You might also like
- Dimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyFrom EverandDimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyNo ratings yet
- VN Brochure 2007Document27 pagesVN Brochure 2007aurel71No ratings yet
- The Mechanical and Physical Properties of the British Standard EN Steels (B.S. 970 - 1955): EN 21 to EN 39From EverandThe Mechanical and Physical Properties of the British Standard EN Steels (B.S. 970 - 1955): EN 21 to EN 39Rating: 5 out of 5 stars5/5 (1)
- 1961 - Structural Problems in The Use of CFS SectionsDocument30 pages1961 - Structural Problems in The Use of CFS SectionsYazeed Al-RadhiNo ratings yet
- Engineering Materials 2: An Introduction to Microstructures, Processing and DesignFrom EverandEngineering Materials 2: An Introduction to Microstructures, Processing and DesignNo ratings yet
- Sucker Rods HandbookDocument14 pagesSucker Rods HandbookJaime Andres Trujillo86% (7)
- Thin-Walled Structures: C. Karthik, M. AnbarasuDocument13 pagesThin-Walled Structures: C. Karthik, M. AnbarasuCaio SantosNo ratings yet
- Design of Prestressed Concrete Piles For Seismic Loads Adds A NewDocument3 pagesDesign of Prestressed Concrete Piles For Seismic Loads Adds A NewMahindaNo ratings yet
- Development of High-Strength Steel Wire With Superior WeldabilityDocument5 pagesDevelopment of High-Strength Steel Wire With Superior WeldabilitySmruti Ranjan PattanayakNo ratings yet
- Behaviour of Steel Fibre Reinforced Conc PDFDocument4 pagesBehaviour of Steel Fibre Reinforced Conc PDFBenharzallah KrobbaNo ratings yet
- Comparative Study of Flexural Strength of R.C. Beam Using Basalt Fiber Polymer As ReinforcementDocument4 pagesComparative Study of Flexural Strength of R.C. Beam Using Basalt Fiber Polymer As ReinforcementShreeHarunKrishnanNo ratings yet
- Iron Roll For Rollin in Japan: C T ST ElDocument9 pagesIron Roll For Rollin in Japan: C T ST Ela21858665No ratings yet
- 4th ACDT Paper 5Document6 pages4th ACDT Paper 5Rocketer OatrocketerNo ratings yet
- Tests To Determine Performance of Deformed Welded WireDocument10 pagesTests To Determine Performance of Deformed Welded WireSumanthNo ratings yet
- On And: Hypereutectoid Transf Ormation BehaviorDocument8 pagesOn And: Hypereutectoid Transf Ormation BehaviorSmruti Ranjan PattanayakNo ratings yet
- 1.4 Classification of MaterialsDocument1 page1.4 Classification of MaterialsMounir DjellabNo ratings yet
- Ferrocement BeamsDocument15 pagesFerrocement BeamsVarun Deogaokar100% (4)
- Materials Today: Proceedings: S. Balaji, P. Manikandan, R. Sruthi, K. LokeshrajDocument6 pagesMaterials Today: Proceedings: S. Balaji, P. Manikandan, R. Sruthi, K. LokeshrajCaio SantosNo ratings yet
- 10 1016@j Tws 2009 11 002 PDFDocument9 pages10 1016@j Tws 2009 11 002 PDFanon_47684961No ratings yet
- Welding Consideration Wit High-Str SteelDocument3 pagesWelding Consideration Wit High-Str SteeltakanyawatNo ratings yet
- Numerical Analysis of Cold-Formed Steel Open Sections Under Axial CompressionDocument9 pagesNumerical Analysis of Cold-Formed Steel Open Sections Under Axial Compressionخوێندن لە ئەوروپاNo ratings yet
- Manufacturing Process of Ductile Pipe Using Casting TechniqueDocument4 pagesManufacturing Process of Ductile Pipe Using Casting TechniqueUma KoduriNo ratings yet
- Retrofitting of Existing Columns of Buildings and Bridges Using Steel JacketingDocument7 pagesRetrofitting of Existing Columns of Buildings and Bridges Using Steel Jacketingfaimy josephNo ratings yet
- Enhancement of Shear Connectors For Steel-Concrete Composite StructuresDocument8 pagesEnhancement of Shear Connectors For Steel-Concrete Composite StructuresUsha EngineeringNo ratings yet
