You might also like
- ScadaDocument13 pagesScadamdayyub50% (6)
- Intertek Tank Calibration 2021Document4 pagesIntertek Tank Calibration 2021david montoyaNo ratings yet
- Russia, Port Facility NumberDocument64 pagesRussia, Port Facility NumberCohal Florin100% (1)
- BELLELI Energy S.R.L.Document69 pagesBELLELI Energy S.R.L.vibin globalNo ratings yet
- 8-Tank Farm IncidentsDocument44 pages8-Tank Farm IncidentsParag ChandankhedeNo ratings yet
- Laboratory Testing of Chordal Path Ultrasonic Gas Meters With New Noise Reduction T' Designs.12!05!2014Document12 pagesLaboratory Testing of Chordal Path Ultrasonic Gas Meters With New Noise Reduction T' Designs.12!05!2014Philip A Lawrence C.Eng. F. Inst M.C.No ratings yet
- GAVC 1200 Functional Description - 1518165531 - 687c34ad PDFDocument21 pagesGAVC 1200 Functional Description - 1518165531 - 687c34ad PDFAhsan SiddiquiNo ratings yet
- TAS Control Room Operations GGK 04052018Document45 pagesTAS Control Room Operations GGK 04052018Mohamed Abdul Qadir100% (1)
- Leak Detection in Pipeline-JijoDocument17 pagesLeak Detection in Pipeline-Jijoamulbaby31No ratings yet
- Attachment - 7 - P158-150-PL-SPC-0003-00 - B01 Specifications For Pipeline Crossing Roads, Rail Roads and Minor Water WaysDocument16 pagesAttachment - 7 - P158-150-PL-SPC-0003-00 - B01 Specifications For Pipeline Crossing Roads, Rail Roads and Minor Water Wayshasan shahriar0% (1)
- Presentation On Automation, PLC and Scada: By, Saikat Rahut Instrumentation and Control EngineeringDocument15 pagesPresentation On Automation, PLC and Scada: By, Saikat Rahut Instrumentation and Control EngineeringShivani SrivastavaNo ratings yet
- Terminal Automation SystemDocument18 pagesTerminal Automation SystemVenkatesan N100% (2)
- The Engineer's Guide To Tank Gauging: 2021 EDITIONDocument53 pagesThe Engineer's Guide To Tank Gauging: 2021 EDITIONWajih Ansari100% (1)
- Tas PDFDocument96 pagesTas PDFchandrakrishna8No ratings yet
- Flow TerminologyDocument46 pagesFlow TerminologyZaenal AbdulNo ratings yet
- Tank Farm ManagementDocument52 pagesTank Farm Managementmayorlad100% (1)
- Coriolis Flow MeterDocument4 pagesCoriolis Flow MeterIsares PodkohNo ratings yet
- Contol Ebook PDFDocument71 pagesContol Ebook PDFbab_ooNo ratings yet
- MPFM Handbook Program Version 1Document20 pagesMPFM Handbook Program Version 1AhmedNo ratings yet
- BQS667 - Task 3 - Project Report PM-03 CaaDocument76 pagesBQS667 - Task 3 - Project Report PM-03 CaaSiti Aisyah IleyesNo ratings yet
- Offshore Brochure CranesDocument91 pagesOffshore Brochure CranesSurajPandeyNo ratings yet
- Accuload Comm ManualDocument166 pagesAccuload Comm ManuallataNo ratings yet
- Pipeline Scada SystemDocument64 pagesPipeline Scada SystemMayank VishnoiNo ratings yet
- Design of TAS Using PLC and Batch Controller: Sreeraj SDocument7 pagesDesign of TAS Using PLC and Batch Controller: Sreeraj SSreerajNo ratings yet
- Bio Gas B1Document122 pagesBio Gas B1lataNo ratings yet
- CCI Innovative Solutions For HIPPS SystemsDocument8 pagesCCI Innovative Solutions For HIPPS SystemsRengga Ahmad PrasetiaNo ratings yet
- Pdlub Oil Spill Contingency PlanDocument22 pagesPdlub Oil Spill Contingency PlanPedro DoricoNo ratings yet
- Liquid Flowmeters: Reynolds NumbersDocument12 pagesLiquid Flowmeters: Reynolds NumbersAsaithambi DorairajNo ratings yet
