Dissimilar MetalsDocument4 pagesEssential Guide to Welding Stainless Steels and Dissimilar MetalsSikasep TeaNo ratings yet
- Fit Up Welding Visual Inspection ReportDocument2 pagesFit Up Welding Visual Inspection Reportgst ajah100% (1)
- FE410WWA - Equivalent Steel Grades QualitiesDocument6 pagesFE410WWA - Equivalent Steel Grades QualitiesbkprodhNo ratings yet
- PWHT TempDocument1 pagePWHT TempVKT TiwariNo ratings yet
- Material Identification NumbersDocument2 pagesMaterial Identification Numbersrajatapc12007No ratings yet
- Steel Matting Price Jan2013Document3 pagesSteel Matting Price Jan2013Pidz Garcia100% (1)
- Alform 620-1100 Grobblech TLB EN 1401Document16 pagesAlform 620-1100 Grobblech TLB EN 1401Bui Chi TamNo ratings yet
- Reasoned Document IRS M-28-2020Document42 pagesReasoned Document IRS M-28-2020Metal deptNo ratings yet
- 2-7 Plain Carbon and Carbon Maganese SteelsDocument49 pages2-7 Plain Carbon and Carbon Maganese SteelsSolomonNo ratings yet
- 9 Materials - Equivalent GradesDocument7 pages9 Materials - Equivalent GradesEzraHasibuanNo ratings yet
- Jieyang Yongjiashun Cutlery ManufacturerDocument27 pagesJieyang Yongjiashun Cutlery ManufacturerNam TranNo ratings yet
- ASTM Grades PDFDocument0 pagesASTM Grades PDFRaj KamalNo ratings yet
- WPS SampleDocument182 pagesWPS Sampleaymenfr23No ratings yet
- Everything You Need to Know About Iron-Carbon Phase DiagramsDocument13 pagesEverything You Need to Know About Iron-Carbon Phase DiagramsAbhishek SakatNo ratings yet
- The Welding Journal 1958 4Document226 pagesThe Welding Journal 1958 4Alexey100% (2)
- Esab Filler Metal Handbook 2016 - Asia Pacific PDFDocument454 pagesEsab Filler Metal Handbook 2016 - Asia Pacific PDFDr. S.No ratings yet
- CR3 (BS) - Worldwide Equivalent GradesDocument1 pageCR3 (BS) - Worldwide Equivalent GradesGANESHNo ratings yet
- POWER WAVE Connection GuideDocument63 pagesPOWER WAVE Connection GuideOscar JimenezNo ratings yet
- ASME P Material NumbersDocument2 pagesASME P Material NumbersAbdullah100% (1)
- ISCAR Cutting Tools - Metal Working Tools - Grade - IC907 CNGG 432-PPDocument2 pagesISCAR Cutting Tools - Metal Working Tools - Grade - IC907 CNGG 432-PPqdarioNo ratings yet
- PAC - 316L Stainless Steel Tubing DatasheetDocument1 pagePAC - 316L Stainless Steel Tubing DatasheetChan Yong SoonNo ratings yet
- MMA Welding GuideDocument25 pagesMMA Welding GuideIslam SahafayatNo ratings yet