- Hardened Case Properties and Tensile Behaviours of TMT Steel BarsDocument8 pagesHardened Case Properties and Tensile Behaviours of TMT Steel BarsTanjidul IslamNo ratings yet
- IRJET Distortional Buckling Study of ColDocument5 pagesIRJET Distortional Buckling Study of ColssierroNo ratings yet
- Study On Nodular Graphite Steel: RollsDocument11 pagesStudy On Nodular Graphite Steel: RollsAnkur gaurNo ratings yet
- 1 s2.0 S0263823114002365 MainDocument12 pages1 s2.0 S0263823114002365 MainAjay kaviNo ratings yet
- Engineering Structures: Jun Xia, Kevin R. Mackie, Muhammad A. Saleem, Amir MirmiranDocument13 pagesEngineering Structures: Jun Xia, Kevin R. Mackie, Muhammad A. Saleem, Amir MirmiranRagheb IbrahimNo ratings yet
- Design of Slab-Column Junctions in Flat Slabs: N. K. Subedi and P. S. BaglinDocument13 pagesDesign of Slab-Column Junctions in Flat Slabs: N. K. Subedi and P. S. BaglinalmeidavaleNo ratings yet
- (23005319 - Acta Mechanica Et Automatica) Influence of Corrugation Depth On Lateral Stability of Cold-Formed Steel Beams of Corrugated Webs PDFDocument8 pages(23005319 - Acta Mechanica Et Automatica) Influence of Corrugation Depth On Lateral Stability of Cold-Formed Steel Beams of Corrugated Webs PDFci_balaNo ratings yet
- Structural Performance of Bolted Moment ConnectionDocument10 pagesStructural Performance of Bolted Moment ConnectionNarasimha DvlNo ratings yet
- Dubai CentreDocument20 pagesDubai CentreArbi811No ratings yet
- Tanaka1981Document28 pagesTanaka1981Madhwan ChandrawanshiNo ratings yet
- Installation of Steel Framing Members To Receive Screw-Attached Gypsum Panel ProductsDocument9 pagesInstallation of Steel Framing Members To Receive Screw-Attached Gypsum Panel ProductsINARQ1979No ratings yet
- Journal of Constructional Steel Research: Poologanathan Keerthan, Mahen MahendranDocument11 pagesJournal of Constructional Steel Research: Poologanathan Keerthan, Mahen MahendranDinesh LakshmananNo ratings yet
- AMERICAN Pipe Manual - Ductile Iron Pipe (5-14-15) PDFDocument35 pagesAMERICAN Pipe Manual - Ductile Iron Pipe (5-14-15) PDFLmaoNo ratings yet
- Cold Form Steel DesignDocument6 pagesCold Form Steel Designakhilesh120No ratings yet
- Concrete-Filled Steel Tubular (CFST) Columns: Mayank Vyas and Ghanishth AgrawalDocument4 pagesConcrete-Filled Steel Tubular (CFST) Columns: Mayank Vyas and Ghanishth AgrawalK RaghuNo ratings yet
- TOS III Chapter V Design of Steel Structures. A.PropertiesDocument4 pagesTOS III Chapter V Design of Steel Structures. A.PropertiesShyam WanaskarNo ratings yet
- Allam Et Al. - PERFORMANCE-BASED SIMPLIFIED MODEL FOR A STEEL BEADocument12 pagesAllam Et Al. - PERFORMANCE-BASED SIMPLIFIED MODEL FOR A STEEL BEAayashkoNo ratings yet
- Astm 754Document9 pagesAstm 754sabbirNo ratings yet
- Behavior of Steel Monopoles PDFDocument11 pagesBehavior of Steel Monopoles PDFchrtromNo ratings yet
- Behavior of Reinforced Concrete T-Beams StrengthenedDocument10 pagesBehavior of Reinforced Concrete T-Beams StrengthenedCarlos SYNo ratings yet
- Wire Ropes: Diagram of Wire Rope ComponentsDocument10 pagesWire Ropes: Diagram of Wire Rope Componentskhairulanuarjun100% (4)
- CE413: Chapter 5 (5.1-5.4)Document30 pagesCE413: Chapter 5 (5.1-5.4)Mary Joy CañoNo ratings yet
- Composite Refractory MaterialsDocument8 pagesComposite Refractory MaterialsMatija BušićNo ratings yet
- 8 - Buckling Capacities of Axially Loaded, Cold-Formed, Built-Up C-ChannelsDocument12 pages8 - Buckling Capacities of Axially Loaded, Cold-Formed, Built-Up C-Channelsخوێندن لە ئەوروپاNo ratings yet
- 5905 13961 1 PBDocument7 pages5905 13961 1 PBNhật KhaNo ratings yet
- Composite Steel Wire Rope ArtDocument10 pagesComposite Steel Wire Rope ArtsijuaNo ratings yet