- Natural Gas SolutionsDocument74 pagesNatural Gas SolutionsViorel Ciocoiu100% (1)
- Instruction Manual: Pid Based Pressure Loop TrainerDocument28 pagesInstruction Manual: Pid Based Pressure Loop TrainerKiran BennyNo ratings yet
- Fundamentals of Liquid MEasurement III - DynamicDocument11 pagesFundamentals of Liquid MEasurement III - DynamicCRT ServicesNo ratings yet
- Orbit 60 Series System Datasheet - 137M5182Document27 pagesOrbit 60 Series System Datasheet - 137M5182NoetNo ratings yet
- Flow Measurement GuidelinesDocument13 pagesFlow Measurement GuidelinesalainNo ratings yet
- 2004 Submerged Motor LNG Pumps in Send-Out System Service - S. Rush - Pumps & SystemsDocument6 pages2004 Submerged Motor LNG Pumps in Send-Out System Service - S. Rush - Pumps & SystemscsNo ratings yet
- Principle of Mass Flow Meter: Presented byDocument22 pagesPrinciple of Mass Flow Meter: Presented byParth PatelNo ratings yet
- Lube & Grease PlantDocument144 pagesLube & Grease PlantYani EsbeNo ratings yet
- Operating Instructions Flowsic600 Ultrasonic Gas Flow Meter en Im0011355Document138 pagesOperating Instructions Flowsic600 Ultrasonic Gas Flow Meter en Im0011355farhan100% (1)
- Pressure Transmitter Template SmallDocument2 pagesPressure Transmitter Template Smalldiksha surekaNo ratings yet
- Magnetic Level Indication and Bridle Measurements WEBDocument12 pagesMagnetic Level Indication and Bridle Measurements WEBMochamad Irvan MaulanaNo ratings yet
- En-FAB Metering & Measurement 2016 BrochureDocument58 pagesEn-FAB Metering & Measurement 2016 Brochurecarmel BarrettNo ratings yet
- Practical For Industry: Fieldbus, Devicenet and EthernetDocument10 pagesPractical For Industry: Fieldbus, Devicenet and EthernetlataNo ratings yet
- PCC03 P002Document11 pagesPCC03 P002Handong ZhaoNo ratings yet
- Provers & Master Meters: Because Confidence Is CapitalDocument4 pagesProvers & Master Meters: Because Confidence Is CapitalOmprakash_jana100% (1)
- Loading SystemsDocument48 pagesLoading SystemsFabio MiguelNo ratings yet
- Advance Application of Liquid Flow-Computers ISHM Classroom Presentation May 2013Document62 pagesAdvance Application of Liquid Flow-Computers ISHM Classroom Presentation May 2013Philip A Lawrence C.Eng. F. Inst M.C.No ratings yet
- KQD7005 ALOHA Mini Project-Group 8Document9 pagesKQD7005 ALOHA Mini Project-Group 8taned8787No ratings yet
- What Is VEF (Vessel Experience Factor)Document2 pagesWhat Is VEF (Vessel Experience Factor)Giorgi KandelakiNo ratings yet
- Sick Maihak Process Gas Flow MeasurementDocument8 pagesSick Maihak Process Gas Flow Measurementthanh_cdt01No ratings yet
- DBB CatalogueDocument20 pagesDBB Cataloguerawrr90No ratings yet
- Terminal Managment Systems PDFDocument3 pagesTerminal Managment Systems PDFchandrakrishna8No ratings yet
- (SS0V002) Bi-Directional Sphere Type ProverDocument2 pages(SS0V002) Bi-Directional Sphere Type ProverRoberto Carlos TeixeiraNo ratings yet
- Interview Questions For Instrument EngineersDocument4 pagesInterview Questions For Instrument EngineerszhangyiliNo ratings yet
- Liquid Meter Proving TechniquesDocument3 pagesLiquid Meter Proving TechniquesIkhsan ArifNo ratings yet
- Faure Herman TurbineDocument3 pagesFaure Herman TurbinedidikosanNo ratings yet
