You might also like
- CATION AND ANION DETECTIONDocument6 pagesCATION AND ANION DETECTIONAshley Kim100% (1)
- Sci 207 Week 5 Assignment Final Lab ReportDocument6 pagesSci 207 Week 5 Assignment Final Lab ReportRoshondaGatesNo ratings yet
- Vortex-Breaking PDFDocument7 pagesVortex-Breaking PDFZeroRecoNo ratings yet
- Astm E3-11Document12 pagesAstm E3-11Alejandro OrtizNo ratings yet
- MDMW Apatite Rockphosphate04Document4 pagesMDMW Apatite Rockphosphate04licservernoidaNo ratings yet
- Tan 2021 IOP Conf. Ser. Earth Environ. Sci. 772 012047Document8 pagesTan 2021 IOP Conf. Ser. Earth Environ. Sci. 772 012047Ingrid ContrerasNo ratings yet
- Phosphate Recovery From Wastewater of Fertiliser Industries by Using Gypsum WasteDocument6 pagesPhosphate Recovery From Wastewater of Fertiliser Industries by Using Gypsum WasteJohnNo ratings yet
- SSP Modelling Paper PDFDocument5 pagesSSP Modelling Paper PDFJai GaneshNo ratings yet
- Sintesis Pati Sagu Ikatan Silang Fosfat Berderajat Substitusi Fosfat Tinggi Dalam Suasana AsamDocument7 pagesSintesis Pati Sagu Ikatan Silang Fosfat Berderajat Substitusi Fosfat Tinggi Dalam Suasana AsamNatassya LeoNo ratings yet
- 41132-Article Text-94450-1-10-20151019 PDFDocument9 pages41132-Article Text-94450-1-10-20151019 PDFvelisia22No ratings yet
- Environmental Impact and Management of Phosphogypsum (Review)Document38 pagesEnvironmental Impact and Management of Phosphogypsum (Review)Jesus Abelardo Figueira ViñaNo ratings yet
- Removal of The Ammonia Load of Landfill Leachate by Struvite Precipitation Using Low-Cost ReagentsDocument8 pagesRemoval of The Ammonia Load of Landfill Leachate by Struvite Precipitation Using Low-Cost ReagentsMario WhoeverNo ratings yet
- Recovery PhosphateDocument4 pagesRecovery PhosphateYuni HapsariNo ratings yet
- Almeida 2020Document9 pagesAlmeida 2020Nautam ParasanaNo ratings yet
- Determinare FosforDocument10 pagesDeterminare FosforDaniela CatanaNo ratings yet
- 1 s2.0 S1383586622026053 MainDocument10 pages1 s2.0 S1383586622026053 MainIkram ADNANENo ratings yet
- Removal of Phosphate Species From Solution by Adsorption Onto Calcite Used As Natural AdsorbentDocument6 pagesRemoval of Phosphate Species From Solution by Adsorption Onto Calcite Used As Natural AdsorbentArif HidayatNo ratings yet
- JurnalDocument21 pagesJurnalIndah Suci RamadhaniNo ratings yet
- GH - Tirpe, Olivia Paula TirpeDocument4 pagesGH - Tirpe, Olivia Paula TirpeLiv CBNo ratings yet
- Phosphorus SolubilityDocument8 pagesPhosphorus SolubilityQuality LabNo ratings yet
- Removal of Phosphate From Wastewater Using Low-Cost AdsorbentsDocument7 pagesRemoval of Phosphate From Wastewater Using Low-Cost AdsorbentsInternational Journal of Engineering Inventions (IJEI)No ratings yet
- The Use of Phosphorus and Other Soil Amendments FoDocument10 pagesThe Use of Phosphorus and Other Soil Amendments FoLaura GonzálezNo ratings yet
- Remediation of Salt-Affected Soil by The Addition of Organic Matter - An Investigation Into Improving Glutinous Rice ProductivityDocument5 pagesRemediation of Salt-Affected Soil by The Addition of Organic Matter - An Investigation Into Improving Glutinous Rice ProductivityRichar Manuel Simanca FontalvoNo ratings yet