- Steel Group 4Document32 pagesSteel Group 4Habiba AhmedNo ratings yet
- CETEST Notes FinalsDocument33 pagesCETEST Notes FinalsKrischanSayloGelasanNo ratings yet
- Using FRP-bars in Concrete Beams: A General Review: June 2009Document7 pagesUsing FRP-bars in Concrete Beams: A General Review: June 2009Kawan EngNo ratings yet
- Parker White Paper Developments in Stainless Steel Instrumentation Tube FittingsDocument6 pagesParker White Paper Developments in Stainless Steel Instrumentation Tube FittingskkaranagNo ratings yet
- BLDG TECH Juson Assignment Lecture 3 METALDocument15 pagesBLDG TECH Juson Assignment Lecture 3 METALMa. Janelle GoNo ratings yet
- Analysis and Optimization of Parameters For Casting Ductile Iron PipesDocument27 pagesAnalysis and Optimization of Parameters For Casting Ductile Iron PipesSurajit SahaNo ratings yet
- Comparison of Seismic Behavior of A Structure With Composite and Conventional ColumnsDocument7 pagesComparison of Seismic Behavior of A Structure With Composite and Conventional ColumnsEphrata MussieNo ratings yet
- 114 Lec Metals and Metals Processing Study GuideDocument5 pages114 Lec Metals and Metals Processing Study GuideIvyy Joyce BuanNo ratings yet
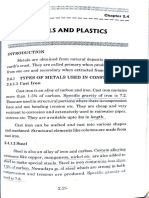
- Metals and Plastics 14 Sep 2021Document15 pagesMetals and Plastics 14 Sep 2021MadhuNo ratings yet
- Latest Plant Engineering of Blast Furnaces: Technical ReportDocument7 pagesLatest Plant Engineering of Blast Furnaces: Technical ReportSusanna Ku pandNo ratings yet
- REACTIEPLAN AGCS (Post-Processor) Type 1: Metingen F GDocument3 pagesREACTIEPLAN AGCS (Post-Processor) Type 1: Metingen F GAdnan ColoNo ratings yet
- Steel 33nicrmov15 Clarmhb3 - GBDocument2 pagesSteel 33nicrmov15 Clarmhb3 - GBAdnan ColoNo ratings yet
- IB Rot Band & Body EngDocument75 pagesIB Rot Band & Body EngAdnan ColoNo ratings yet
- Superalloy Mortartube Us7963202Document10 pagesSuperalloy Mortartube Us7963202Adnan ColoNo ratings yet
- Steel 40nicrmov15 Clarmhb7 - GBDocument2 pagesSteel 40nicrmov15 Clarmhb7 - GBAdnan ColoNo ratings yet
- STEEL 30NiCrMoV14 CLARMHBR - GBDocument2 pagesSTEEL 30NiCrMoV14 CLARMHBR - GBAdnan ColoNo ratings yet
- Steel 33crmov12 GKH - GBDocument2 pagesSteel 33crmov12 GKH - GBAdnan ColoNo ratings yet
- ViewDocument97 pagesViewAdnan ColoNo ratings yet
- Aircraft Materials BrochureDocument6 pagesAircraft Materials BrochureAdnan ColoNo ratings yet
- STEEL 30NiCrMo16 30NCD16 FDMA - 1 - GBDocument2 pagesSTEEL 30NiCrMo16 30NCD16 FDMA - 1 - GBAdnan ColoNo ratings yet
- DINAMIKA 2019/20. - Redovni Završni RokDocument3 pagesDINAMIKA 2019/20. - Redovni Završni RokAdnan ColoNo ratings yet
- Integration of A Remotely Operated, Breech Loaded 120 MM Mortar Platform Briefing For The Guns & Missiles Symposium - 26 APRIL 2007Document12 pagesIntegration of A Remotely Operated, Breech Loaded 120 MM Mortar Platform Briefing For The Guns & Missiles Symposium - 26 APRIL 2007Adnan ColoNo ratings yet
- Cardom: Battle Proven Autonomous Recoil Mortar SystemDocument2 pagesCardom: Battle Proven Autonomous Recoil Mortar SystemAdnan ColoNo ratings yet
- Em Mortar Technology Development For Indirect FireDocument8 pagesEm Mortar Technology Development For Indirect FireAdnan ColoNo ratings yet
- Vjezba 5 - Pocetna Brzina FragmenataDocument112 pagesVjezba 5 - Pocetna Brzina FragmenataAdnan ColoNo ratings yet
- 05315Document4 pages05315Adnan ColoNo ratings yet
- Loopty Loop LabDocument2 pagesLoopty Loop LabChristopher YiNo ratings yet
- Din 11852Document20 pagesDin 11852MANGESH MANE100% (1)
- Friction Factor ArticleDocument10 pagesFriction Factor ArticleLim BrandonNo ratings yet