- Separator NadobyDocument15 pagesSeparator NadobyVidyasenNo ratings yet
- Quotation Request Form For BALL VALVESDocument2 pagesQuotation Request Form For BALL VALVESSreekumar Nair100% (1)
- Emergency Shut Down Valve:: Actuated Valve Partial or Total Process ShutdownDocument3 pagesEmergency Shut Down Valve:: Actuated Valve Partial or Total Process ShutdownPrasanna kumar subudhiNo ratings yet
- 8 Hydraulic SystemDocument42 pages8 Hydraulic SystemMy Name100% (1)
- Sizing Valve: STEP #1: Define The SystemDocument9 pagesSizing Valve: STEP #1: Define The SystemFahad RockingNo ratings yet
- Flash Skim Vessel Descr.Document5 pagesFlash Skim Vessel Descr.vanashley1No ratings yet
- Custody Transfer Metering System: Industries Standard Features (Continued)Document2 pagesCustody Transfer Metering System: Industries Standard Features (Continued)kamala 123No ratings yet
- Cascade Data Sheet PDFDocument28 pagesCascade Data Sheet PDFvisutsiNo ratings yet
- Flow Meters PresentationDocument57 pagesFlow Meters Presentationwpt_meNo ratings yet
- Determination of Net Oil For Well Performance by R Dutton 33Document4 pagesDetermination of Net Oil For Well Performance by R Dutton 33moralesmjyNo ratings yet
- TSHF - Lecture 01 Oil Pipeline StructureDocument13 pagesTSHF - Lecture 01 Oil Pipeline StructurebahhooNo ratings yet
- VortexDocument8 pagesVortexNithya SubashNo ratings yet
- Manual of Petroleum Measurement StandardsDocument25 pagesManual of Petroleum Measurement StandardsDebashish BanerjeeNo ratings yet
- 00022443the Application of A Continuous Leak Detection System To Pipelines and Associated EquipmentDocument4 pages00022443the Application of A Continuous Leak Detection System To Pipelines and Associated EquipmentFaizal AbdullahNo ratings yet
- Statistic Measurement & Quantity CalculationDocument72 pagesStatistic Measurement & Quantity CalculationTubagusMuhamadRoehtomyNo ratings yet
- X ViberDocument4 pagesX ViberNivedh VijayakrishnanNo ratings yet
- Automated Valves - GeneralDocument19 pagesAutomated Valves - Generalhafizi07No ratings yet
- C35 Positive Displacement FlowMeterDocument4 pagesC35 Positive Displacement FlowMetersanjay6969No ratings yet
- SCADADocument20 pagesSCADAitsurturn000No ratings yet
- ScadaDocument47 pagesScadajas90192100% (1)
- Brochure - Fluimix Sampling Overview R5Document2 pagesBrochure - Fluimix Sampling Overview R5lataNo ratings yet
- Entis Pro OPC On Windows 7Document14 pagesEntis Pro OPC On Windows 7lataNo ratings yet
- Typical Cable Laying Details For Direct Buried, Low Tension CablesDocument9 pagesTypical Cable Laying Details For Direct Buried, Low Tension CableslataNo ratings yet
- Fieldbus 101 Fieldbus 102 Fieldbus 103 Fieldbus 104 Fieldbus 105Document1 pageFieldbus 101 Fieldbus 102 Fieldbus 103 Fieldbus 104 Fieldbus 105lataNo ratings yet
- EN Operating Instructions VEGAPULS C 22 Two Wire 4 20 Ma HARTDocument56 pagesEN Operating Instructions VEGAPULS C 22 Two Wire 4 20 Ma HARTlataNo ratings yet
- NEMA FAQ-EnclosuresDocument22 pagesNEMA FAQ-EnclosureslataNo ratings yet
- FileDisplay cfm&ProductID 2999&file ACF11B5Document8 pagesFileDisplay cfm&ProductID 2999&file ACF11B5lataNo ratings yet
- Schematic For Tank Wagon Decanting Project PDFDocument1 pageSchematic For Tank Wagon Decanting Project PDFlataNo ratings yet