- Absorcion AtomicaDocument10 pagesAbsorcion AtomicaCelestino Celestino MontalvoNo ratings yet
- Crystal Habit Modifiers For Enhanced Filtration of PhosphogypsumDocument14 pagesCrystal Habit Modifiers For Enhanced Filtration of PhosphogypsummahaNo ratings yet
- Production of Polyhydroxyalkanoates From Sludge Palm Oil Using Pseudomonas Putida S12Document5 pagesProduction of Polyhydroxyalkanoates From Sludge Palm Oil Using Pseudomonas Putida S12Shandyka YudhaNo ratings yet
- Investigation On The Phosphoric Acid Production From Low Grade Phosphorites With High Content of MagnesiumDocument6 pagesInvestigation On The Phosphoric Acid Production From Low Grade Phosphorites With High Content of MagnesiumamirNo ratings yet
- Belum Di ReviewDocument7 pagesBelum Di ReviewTatang KelanaNo ratings yet
- Manuscript Final 28-7-15 PlaintextDocument24 pagesManuscript Final 28-7-15 PlaintextPrithviNo ratings yet
- Phosphorus Recovery and Leaching of Trace Elements From Incinerated Sewage Sludge Ash (ISSA)Document33 pagesPhosphorus Recovery and Leaching of Trace Elements From Incinerated Sewage Sludge Ash (ISSA)JohnNo ratings yet
- 178 JMES 2279 BenhsinatDocument9 pages178 JMES 2279 BenhsinatGiussepi Ali Jhonatan Mamani PacoNo ratings yet
- Combined Procedure of Metal Removal and Recovery of T - 2021 - Journal of GeocheDocument9 pagesCombined Procedure of Metal Removal and Recovery of T - 2021 - Journal of GeocheEnzo GonzalezNo ratings yet
- Regenerative Role of The Red Phosphorus in The Couple HI/P'Document6 pagesRegenerative Role of The Red Phosphorus in The Couple HI/P'spNo ratings yet
- Photosynthesis and chlorophyll content of soybeans on acidic growth medium with aluminum saltsDocument8 pagesPhotosynthesis and chlorophyll content of soybeans on acidic growth medium with aluminum saltsPasih UlisanNo ratings yet
- Laju Fotosintesis Dan Kandungan Klorofil Kedelai Pada Media Tanam Masam Dengan Pemberian Garam AluminiumDocument8 pagesLaju Fotosintesis Dan Kandungan Klorofil Kedelai Pada Media Tanam Masam Dengan Pemberian Garam AluminiumDzul AdamNo ratings yet
- Experimental Study of The Removal of Copper From Aqueous Solutions by Adsorption Using SawdustDocument8 pagesExperimental Study of The Removal of Copper From Aqueous Solutions by Adsorption Using SawdustchikubadgujarNo ratings yet
- Gravimetric Determination of Phosphorus in Fertilizer SamplesDocument5 pagesGravimetric Determination of Phosphorus in Fertilizer SamplesCatherine PascuaNo ratings yet
- Low-pH Cement Design for Nuclear Waste StorageDocument15 pagesLow-pH Cement Design for Nuclear Waste StorageMss BranchesNo ratings yet
- FERTILIZER ELEMENT ANALYSISDocument2 pagesFERTILIZER ELEMENT ANALYSIShafiz riasatNo ratings yet
- Simultaneous Biohythane Production and Sulfate Remova 2020 International JouDocument12 pagesSimultaneous Biohythane Production and Sulfate Remova 2020 International JouNurul Fatin UmairahNo ratings yet
- Phosphate Solubilization Characteristics of Efficient Nitrogen Fixing SoilDocument11 pagesPhosphate Solubilization Characteristics of Efficient Nitrogen Fixing SoilJoha MamarandiNo ratings yet
