You might also like
- PNSC0021Document12 pagesPNSC0021romerobernaNo ratings yet
- 34 Samss 611Document8 pages34 Samss 611naruto256No ratings yet
- Gaugeable Tube Fittings Andadapter FittingsDocument56 pagesGaugeable Tube Fittings Andadapter FittingsDiegoNo ratings yet
- Ashrae C26 (97) Climatic Design InformationDocument53 pagesAshrae C26 (97) Climatic Design InformationDiegoNo ratings yet
- 32 Samss 007Document84 pages32 Samss 007Inamullah KhanNo ratings yet
- Inspection Procedure: 00-SAIP-81 23 July 2017Document37 pagesInspection Procedure: 00-SAIP-81 23 July 2017John BuntalesNo ratings yet
- Tracer Lab FinalDocument20 pagesTracer Lab Finalzaf77No ratings yet
- Fire Heater Test and InspectionDocument16 pagesFire Heater Test and InspectionMamdouh ElhanafyNo ratings yet
- GP 32-45Document13 pagesGP 32-45Diego100% (1)
- 3D & 5D Pipe Bend For PipelineDocument6 pages3D & 5D Pipe Bend For PipelinemohammadazraiNo ratings yet
- Inspection Procedure: Saudi Aramco Desktop StandardsDocument90 pagesInspection Procedure: Saudi Aramco Desktop Standardssheikmoin100% (1)
- Indoor Air Quality in Healthcare FacilitiesDocument145 pagesIndoor Air Quality in Healthcare FacilitiesjadewestNo ratings yet
- Basic Heat Exchanger Concepts PDFDocument52 pagesBasic Heat Exchanger Concepts PDFTehman AlamNo ratings yet
- 31 Samss 002Document9 pages31 Samss 002Hatem ShawkiNo ratings yet
- BP - GS136-1 - Materials For Sour Service PDFDocument46 pagesBP - GS136-1 - Materials For Sour Service PDFMohd KhairulNo ratings yet
- 01 SAIP 04 - Injection Point InspectionDocument17 pages01 SAIP 04 - Injection Point InspectionAbdelrahman HosnyNo ratings yet
- Prevention of Polythionic Acid Stress Corrosion Cracking of Austenitic Stainless Steel Equipment EG 19-7-1.2Document2 pagesPrevention of Polythionic Acid Stress Corrosion Cracking of Austenitic Stainless Steel Equipment EG 19-7-1.2aminNo ratings yet
- BP - GP 32-48-In Service Inspection and Testing of Heat ExchangersDocument16 pagesBP - GP 32-48-In Service Inspection and Testing of Heat ExchangersAmr SolimanNo ratings yet
- Evaluating The Material Requirements of Compressor Mechanical ComponentsDocument133 pagesEvaluating The Material Requirements of Compressor Mechanical ComponentsTasawwur TahirNo ratings yet
- Alpema StandardsDocument84 pagesAlpema StandardsADIPESHNo ratings yet
- DSM 1510002 SP 20 - V1.0Document28 pagesDSM 1510002 SP 20 - V1.0Kalaivani Arunachalam100% (2)
- Engineering Encyclopedia: Distillation ProcessDocument70 pagesEngineering Encyclopedia: Distillation ProcessLogeswaran AppaduraiNo ratings yet
- Engineering Encyclopedia: Maintenance and Repair of Heat ExchangersDocument69 pagesEngineering Encyclopedia: Maintenance and Repair of Heat ExchangersAfzaalUmairNo ratings yet
- 00 Saip 80Document75 pages00 Saip 80heidarNo ratings yet
- Che10108 PDFDocument68 pagesChe10108 PDFChristian Del Barco100% (1)
- Magmatic Ore DepositsDocument9 pagesMagmatic Ore DepositsSarif CB Clasik100% (1)
- Furnaces - Equipment DescriptionDocument23 pagesFurnaces - Equipment DescriptionMohammad RawoofNo ratings yet
- 00 Saip 73Document8 pages00 Saip 73Selvakpm06No ratings yet
- Heat Exchanger Inspection ProceduresDocument22 pagesHeat Exchanger Inspection Procedurespedro ylarretaNo ratings yet
- Coe10508 PDFDocument25 pagesCoe10508 PDFcvg ertdNo ratings yet
- 2.CALENBERG Vibration Insulation Bearings - Ciparall - Sliding - Bearing - en PDFDocument8 pages2.CALENBERG Vibration Insulation Bearings - Ciparall - Sliding - Bearing - en PDFAlexandra SanduNo ratings yet
- Shell Downstream Manufacturing SM-1510002-SP-30 Management of Injection Points and Mix Points1Document17 pagesShell Downstream Manufacturing SM-1510002-SP-30 Management of Injection Points and Mix Points1Gail Holt75% (4)
