You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Additive Manufacturing: Full Length ArticleDocument8 pagesAdditive Manufacturing: Full Length ArticleSankalp BhatiyaNo ratings yet
- NCFM Tecnical Analusis ModuleDocument172 pagesNCFM Tecnical Analusis ModuleDeepali Mishra83% (6)
- 'Xdo$Up8Sshu/Lpe5Hkdelolwdwlrq5Rerw0Hfkdqlvp'Hvljqdqg3Uholplqdu/ ( (ShulphqwvDocument7 pages'Xdo$Up8Sshu/Lpe5Hkdelolwdwlrq5Rerw0Hfkdqlvp'Hvljqdqg3Uholplqdu/ ( (ShulphqwvSankalp BhatiyaNo ratings yet
- A Review of Recent Developments On Stereolithography IJERTV8IS080056Document6 pagesA Review of Recent Developments On Stereolithography IJERTV8IS080056Sankalp BhatiyaNo ratings yet
- A Study On Electrochemical Machining Performance Analysis of Shape Memory Alloy With Electrolyte and ElectrodeDocument5 pagesA Study On Electrochemical Machining Performance Analysis of Shape Memory Alloy With Electrolyte and ElectrodeSankalp BhatiyaNo ratings yet
- Robotics ToolboxDocument81 pagesRobotics ToolboxfiveauoneNo ratings yet
- IT-705 (EL-II) Artificial Intelligence (Prolog) : U & P U Patel Department of Computer EngineeringDocument9 pagesIT-705 (EL-II) Artificial Intelligence (Prolog) : U & P U Patel Department of Computer EngineeringSankalp BhatiyaNo ratings yet
- Public Holiday 2017 - Final PDFDocument3 pagesPublic Holiday 2017 - Final PDFSankalp BhatiyaNo ratings yet
- 5690 16083 1 PBDocument8 pages5690 16083 1 PBSathish KumarNo ratings yet
- IT-705 (EL-II) Artificial Intelligence (Prolog) : Charotar Institute of Technology - ChangaDocument16 pagesIT-705 (EL-II) Artificial Intelligence (Prolog) : Charotar Institute of Technology - ChangaSankalp BhatiyaNo ratings yet
- Material Requirement Planning (MRP I)Document60 pagesMaterial Requirement Planning (MRP I)Sankalp BhatiyaNo ratings yet
- Jitlean Productionppt2763Document24 pagesJitlean Productionppt2763Ganeshbabu PalanisamyNo ratings yet
- Basic Hydraulic and Components (Pub. ES-100-2) PDFDocument97 pagesBasic Hydraulic and Components (Pub. ES-100-2) PDFjayath100% (1)
- Chapter 6 HeraguDocument46 pagesChapter 6 HeraguSankalp BhatiyaNo ratings yet
- Fluid Power CircuitsDocument176 pagesFluid Power CircuitsMike Fredskilde97% (29)
- Presses N Press Work 1Document15 pagesPresses N Press Work 1Sankalp BhatiyaNo ratings yet
- Arranging Machines in A GT Cell: - Method To Organize The Machines Into The Most LogicalDocument6 pagesArranging Machines in A GT Cell: - Method To Organize The Machines Into The Most LogicalSankalp BhatiyaNo ratings yet
- Introduction To Physiotherapy: Prepared By, Dr. Sonia Bhatia (P.T.)Document25 pagesIntroduction To Physiotherapy: Prepared By, Dr. Sonia Bhatia (P.T.)Sankalp BhatiyaNo ratings yet
- Propeller ShaftDocument7 pagesPropeller ShaftSankalp BhatiyaNo ratings yet
- Development of Computer-Aided Design Software For Jigs and Fixtures For Drilling FlangesDocument6 pagesDevelopment of Computer-Aided Design Software For Jigs and Fixtures For Drilling FlangesSankalp BhatiyaNo ratings yet
- Ai Hex HR4 SS - Rev001Document1 pageAi Hex HR4 SS - Rev001Sankalp BhatiyaNo ratings yet
- Metrology SlidesDocument39 pagesMetrology SlidesRajeev ChadhaNo ratings yet
- 34 Jigs and Fixtures For Machine ShopDocument12 pages34 Jigs and Fixtures For Machine ShopPRASAD326100% (8)
- Pyro MetersDocument4 pagesPyro MetersMahesh KumarNo ratings yet
- Brushless MotorsDocument3 pagesBrushless MotorsHossam DawoodNo ratings yet
- AldepDocument10 pagesAldepSankalp BhatiyaNo ratings yet
- Vo2max and 6 MWTDocument1 pageVo2max and 6 MWTSankalp BhatiyaNo ratings yet
- Dimensional Tolerance ChartDocument1 pageDimensional Tolerance Chartpushkar_k123No ratings yet