- Synthesis and Evaluation Catalytic Efficiency of Perovskite-Type Oxide Nanopowders in Removal of Bromocresol Purple From Aqueous SolutionDocument12 pagesSynthesis and Evaluation Catalytic Efficiency of Perovskite-Type Oxide Nanopowders in Removal of Bromocresol Purple From Aqueous SolutionAmin MojiriNo ratings yet
- Optimization of Nitric Acid Leaching of Rare Earth Elements FromDocument11 pagesOptimization of Nitric Acid Leaching of Rare Earth Elements FromIslom MurodovNo ratings yet
- Langmuir, Freundlich and BET Adsorption Isotherm Studies For Zinc Ions Onto Coal Fly AshDocument8 pagesLangmuir, Freundlich and BET Adsorption Isotherm Studies For Zinc Ions Onto Coal Fly AshInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Paper 19Document6 pagesPaper 19Editor IJSETNo ratings yet
- Introduction-WPS OfficeDocument5 pagesIntroduction-WPS OfficeHIMANSHU VARDHANNo ratings yet
- Characterization and Purification of Waste Phosphogypsum To Make It Suitable For Use in The Plaster and The Cement IndustryDocument12 pagesCharacterization and Purification of Waste Phosphogypsum To Make It Suitable For Use in The Plaster and The Cement Industryritesh malaniNo ratings yet
- ApatitDocument9 pagesApatittrinh xuan hiepNo ratings yet
- Phosphorus Industry Processes and ProductsDocument38 pagesPhosphorus Industry Processes and ProductsS S S REDDY100% (1)
- The Status of Phosphate (PO) Anion Concentration in Waste Water From Six Selected Undetermined Areas of Guyana Using A Spectrophotometric MethodDocument11 pagesThe Status of Phosphate (PO) Anion Concentration in Waste Water From Six Selected Undetermined Areas of Guyana Using A Spectrophotometric MethodidaayudwitasariNo ratings yet
- Processes 11 01753Document25 pagesProcesses 11 01753JanainaNo ratings yet
- Nitrogen and Phosphorus Recovery From Wastewater: Water Pollution (S Sengupta, Section Editor)Document12 pagesNitrogen and Phosphorus Recovery From Wastewater: Water Pollution (S Sengupta, Section Editor)JohnNo ratings yet
- Environmental Tech Journal Article on Carbon/FexOy Composites for Wastewater TreatmentDocument42 pagesEnvironmental Tech Journal Article on Carbon/FexOy Composites for Wastewater TreatmentkenedymcNo ratings yet
- RDR 3Document2 pagesRDR 3Andre Jet Russo RuizNo ratings yet
- PhotodegradationDocument8 pagesPhotodegradationLuminita AndronicNo ratings yet
- Prediction of Calcium Phosphate Generation and BehDocument15 pagesPrediction of Calcium Phosphate Generation and BehAdib Hossain SijanNo ratings yet
- Naoh Modification of Persimmon Powder-Formaldehyde Resin To Enhance Cu and PB Removal From Aqueous SolutionDocument10 pagesNaoh Modification of Persimmon Powder-Formaldehyde Resin To Enhance Cu and PB Removal From Aqueous SolutionSoussou PerlaNo ratings yet
- Phenol 3 PDFDocument10 pagesPhenol 3 PDFsegNo ratings yet
- Saindrenan 1985Document7 pagesSaindrenan 1985cesarNo ratings yet
- Haiming 1-2014Document17 pagesHaiming 1-2014Febri Daris Faidatur RohmahNo ratings yet
- Screening For Phosphate Solubilizing Bacteria and Optimum of Bacterial Cultivation by Response Surface MethodologyDocument14 pagesScreening For Phosphate Solubilizing Bacteria and Optimum of Bacterial Cultivation by Response Surface Methodologymuler_biotech8366No ratings yet
- Perfluorinated Chemicals (PFCs): Contaminants of ConcernFrom EverandPerfluorinated Chemicals (PFCs): Contaminants of ConcernNo ratings yet