- Data - TristarDocument4 pagesData - TristarQuỳnh NhưNo ratings yet
- CAE Report 20180577Document12 pagesCAE Report 20180577Kamlesh SharmaNo ratings yet
- TL 233, 11-2010, enDocument8 pagesTL 233, 11-2010, enMiguel QueirosNo ratings yet
- Pool Pump INST 434 Viron XT Product Instructions-3Document16 pagesPool Pump INST 434 Viron XT Product Instructions-3Adrian GillilandNo ratings yet
- Sec 7Document32 pagesSec 7Diego Castillo JaramilloNo ratings yet
- Astm D 412-87Document12 pagesAstm D 412-87chaivatNo ratings yet
- AC Question Class 12Document4 pagesAC Question Class 12Abhinav SinghNo ratings yet
- Science 10 Las 4-1Document5 pagesScience 10 Las 4-1Michael TuyayNo ratings yet
- Catalogo IbtDocument28 pagesCatalogo IbtGuizza GuizzaaNo ratings yet
- Testing of Frost Free Ref. CompontntsDocument4 pagesTesting of Frost Free Ref. Compontntssantosh Indulkar100% (2)
- Mechanical Properties of Solids - NotesDocument15 pagesMechanical Properties of Solids - NotesNyra HillsNo ratings yet
- R C C Beam DesignDocument6 pagesR C C Beam DesignediezelNo ratings yet
- Haus DecantercentrifugeDocument20 pagesHaus DecantercentrifugePayee Allena BiongcogNo ratings yet
- M100-30 (Gear Plate Selection Guide)Document24 pagesM100-30 (Gear Plate Selection Guide)Fadli Ryan ArikundoNo ratings yet
- Jis C3771Document2 pagesJis C3771bkprodhNo ratings yet
- PA 635 - Separation System - Parts - 2008Document59 pagesPA 635 - Separation System - Parts - 2008Centrifugal SeparatorNo ratings yet
- FrigolandiaDocument4 pagesFrigolandiagamunozdNo ratings yet
- Honeywell Solstice®454B R 454B TDS - EN 1Document4 pagesHoneywell Solstice®454B R 454B TDS - EN 1tcNo ratings yet
- Dramix Setting The Standard SDocument8 pagesDramix Setting The Standard SwilmanesNo ratings yet
- Pavc Series Variable Volume Piston Pump: Service Parts GuideDocument10 pagesPavc Series Variable Volume Piston Pump: Service Parts GuideRafael RodriguezNo ratings yet
- Vag - ComDocument26 pagesVag - ComwujkoNo ratings yet
- KFT 131 - Physical Chemistry I April 08Document17 pagesKFT 131 - Physical Chemistry I April 08simparminNo ratings yet
- ROOF TRUSS INSTALLATION GUIDE Sept 2016 WDocument12 pagesROOF TRUSS INSTALLATION GUIDE Sept 2016 WTimothy LimNo ratings yet
- Lesson II Simple Vapor Compn SystemDocument19 pagesLesson II Simple Vapor Compn SystemNELMIDA AIRISH JOY N.No ratings yet
- Ibrahim Dincer, Adnan Midilli, Haydar Kucuk (Eds.) - Progress in Exergy, Energy, and The Environment-Springer International Publishing (2014) PDFDocument1,055 pagesIbrahim Dincer, Adnan Midilli, Haydar Kucuk (Eds.) - Progress in Exergy, Energy, and The Environment-Springer International Publishing (2014) PDFpheliphs100% (2)
- TimeSheet Calculator TrumpExcelRevised 2017 v1Document50 pagesTimeSheet Calculator TrumpExcelRevised 2017 v1RAJNo ratings yet
- ME6504 - Metrology & Measurements Unit 4 - Form MeasurementDocument45 pagesME6504 - Metrology & Measurements Unit 4 - Form MeasurementarunpdcNo ratings yet
- Endure: How to Work Hard, Outlast, and Keep HammeringFrom EverandEndure: How to Work Hard, Outlast, and Keep HammeringRating: 4.5 out of 5 stars4.5/5 (285)
- Happy, Happy, Happy: My Life and Legacy as the Duck CommanderFrom EverandHappy, Happy, Happy: My Life and Legacy as the Duck CommanderRating: 5 out of 5 stars5/5 (39)
- Si-cology 1: Tales and Wisdom from Duck Dynasty's Favorite UncleFrom EverandSi-cology 1: Tales and Wisdom from Duck Dynasty's Favorite UncleRating: 4.5 out of 5 stars4.5/5 (16)
- Endure: How to Work Hard, Outlast, and Keep HammeringFrom EverandEndure: How to Work Hard, Outlast, and Keep HammeringRating: 5 out of 5 stars5/5 (1)
