You might also like
- Corrosion Testing for Metal Finishing: Institute of Metal FinishingFrom EverandCorrosion Testing for Metal Finishing: Institute of Metal FinishingNo ratings yet
- Hydrostatic and Hydro-Testing in the Oil and Gas FieldFrom EverandHydrostatic and Hydro-Testing in the Oil and Gas FieldRating: 3 out of 5 stars3/5 (2)
- Surface Preparation EssentialsDocument18 pagesSurface Preparation EssentialsVincent LecoursNo ratings yet
- Surface Preparation: Paint Guide: Standards, Glossary, Surface Preparation and NotesDocument24 pagesSurface Preparation: Paint Guide: Standards, Glossary, Surface Preparation and NotesMd Shuzaur RahmanNo ratings yet
- Surface Prep Essential for Coating SuccessDocument6 pagesSurface Prep Essential for Coating SuccessAneesh JoseNo ratings yet
- Sis 05 5900Document11 pagesSis 05 5900Taha Zia50% (2)
- Surface PreparationDocument8 pagesSurface PreparationimyparkarNo ratings yet
- Blast Surface at Angles for Best FinishDocument16 pagesBlast Surface at Angles for Best FinishDimas BatamNo ratings yet
- PROTECTIVE-COATINGS-SURFACEDocument5 pagesPROTECTIVE-COATINGS-SURFACEkhor_albertNo ratings yet
- Surfacepreparation StandardDocument11 pagesSurfacepreparation StandardAri SupramonoNo ratings yet
- 0-002 - Surface PreparationDocument5 pages0-002 - Surface Preparationcaod1712No ratings yet
- Article Steel Wise Surface 0804Document3 pagesArticle Steel Wise Surface 0804hagerlinNo ratings yet
- Surface Preparation EssentialsDocument4 pagesSurface Preparation EssentialsPJOE81No ratings yet
- Surface CoatingDocument18 pagesSurface Coatingaaftab ahmed100% (1)
- Ngineering ATA: Protective Coating Guide For FansDocument7 pagesNgineering ATA: Protective Coating Guide For FansMohamed TahounNo ratings yet
- Advances in Surface Preparation StandardsDocument13 pagesAdvances in Surface Preparation StandardsMithun NandanNo ratings yet
- AG 462 Jota Armour Euk GBDocument10 pagesAG 462 Jota Armour Euk GBEirikJohansenNo ratings yet
- Code Painting Steel PlantDocument34 pagesCode Painting Steel Planttri_purwadiNo ratings yet
- Marathon 500 AGDocument10 pagesMarathon 500 AGAbdul KharisNo ratings yet
- Jotachar JF750Document17 pagesJotachar JF750samet çelikNo ratings yet
- Tankguard PlusDocument11 pagesTankguard PlusAbrar HussainNo ratings yet
- Chemflake SpecialDocument10 pagesChemflake SpecialNabeel K SNo ratings yet
- PDFDocument12 pagesPDFThamaraikani ManiNo ratings yet
- Barrier: Technical Data Sheet Application GuideDocument8 pagesBarrier: Technical Data Sheet Application GuideNurmalinda SihombingNo ratings yet
- Baltoflake: Technical Data Sheet Application GuideDocument11 pagesBaltoflake: Technical Data Sheet Application GuideNurmalinda SihombingNo ratings yet
- Jotamastic 70Document9 pagesJotamastic 70Muhammad HanafiNo ratings yet
- Application Jotamastic 90 AlDocument13 pagesApplication Jotamastic 90 Aladitya kristantoNo ratings yet
- Surface PreparationDocument5 pagesSurface PreparationPT Bahtera AgungNo ratings yet
- Shot BlastingDocument7 pagesShot Blastingmtarequeali5836No ratings yet
- Barrier 77: Technical Data Sheet Application GuideDocument8 pagesBarrier 77: Technical Data Sheet Application GuideNurmalinda SihombingNo ratings yet
- Technical Data Sheet and Application Guide SummaryDocument10 pagesTechnical Data Sheet and Application Guide SummaryMohanadNo ratings yet