- 990-163 Opal AV 0919 Notifier BeaconDocument5 pages990-163 Opal AV 0919 Notifier BeaconlataNo ratings yet
- x230 Series: Enterprise Gigabit Edge SwitchesDocument7 pagesx230 Series: Enterprise Gigabit Edge SwitcheslataNo ratings yet
- GSF M2M 100RDocument3 pagesGSF M2M 100RlataNo ratings yet
- Flame Detector User Manual: GeneralDocument6 pagesFlame Detector User Manual: GenerallataNo ratings yet
- IS230 Series: Industrial Managed Layer 2 SwitchesDocument5 pagesIS230 Series: Industrial Managed Layer 2 SwitcheslataNo ratings yet
- IE340 Series: Industrial Ethernet Layer 3 SwitchesDocument8 pagesIE340 Series: Industrial Ethernet Layer 3 SwitcheslataNo ratings yet
- IE510-28GSX: Industrial Ethernet, Stackable Layer 3 SwitchDocument6 pagesIE510-28GSX: Industrial Ethernet, Stackable Layer 3 SwitchlataNo ratings yet
- Sima : Technical Data SIMA Master StationDocument5 pagesSima : Technical Data SIMA Master StationlataNo ratings yet
- API 620 Vs API 650 Steel Oil Storage TanksDocument2 pagesAPI 620 Vs API 650 Steel Oil Storage TanksBogdan ChivulescuNo ratings yet
- 01 Coalescer Elements CombinedDocument14 pages01 Coalescer Elements Combinedeino6622No ratings yet
- Automation in Oil Processing SPC KRUGDocument28 pagesAutomation in Oil Processing SPC KRUGShema MayanjaNo ratings yet
- Flare (Extracto GPSA)Document5 pagesFlare (Extracto GPSA)veronicaNo ratings yet
- Catalog: Flanged Safety Relief Valves Series 526 CCDocument12 pagesCatalog: Flanged Safety Relief Valves Series 526 CCSuelen SobrinhoNo ratings yet
- TSIS 3 The RefineryDocument4 pagesTSIS 3 The Refineryomarkhanov146No ratings yet
- Design of A Floating Roof Crude Oil Storage Tank of 100,000 BPD Capacity and Prototype FabricationDocument13 pagesDesign of A Floating Roof Crude Oil Storage Tank of 100,000 BPD Capacity and Prototype FabricationMạnh BùiNo ratings yet
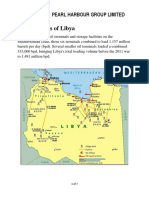
- Oil Terminals of LibyaDocument7 pagesOil Terminals of LibyaBhagoo HatheyNo ratings yet
- P&ID Equipment Layout and Tank FarmDocument5 pagesP&ID Equipment Layout and Tank FarmAyaan MakaniNo ratings yet
- (DBBV) Reference ListDocument13 pages(DBBV) Reference ListCassy AbulenciaNo ratings yet
- Safety and Fire Protection: PublicationsDocument4 pagesSafety and Fire Protection: PublicationsPacco HmNo ratings yet
- Executive Summary - 1,8 T - 18082021 - HarryDocument6 pagesExecutive Summary - 1,8 T - 18082021 - HarryBersama Teman Sejahtera BTSNo ratings yet
- Nioec SP 47 28Document7 pagesNioec SP 47 28Shahram GhassemiNo ratings yet
- Abondoned Pipeline Oil Recovery Procedure-00Document5 pagesAbondoned Pipeline Oil Recovery Procedure-00Tuesou MachereNo ratings yet
- JP One Pipeline A Unique Pipeline Project - 33km X 14"Document3 pagesJP One Pipeline A Unique Pipeline Project - 33km X 14"Teguh SetionoNo ratings yet
- Sintec Ethiopia PLC: Interim Payment Certificate No. 01Document33 pagesSintec Ethiopia PLC: Interim Payment Certificate No. 01betelehem hailuNo ratings yet
- 5440-8150-RP-000-0015 - D1 Oil Spill Preparedness & Response PlanDocument53 pages5440-8150-RP-000-0015 - D1 Oil Spill Preparedness & Response PlanKhan WasimNo ratings yet
- d062dc07 PDFDocument47 pagesd062dc07 PDFStefanos DiamantisNo ratings yet