- Electrical Safety Code Manual: A Plain Language Guide to National Electrical Code, OSHA and NFPA 70EFrom EverandElectrical Safety Code Manual: A Plain Language Guide to National Electrical Code, OSHA and NFPA 70ERating: 3 out of 5 stars3/5 (6)
- DIY GUNS: Recoil Magazine's Guide to Homebuilt Suppressors, 80 Percent Lowers, Rifle Mods and More!From EverandDIY GUNS: Recoil Magazine's Guide to Homebuilt Suppressors, 80 Percent Lowers, Rifle Mods and More!Rating: 4 out of 5 stars4/5 (4)
- Concealed Carry Class: The ABCs of Self-Defense Tools and TacticsFrom EverandConcealed Carry Class: The ABCs of Self-Defense Tools and TacticsNo ratings yet
- Gunsmithing Made Easy: Projects for the Home GunsmithFrom EverandGunsmithing Made Easy: Projects for the Home GunsmithRating: 3 out of 5 stars3/5 (2)
- Prepared: The 8 Secret Skills of an Ex-IDF Special Forces Operator That Will Keep You Safe - Basic GuideFrom EverandPrepared: The 8 Secret Skills of an Ex-IDF Special Forces Operator That Will Keep You Safe - Basic GuideRating: 4.5 out of 5 stars4.5/5 (10)
- Si-renity: How I Stay Calm and Keep the FaithFrom EverandSi-renity: How I Stay Calm and Keep the FaithRating: 5 out of 5 stars5/5 (21)
- The ISO 45001:2018 Implementation Handbook: Guidance on Building an Occupational Health and Safety Management SystemFrom EverandThe ISO 45001:2018 Implementation Handbook: Guidance on Building an Occupational Health and Safety Management SystemNo ratings yet
- Marksmanship Fundamentals: Improve Your Shooting By Mastering the BasicsFrom EverandMarksmanship Fundamentals: Improve Your Shooting By Mastering the BasicsRating: 4.5 out of 5 stars4.5/5 (3)
- Gunsmithing Modern Firearms: A Gun Guy's Guide to Making Good Guns Even BetterFrom EverandGunsmithing Modern Firearms: A Gun Guy's Guide to Making Good Guns Even BetterRating: 5 out of 5 stars5/5 (1)
- SuppressorsFrom EverandSuppressorsEditors of RECOIL MagazineNo ratings yet
- Fire Protection Engineering in Building DesignFrom EverandFire Protection Engineering in Building DesignRating: 4.5 out of 5 stars4.5/5 (5)
- Death in the Long Grass: A Big Game Hunter's Adventures in the African BushFrom EverandDeath in the Long Grass: A Big Game Hunter's Adventures in the African BushRating: 4.5 out of 5 stars4.5/5 (59)
- Workbook to Accompany Maintenance & Reliability Best PracticesFrom EverandWorkbook to Accompany Maintenance & Reliability Best PracticesRating: 3.5 out of 5 stars3.5/5 (3)
- Introduction to Petroleum Process SafetyFrom EverandIntroduction to Petroleum Process SafetyRating: 3 out of 5 stars3/5 (2)
- Guidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisFrom EverandGuidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisRating: 5 out of 5 stars5/5 (1)
- Gun Digest’s Pistol Shooting Tips for Concealed Carry Collection eShort: How to shoot a handgun accurately by mastering the double action trigger and clear malfunctions.From EverandGun Digest’s Pistol Shooting Tips for Concealed Carry Collection eShort: How to shoot a handgun accurately by mastering the double action trigger and clear malfunctions.No ratings yet
- Incidents That Define Process SafetyFrom EverandIncidents That Define Process SafetyNo ratings yet
- Summary: Endure: How to Work Hard, Outlast, and Keep Hammering By Cameron Hanes: Key Takeaways, Summary & AnalysisFrom EverandSummary: Endure: How to Work Hard, Outlast, and Keep Hammering By Cameron Hanes: Key Takeaways, Summary & AnalysisNo ratings yet
- Advanced Gunsmithing: A Manual of Instruction in the Manufacture, Alteration, and Repair of Firearms (75th Anniversary Edition)From EverandAdvanced Gunsmithing: A Manual of Instruction in the Manufacture, Alteration, and Repair of Firearms (75th Anniversary Edition)Rating: 3.5 out of 5 stars3.5/5 (2)