- Barrier - 80 - Product - Description - Technicad HL PDFDocument8 pagesBarrier - 80 - Product - Description - Technicad HL PDFDimas BatamNo ratings yet
- Chemflake Special AGDocument9 pagesChemflake Special AGAnantha PadmanabhanNo ratings yet
- Technical Data Sheet Application GuideDocument17 pagesTechnical Data Sheet Application GuideMuhammad Husein MahfudzNo ratings yet
- Tankguard DW: Technical Data Sheet Application GuideDocument10 pagesTankguard DW: Technical Data Sheet Application GuideMina RemonNo ratings yet
- Barrier 65: Technical Data Sheet Application GuideDocument8 pagesBarrier 65: Technical Data Sheet Application Guidesabari ramasamyNo ratings yet
- Penguard HB: Technical Data Sheet Application GuideDocument10 pagesPenguard HB: Technical Data Sheet Application GuideAbrar HussainNo ratings yet
- SSPC Surface Preparation StandardsDocument7 pagesSSPC Surface Preparation StandardsAshish GuptaNo ratings yet
- Solvalitt Alu: Technical Data Sheet Application GuideDocument9 pagesSolvalitt Alu: Technical Data Sheet Application GuideEngTamerNo ratings yet
- Tankguard 412: Technical Data Sheet Application GuideDocument9 pagesTankguard 412: Technical Data Sheet Application GuideEngTamerNo ratings yet
- Jota CharDocument18 pagesJota CharJignesh ShahNo ratings yet
- Marathon XHB: Technical Data Sheet Application GuideDocument9 pagesMarathon XHB: Technical Data Sheet Application GuideDamar WardhanaNo ratings yet
- Surface Preparation StandardsDocument15 pagesSurface Preparation StandardsAjit BhosaleNo ratings yet
- Technical Data Sheet Application GuideDocument8 pagesTechnical Data Sheet Application GuideAyman JadNo ratings yet
- Alkydprimer AGDocument8 pagesAlkydprimer AGangelito bernalNo ratings yet
- Application Guide - Jotun Solvalitt AluDocument9 pagesApplication Guide - Jotun Solvalitt AluPolem IskandarNo ratings yet
- Penguard HB AGDocument10 pagesPenguard HB AGSindh ScrapNo ratings yet
- Data Ketebalan Cat JotunDocument13 pagesData Ketebalan Cat JotunDeniNo ratings yet
- Critical Surface Preparation for Steel CoatingsDocument2 pagesCritical Surface Preparation for Steel CoatingsHIPAPNo ratings yet
- Technical Data Sheet Application Guide for Tankguard DWDocument10 pagesTechnical Data Sheet Application Guide for Tankguard DWNico NgNo ratings yet
- Corrosion: Corrosion ControlFrom EverandCorrosion: Corrosion ControlL L ShreirRating: 5 out of 5 stars5/5 (1)
- Corrosion Control in the Oil and Gas IndustryFrom EverandCorrosion Control in the Oil and Gas IndustryRating: 4 out of 5 stars4/5 (12)
- Corrosion and Materials Selection: A Guide for the Chemical and Petroleum IndustriesFrom EverandCorrosion and Materials Selection: A Guide for the Chemical and Petroleum IndustriesNo ratings yet
- Durability Design of Concrete Structures: Phenomena, Modeling, and PracticeFrom EverandDurability Design of Concrete Structures: Phenomena, Modeling, and PracticeNo ratings yet
- Advanced and Refractory Ceramics for Energy Conservation and EfficiencyFrom EverandAdvanced and Refractory Ceramics for Energy Conservation and EfficiencyHua-Tay LinNo ratings yet
- Corrosion and its Consequences for Reinforced Concrete StructuresFrom EverandCorrosion and its Consequences for Reinforced Concrete StructuresNo ratings yet
- Handbook for Cleaning for Semiconductor Manufacturing: Fundamentals and ApplicationsFrom EverandHandbook for Cleaning for Semiconductor Manufacturing: Fundamentals and ApplicationsKaren A. ReinhardtNo ratings yet