- UOP Proper Design NHT Combined Feed Exchanger Equipment PaperDocument9 pagesUOP Proper Design NHT Combined Feed Exchanger Equipment Paperpiolinwalls100% (1)
- GS114 7SoundattenuatorforOffshoreHVAC PDFDocument12 pagesGS114 7SoundattenuatorforOffshoreHVAC PDFmohamed anas100% (1)
- GP 62-01Document125 pagesGP 62-01mahamed medlamineNo ratings yet
- Material For HEDocument36 pagesMaterial For HEMohd Idris MohiuddinNo ratings yet
- Sabp A 001Document20 pagesSabp A 001Shahid Basha Syed100% (2)
- API Piping PlansDocument9 pagesAPI Piping PlansMohit MundraNo ratings yet
- Engineering Encyclopedia: Saudi Aramco Piping SystemsDocument23 pagesEngineering Encyclopedia: Saudi Aramco Piping SystemsPrakhar KulshreshthaNo ratings yet
- Sanicro 35, A New Super Austenitic Stainless SteelDocument6 pagesSanicro 35, A New Super Austenitic Stainless SteelMubeen100% (1)
- 32 Saip 11Document9 pages32 Saip 11malika_00No ratings yet
- GS 142-4Document23 pagesGS 142-4Diego100% (1)
- GP 22-10 Fired HeatersDocument14 pagesGP 22-10 Fired Heaterszepol051No ratings yet
- Saes D 008Document21 pagesSaes D 008Shajin Mohammed ShamsudhinNo ratings yet
- GP 20 01 01Document19 pagesGP 20 01 01Osmar Amadeo Bejarano Jimenez100% (1)
- Structural Steel Design Data, Principles and ToolsDocument56 pagesStructural Steel Design Data, Principles and ToolsBong Nimes CastilloNo ratings yet
- Guidelines For Reliability Based DesignDocument236 pagesGuidelines For Reliability Based DesignDiegoNo ratings yet
- Saes A 021Document21 pagesSaes A 021Feras Mohammed Siddig100% (1)
- 32 Saip 11Document9 pages32 Saip 11Jam100% (2)
- Corrosion CuoponsDocument70 pagesCorrosion CuoponsWalidbenrhoumaNo ratings yet
- Pyrophoric Vessel HandlingDocument4 pagesPyrophoric Vessel HandlinggshdavidNo ratings yet
- Texaco GEMS G G 1 Material Selection Guide For Refinery Process UnitDocument85 pagesTexaco GEMS G G 1 Material Selection Guide For Refinery Process Unitpiolinwalls0% (2)
- Saep 1662Document52 pagesSaep 1662Er Bishwonath ShahNo ratings yet
- Practical Applications of Small Induction HeaterDocument6 pagesPractical Applications of Small Induction HeaterVarun ThakurNo ratings yet
- Corrosion in Crude Distillation Overhead System A ReviewDocument10 pagesCorrosion in Crude Distillation Overhead System A ReviewSalem GarrabNo ratings yet
- KAPAFAQsDocument5 pagesKAPAFAQsEddy Norman Benites DelgadoNo ratings yet
- Saep 343Document74 pagesSaep 343mathew.genesis.inspNo ratings yet
- GP 32-20Document366 pagesGP 32-20Diego100% (1)
- GP 32-20Document366 pagesGP 32-20Diego100% (1)
- Ep-Gis 42-300Document62 pagesEp-Gis 42-300GorakhNo ratings yet
- Exxon IP 5-3-1 Pressure Testing of Unfired Pressure VesselsDocument2 pagesExxon IP 5-3-1 Pressure Testing of Unfired Pressure Vesselshcsharma1967No ratings yet
- Chemical Process Retrofitting and Revamping: Techniques and ApplicationsFrom EverandChemical Process Retrofitting and Revamping: Techniques and ApplicationsGade Pandu RangaiahNo ratings yet
- Saep 318Document28 pagesSaep 318brecht1980No ratings yet
- Keys To Maintenance and Repair of Coke Drums Derrick RogersDocument34 pagesKeys To Maintenance and Repair of Coke Drums Derrick RogersNatrajiNo ratings yet
- Black Powder Tech AssessmentDocument35 pagesBlack Powder Tech Assessmentscribdjem0% (1)
- Materials Selection For The Urea Production Process-Enrique Maya Teaching Project ChemRxnDocument9 pagesMaterials Selection For The Urea Production Process-Enrique Maya Teaching Project ChemRxnEnrique Maya VisuetNo ratings yet
- To Rerate or Not To RerateDocument6 pagesTo Rerate or Not To ReratekblaxtonNo ratings yet
- Click To Go To IndexDocument16 pagesClick To Go To Indexrty2No ratings yet
- Proceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988From EverandProceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988R. G. ScurlockNo ratings yet