- Proper Piping For Vacuum SystemsDocument5 pagesProper Piping For Vacuum SystemsDowni Oader100% (1)
- Fertilizer Industry Handbook - October 2018 (Slides Only)Document97 pagesFertilizer Industry Handbook - October 2018 (Slides Only)ASDFG21100% (1)
- SamplingDocument16 pagesSamplingbradburywillsNo ratings yet
- Sodium Hypo FRP SpecDocument6 pagesSodium Hypo FRP SpecZeroRecoNo ratings yet
- Booklet 5 Final PDFDocument44 pagesBooklet 5 Final PDFMilan BanerjeeNo ratings yet
- Air Side Pressure Drop in Plate Finned Tube Heat Exchangers PDFDocument14 pagesAir Side Pressure Drop in Plate Finned Tube Heat Exchangers PDFZeroRecoNo ratings yet
- Scilab BeginnersDocument33 pagesScilab BeginnersCarlos Soza RossNo ratings yet
- Norsok ST 2001Document131 pagesNorsok ST 2001mamounsdNo ratings yet
- Yara Fertilizer Industry Handbook: February 2014Document90 pagesYara Fertilizer Industry Handbook: February 2014douglasminasNo ratings yet
- Water97 v13Document8 pagesWater97 v13techkasambaNo ratings yet
- 16.050 Thermal Energy: Page 1 of 6Document6 pages16.050 Thermal Energy: Page 1 of 6ZeroRecoNo ratings yet
- Air Side Pressure Drop in Plate Finned Tube Heat Exchangers PDFDocument14 pagesAir Side Pressure Drop in Plate Finned Tube Heat Exchangers PDFZeroRecoNo ratings yet
- The Critical Height of A Liquid Being Drained From The TankDocument5 pagesThe Critical Height of A Liquid Being Drained From The TankZeroRecoNo ratings yet
- 16.050 Thermal Energy: Page 1 of 2Document2 pages16.050 Thermal Energy: Page 1 of 2ZeroRecoNo ratings yet
- Aerospace Science and Technology: Dheeraj Agarwal, Prateep Basu, T. John Tharakan, A. SalihDocument6 pagesAerospace Science and Technology: Dheeraj Agarwal, Prateep Basu, T. John Tharakan, A. SalihNicolas PironnetNo ratings yet
- Air Entrainment in Vertical DropshaftsDocument199 pagesAir Entrainment in Vertical DropshaftsZeroRecoNo ratings yet
- Tables - TechnicalProperties - EN 10088 PDFDocument24 pagesTables - TechnicalProperties - EN 10088 PDFeugenio.gutenbertNo ratings yet
- Configure VS Code For Microsoft CDocument12 pagesConfigure VS Code For Microsoft CZeroRecoNo ratings yet
- Epa Tank Resuspension PDFDocument101 pagesEpa Tank Resuspension PDFZeroRecoNo ratings yet
- Epa Tank Resuspension PDFDocument101 pagesEpa Tank Resuspension PDFZeroRecoNo ratings yet
- Emissivity TableDocument5 pagesEmissivity TableZeroRecoNo ratings yet
- AV041R0 ACS Types of Rotors Product SheetDocument2 pagesAV041R0 ACS Types of Rotors Product SheetZeroRecoNo ratings yet
- Solubility of CO2 in WaterDocument26 pagesSolubility of CO2 in WaterZeroRecoNo ratings yet
- CG 160729 What Does Good Control Room Design Look LikeDocument10 pagesCG 160729 What Does Good Control Room Design Look LikeRavi JoshiNo ratings yet
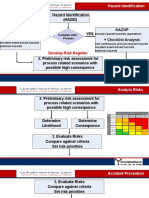
- Hazard Identification (Hazid) NO YES: Checklist Analysis Hazop + Checklist AnalysisDocument7 pagesHazard Identification (Hazid) NO YES: Checklist Analysis Hazop + Checklist AnalysisZeroRecoNo ratings yet
- Water97 v13Document8 pagesWater97 v13techkasambaNo ratings yet
- 1108 PDFDocument4 pages1108 PDFzacuragyNo ratings yet
- Facility Layout PlanningDocument5 pagesFacility Layout PlanningRahul GargNo ratings yet