- Increasing the Durability of Paint and Varnish Coatings in Building Products and ConstructionFrom EverandIncreasing the Durability of Paint and Varnish Coatings in Building Products and ConstructionNo ratings yet
- Presentation GD 807 State Aid For InvestmentsDocument8 pagesPresentation GD 807 State Aid For InvestmentsDamen YardNo ratings yet
- Facts and Figuers - BEDocument70 pagesFacts and Figuers - BEDamen YardNo ratings yet
- Practical Guide Posting Workers - ENDocument22 pagesPractical Guide Posting Workers - ENlcarrasc915No ratings yet
- Facts and Figuers - BEDocument70 pagesFacts and Figuers - BEDamen YardNo ratings yet
- Dictionar Juridic enDocument88 pagesDictionar Juridic enEma ButnaruNo ratings yet
- How To Choose The Right Surface TreatmentDocument14 pagesHow To Choose The Right Surface TreatmentDamen Yard100% (1)
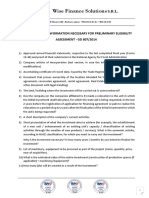
- GD 807 - Documents and Information Necessary For Eligibility AssessmentDocument1 pageGD 807 - Documents and Information Necessary For Eligibility AssessmentDamen YardNo ratings yet
- Relative Conditions for a Valid ContractDocument7 pagesRelative Conditions for a Valid ContractDamen YardNo ratings yet
- Coating Required SSTDocument5 pagesCoating Required SSTDamen YardNo ratings yet
- Norsok M CR 501r1Document19 pagesNorsok M CR 501r1Peter AllisonNo ratings yet
- ABRASIVE and AIR CONSUMPTIONDocument35 pagesABRASIVE and AIR CONSUMPTIONDamen YardNo ratings yet
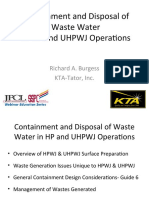
- High Pressure Water Jet-CleaningDocument52 pagesHigh Pressure Water Jet-CleaningDamen YardNo ratings yet
- Guidelines ShopPrimer PDFDocument21 pagesGuidelines ShopPrimer PDFkubelwagen2No ratings yet
- AEP-60 (Edition 1) : Performance Requirements For Exterior Topsides CoatingsDocument45 pagesAEP-60 (Edition 1) : Performance Requirements For Exterior Topsides CoatingsDamen YardNo ratings yet
- Intershield 163 Inerta 160Document9 pagesIntershield 163 Inerta 160Damen YardNo ratings yet
- Dictionar Juridic enDocument88 pagesDictionar Juridic enEma ButnaruNo ratings yet
- Norsok Surface Preparation M-501Document28 pagesNorsok Surface Preparation M-501Ricky WCK100% (2)
- TeknosDocument76 pagesTeknosMartin LafonNo ratings yet
- Norsok M CR 501r1Document19 pagesNorsok M CR 501r1Peter AllisonNo ratings yet
- Din en Iso 12944-7-1998Document14 pagesDin en Iso 12944-7-1998ReisWarezNo ratings yet
- Iso 12944 - 2018Document35 pagesIso 12944 - 2018Nugraha100% (6)
- Norsok Standard M-501: Rev. 5, June 2004Document24 pagesNorsok Standard M-501: Rev. 5, June 2004Nelson Matos100% (1)
- TeknosDocument76 pagesTeknosMartin LafonNo ratings yet
- Iso 8501-1Document2 pagesIso 8501-1cheng_cheng12340% (1)
- Coating For Steelwork PDFDocument16 pagesCoating For Steelwork PDFquiron2014No ratings yet
- Painting Istructions Accroding ISO 12944-5Document40 pagesPainting Istructions Accroding ISO 12944-5giulioiussich100% (5)
- ICorr CED CT02 CoatingSurfacePreparationMethods Issue1 PDFDocument13 pagesICorr CED CT02 CoatingSurfacePreparationMethods Issue1 PDFOsama Elhadad100% (1)
- Working in Shipyard IndustryDocument3 pagesWorking in Shipyard IndustryDamen YardNo ratings yet
- Importers - Dry Fruits and NutsDocument5 pagesImporters - Dry Fruits and Nutsankit0% (1)