- Third Party Inspection For Shell and Tube Heat Exchanger - ProcedureDocument11 pagesThird Party Inspection For Shell and Tube Heat Exchanger - ProcedureMohamed AtefNo ratings yet
- Electrical Safety: Information BulletinDocument8 pagesElectrical Safety: Information BulletinDiegoNo ratings yet
- KF Trunnion Ball Valve 1-8 900lbsDocument2 pagesKF Trunnion Ball Valve 1-8 900lbsDiegoNo ratings yet
- Technical Catalog: Engineering Solutions For The World's Flow Control IndustryDocument14 pagesTechnical Catalog: Engineering Solutions For The World's Flow Control IndustryDiegoNo ratings yet
- ChkvlvoDocument44 pagesChkvlvoDiegoNo ratings yet
- Floating Ball ValvesDocument4 pagesFloating Ball ValvesDiegoNo ratings yet
- SERIES FA, T, TW and P/P2/P2a: Carbon Steel: WCB Ratings Listed Per ANSI B16.34, Standard Class ValvesDocument1 pageSERIES FA, T, TW and P/P2/P2a: Carbon Steel: WCB Ratings Listed Per ANSI B16.34, Standard Class ValvesDiegoNo ratings yet
- SERIES FA, T, TW and P/P2/P2a: Carbon Steels: WCC and LCC Ratings Listed Per ANSI B16.34, Standard Class ValvesDocument1 pageSERIES FA, T, TW and P/P2/P2a: Carbon Steels: WCC and LCC Ratings Listed Per ANSI B16.34, Standard Class ValvesDiegoNo ratings yet
- Klingersil C 4324Document2 pagesKlingersil C 4324Cemal NergizNo ratings yet
- Eapcct 2019Document181 pagesEapcct 2019Madalina VladNo ratings yet
- MSDS W1 Exp 3Document2 pagesMSDS W1 Exp 3Suné MartinsNo ratings yet
- Med Brine Treatment For Geothermal Injection: AuthorsDocument10 pagesMed Brine Treatment For Geothermal Injection: AuthorsassurendranNo ratings yet
- Reactor SimulationDocument5 pagesReactor SimulationCover CoverNo ratings yet
- NMIMS List-Journals PDFDocument26 pagesNMIMS List-Journals PDFParshuram ShendgeNo ratings yet
- High Purity Oxygen ( 99.5%) Production Using Vacuum Pressure Swing Adsorption (VPSA)Document2 pagesHigh Purity Oxygen ( 99.5%) Production Using Vacuum Pressure Swing Adsorption (VPSA)ankur2061No ratings yet
- Glad OSDDocument32 pagesGlad OSDYose RizalNo ratings yet
- Pipe Flow Expert Results VerificationDocument63 pagesPipe Flow Expert Results VerificationFachrina PuspitasariNo ratings yet
- Lab 6 Complete (Preparation of Soap)Document15 pagesLab 6 Complete (Preparation of Soap)mirdza94No ratings yet
- Materials Chemistry B: Journal ofDocument10 pagesMaterials Chemistry B: Journal ofShashikant PathakNo ratings yet
- PraticatermodinamicaDocument23 pagesPraticatermodinamicabrandonNo ratings yet
- P3 Air Pipe Closing Devices P3Document5 pagesP3 Air Pipe Closing Devices P3Anonymous HPlNDhM6ejNo ratings yet
- BW Bestseller Poster A3 2020 PreviewDocument8 pagesBW Bestseller Poster A3 2020 PreviewUtw InspeçõesNo ratings yet
- 2308t Zhao eDocument6 pages2308t Zhao eEmre KAÇANERNo ratings yet
- 75T Bollard Pull Asd Tug: EnduranceDocument6 pages75T Bollard Pull Asd Tug: EnduranceManishNo ratings yet
- 5.basic SensitometryDocument14 pages5.basic SensitometryankamgudeNo ratings yet
- Klingspor - CatalogueDocument24 pagesKlingspor - CatalogueSk Vyas0% (1)
- 860 - Potentiometry and Determination of PH - PDFDocument41 pages860 - Potentiometry and Determination of PH - PDFmixed.edits.by.akiraaNo ratings yet
- City Schools Division Office of Antipolo Antipolo National High SchoolDocument4 pagesCity Schools Division Office of Antipolo Antipolo National High Schoolreesespuffs121988No ratings yet
- Quantum Dots - An Experiment W For Physical or Materials Chemistry PDFDocument3 pagesQuantum Dots - An Experiment W For Physical or Materials Chemistry PDFNicolás GrinbergNo ratings yet
- USP34 NF29General NoticesDocument14 pagesUSP34 NF29General NoticesANDREA ESTEFANIA CUENCA CHIMBONo ratings yet
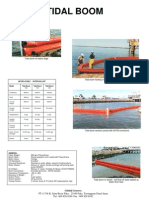
- Tidal Boom at Waters EdgeDocument1 pageTidal Boom at Waters Edgeapi-3703371No ratings yet
- BSL 2 Checklist Reference AIMSTDocument5 pagesBSL 2 Checklist Reference AIMSTdhanaraj39No ratings yet