- Data Faktur Apotik Mutiara InsaniDocument13 pagesData Faktur Apotik Mutiara Insaniapotek mutiarainsaniNo ratings yet
- 4.2 Procesos de Pulpeo - Pulpeo QuímicoDocument38 pages4.2 Procesos de Pulpeo - Pulpeo QuímicoMiguel MontielNo ratings yet
- Cost of Corrosion: Key Performance IndicatorDocument4 pagesCost of Corrosion: Key Performance IndicatorJuan Carlos Contreras CherresNo ratings yet
- Alkaloid & Its General PropertiesDocument4 pagesAlkaloid & Its General Propertiesshankul kumar100% (9)
- Set 11 HaloalkanesDocument2 pagesSet 11 HaloalkanesNurul FarhanaNo ratings yet
- Student Exploration of Chemical EquationsDocument7 pagesStudent Exploration of Chemical EquationsDanitza RojasNo ratings yet
- Velosit CW 111Document4 pagesVelosit CW 111Miguel AragonNo ratings yet
- Aerospace Material Specification: Plating, Nickel General PurposeDocument8 pagesAerospace Material Specification: Plating, Nickel General PurposeSURYAS63No ratings yet
- C2 - ICON OT - 5 (Mains Model)Document8 pagesC2 - ICON OT - 5 (Mains Model)NIVEDITA CHAKRABORTYNo ratings yet
- Department of Chemistry Faculty of Science and Mathematics: SEMESTER 1 SESSION 2021/2022Document4 pagesDepartment of Chemistry Faculty of Science and Mathematics: SEMESTER 1 SESSION 2021/2022Jojie KimaraNo ratings yet
- Kondawar 2017 Solvent Free Glycerol TransesterifiDocument11 pagesKondawar 2017 Solvent Free Glycerol TransesterifiElisabeta StamateNo ratings yet
- Science7 ST Q1Document3 pagesScience7 ST Q1EILEEN JOY NOCEDANo ratings yet
- Performance Data CurveDocument57 pagesPerformance Data Curveedwin nolberto100% (1)
- Blood Cell Counter GuideDocument5 pagesBlood Cell Counter GuideAmirNo ratings yet
- Biochemical MeasurementsDocument25 pagesBiochemical Measurementsulaga nathanNo ratings yet
- Guidelines for Packaging, Labelling and Storage of Scheduled WastesDocument35 pagesGuidelines for Packaging, Labelling and Storage of Scheduled WastesShashaNo ratings yet
- An Experimental Study On Operating Conditions of 2 Ethylhexanol Operating ProcessDocument30 pagesAn Experimental Study On Operating Conditions of 2 Ethylhexanol Operating ProcessShay BlueNo ratings yet
- Group 3 CementDocument16 pagesGroup 3 Cementshuckss taloNo ratings yet
- Virtual Lab. Calculating Molarity Part 1Document2 pagesVirtual Lab. Calculating Molarity Part 1DomNo ratings yet
- Experiment 1 1Document57 pagesExperiment 1 1Christine Mae VeaNo ratings yet
- Yohimbine InjectionDocument1 pageYohimbine InjectionKasidit SornchaiNo ratings yet
- Organic ChemistryDocument2,476 pagesOrganic Chemistrytilakmirle75% (4)
- Mark Scheme (Results) January 2022Document25 pagesMark Scheme (Results) January 2022윤소리No ratings yet
- Iso 8502-6-2020Document18 pagesIso 8502-6-2020pedro davilaNo ratings yet
- European Patent SpecificationDocument13 pagesEuropean Patent SpecificationWSERNo ratings yet
- Improve Landing Gear Corrosion ProtectionDocument26 pagesImprove Landing Gear Corrosion ProtectionImpress Production PlanningNo ratings yet
- Transcriptomic Analysis of The Under Oxidative Stress: Levilactobacillus Brevis 47f StrainDocument9 pagesTranscriptomic Analysis of The Under Oxidative Stress: Levilactobacillus Brevis 47f StrainMohammed SherifNo ratings yet