- Distribution and Production of Rice in IndiaDocument6 pagesDistribution and Production of Rice in IndiaZehan SheikhNo ratings yet
- Effects of The Sugar RevolutionDocument9 pagesEffects of The Sugar RevolutionSusan BarriotNo ratings yet
- MMRP Narrative Report FormatDocument3 pagesMMRP Narrative Report FormatClarence Dave TolentinoNo ratings yet
- Lighting Design: Azhar Ayyub - Akshay Chaudhary - Shahbaz AfzalDocument27 pagesLighting Design: Azhar Ayyub - Akshay Chaudhary - Shahbaz Afzalshahbaz AfzalNo ratings yet
- Theory of Machines Kinematics FundamentalsDocument31 pagesTheory of Machines Kinematics FundamentalsmungutiNo ratings yet
- ED Review Test 4Document2 pagesED Review Test 4Huyen KimNo ratings yet
- Detailed 200L Course OutlineDocument8 pagesDetailed 200L Course OutlineBoluwatife OloyedeNo ratings yet
- The Fear of The Lord Is The Beginning of WisdomDocument1 pageThe Fear of The Lord Is The Beginning of WisdomTimothy SchmoyerNo ratings yet
- CSC340 - HW3Document28 pagesCSC340 - HW3Daniel sNo ratings yet
- Sec. Gr. To BT History Temp Panel 2013Document50 pagesSec. Gr. To BT History Temp Panel 2013edwin_prakash75No ratings yet
- The Story of A Seagull and The Cat Who Taught Her To Fly PDFDocument46 pagesThe Story of A Seagull and The Cat Who Taught Her To Fly PDFYo Seven67% (3)
- SHORLUBE Self Lubricating Bearings PDFDocument20 pagesSHORLUBE Self Lubricating Bearings PDFNickNo ratings yet
- 5 Integumentary SystemDocument67 pages5 Integumentary SystemchelsealivesforeverNo ratings yet
- The Structure of PoetryDocument3 pagesThe Structure of PoetryRose Razo100% (1)
- Nilai Murni PKN XII Mipa 3Document8 pagesNilai Murni PKN XII Mipa 3ilmi hamdinNo ratings yet
- Lenses and Optical Instruments: Major PointsDocument20 pagesLenses and Optical Instruments: Major Points陳慶銘No ratings yet
- Business Plan Template For AfterSchool ProgramsDocument6 pagesBusiness Plan Template For AfterSchool Programsshelana BarzeyNo ratings yet
- Gabriel's Oboe String PartsDocument5 pagesGabriel's Oboe String Partshekerer50% (2)
- IN THE COURT OF - SUIT/APPEAL No. - JURISDICTION OF 2017Document1 pageIN THE COURT OF - SUIT/APPEAL No. - JURISDICTION OF 2017Adv Pooja AroraNo ratings yet
- Big Data Machine Learning Using Apache Spark Mllib: December 2017Document8 pagesBig Data Machine Learning Using Apache Spark Mllib: December 2017edgarNo ratings yet
- AUMUND Bucket Elevators 180801Document16 pagesAUMUND Bucket Elevators 180801Tino TorehNo ratings yet
- 1.1.5.a Elisa-3Document3 pages1.1.5.a Elisa-3Zainab DioufNo ratings yet
- Geography Grade 11 ANotes and Worksheet On Topography Associated With Horozontally Layered RocksDocument13 pagesGeography Grade 11 ANotes and Worksheet On Topography Associated With Horozontally Layered RocksTheo MolotoNo ratings yet
- Facilitating Learner Centered Teaching FinalsDocument3 pagesFacilitating Learner Centered Teaching FinalsPatricia Andrei De GuzmanNo ratings yet
- Art of Public Speaking 11th Edition Lucas Test BankDocument25 pagesArt of Public Speaking 11th Edition Lucas Test BankBryanMillernicy100% (49)
- Below Is A List of Offices For India - PWCDocument10 pagesBelow Is A List of Offices For India - PWCAnonymous xMYE0TiNBcNo ratings yet
- PNB's Financial Inclusion Initiatives and TechnologiesDocument18 pagesPNB's Financial Inclusion Initiatives and TechnologiesShreya DubeyNo ratings yet
- Nuisance CandidateDocument5 pagesNuisance CandidateMalen AvanceñaNo ratings yet