- 6 Minute Walk Test ATS GuidelinesDocument7 pages6 Minute Walk Test ATS GuidelinescpradheepNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Combined Set12Document159 pagesCombined Set12Nguyễn Sơn LâmNo ratings yet
- Discovery of Electron Protons & Neutrons!!!Document7 pagesDiscovery of Electron Protons & Neutrons!!!Rushabh jainNo ratings yet
- Measurements of Static and Dynamic Displacement From Visual Monitoring of The Humber Bridge 1993Document12 pagesMeasurements of Static and Dynamic Displacement From Visual Monitoring of The Humber Bridge 1993ciscoNo ratings yet
- RanikhetDocument2 pagesRanikhetAbhishikta BhattacharjeeNo ratings yet
- API 570 API 571 QuestionsDocument4 pagesAPI 570 API 571 QuestionsThomas Tucker100% (1)
- Absorption Cells Macro Cells,: Quartz Glass, with PTFE Lid or Stopper, 0.35 ~ 35ρDocument1 pageAbsorption Cells Macro Cells,: Quartz Glass, with PTFE Lid or Stopper, 0.35 ~ 35ρRedmi TigaesNo ratings yet
- Talisman Energy Capillary Pressure Saturation Permeability and NMR Malay Basin Example PDFDocument60 pagesTalisman Energy Capillary Pressure Saturation Permeability and NMR Malay Basin Example PDFRiccardo SNo ratings yet
- ATF Project II Group 8Document28 pagesATF Project II Group 8John AlvarezNo ratings yet
- FRC1Document49 pagesFRC1Pavan Kalyan YadavNo ratings yet
- Chapter 4. Heat Treatment by InductionDocument1 pageChapter 4. Heat Treatment by InductionKamil IbraNo ratings yet
- Equillibrium of Coplanar Concurrent ForcesDocument17 pagesEquillibrium of Coplanar Concurrent Forcessalman husainNo ratings yet
- Calculations and Verifications of Shredding Chamber of Two-Shaft Shredder For Crushing of Concrete, Rubber, Plastic and WoodDocument2 pagesCalculations and Verifications of Shredding Chamber of Two-Shaft Shredder For Crushing of Concrete, Rubber, Plastic and WoodEdosael KefyalewNo ratings yet
- Newtons Laws and MotionDocument11 pagesNewtons Laws and Motionvictoria kairooNo ratings yet
- MTC Er70s 2Document1 pageMTC Er70s 2Mirza BaigNo ratings yet
- Heat Exchanger Student HandoutDocument39 pagesHeat Exchanger Student HandoutkotiNo ratings yet
- Advanced Plastic Testing Technologies PDFDocument20 pagesAdvanced Plastic Testing Technologies PDFManoj BansalNo ratings yet
- Cre QuestionDocument2 pagesCre QuestionChinu Routa100% (1)
- c170 TP F.H.L. Thassos White 01Document5 pagesc170 TP F.H.L. Thassos White 01Micheal B HaizenNo ratings yet
- Modelling Shear Strength of Compacted SoilsDocument5 pagesModelling Shear Strength of Compacted SoilsSothoan Pro ÐGNo ratings yet
- Physics Answer SchemeDocument4 pagesPhysics Answer SchemeBENNY LAU XUE ZHENG MoeNo ratings yet
- Chapter 8, 11 Heath Textbook Chemistry 11Document6 pagesChapter 8, 11 Heath Textbook Chemistry 11Venus WangNo ratings yet
- Ref Phy 18Document1,245 pagesRef Phy 18mkumar0% (1)
- EXP6 - Laminar and Turbulent Flow ReportDocument4 pagesEXP6 - Laminar and Turbulent Flow ReportPoochi DougNo ratings yet
- Bauchau Benchmark 16Document20 pagesBauchau Benchmark 16Victor Hugo Garcia de CamposNo ratings yet
- GT2007 27064 PDFDocument10 pagesGT2007 27064 PDFEfrain ValleNo ratings yet
- Experiment 4: Work, Power and Energy Laboratory ReportDocument4 pagesExperiment 4: Work, Power and Energy Laboratory ReportRamnuj Orecul SoralcNo ratings yet
- ScienceDocument2 pagesScienceandraeNo ratings yet
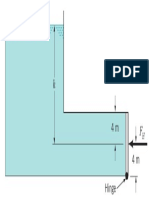
- Fluid Statics: F I G U R E P2.69Document1 pageFluid Statics: F I G U R E P2.69andres bernalNo ratings yet
- Activity 2 Thermo 1 & 2 PDFDocument4 pagesActivity 2 Thermo 1 & 2 PDFonyxNo ratings yet
- N3ational Certification Examination 2004Document8 pagesN3ational Certification Examination 2004Brahmananda TaraiNo ratings yet