You might also like
- Ultrasonic Machining A Total Mechanical Machining PDFDocument20 pagesUltrasonic Machining A Total Mechanical Machining PDFRawad BorghiahNo ratings yet
- New Sensors and Processing ChainFrom EverandNew Sensors and Processing ChainJean-Hugh ThomasNo ratings yet
- Equal Channel Angular Extrusion Characteristics OnDocument17 pagesEqual Channel Angular Extrusion Characteristics OnDlanorNo ratings yet
- Hiya - (PC-ME 701)Document9 pagesHiya - (PC-ME 701)Peeka BooNo ratings yet
- Parameter Affecting Ultrasonic Machining: December 2019Document16 pagesParameter Affecting Ultrasonic Machining: December 2019Sheikh waleedNo ratings yet
- Metallic Microlattice Structures: Manufacture, Materials and ApplicationDocument115 pagesMetallic Microlattice Structures: Manufacture, Materials and ApplicationКатерина РистовскаNo ratings yet
- Advanced Manufacturing Process: AbstractDocument12 pagesAdvanced Manufacturing Process: AbstractJahnavi PatilNo ratings yet
- Microstructure-Property Correlations For Hard, Superhard, and Ultrahard MaterialsDocument244 pagesMicrostructure-Property Correlations For Hard, Superhard, and Ultrahard MaterialsJH ShinNo ratings yet
- Dinakaran 2 CMLDocument86 pagesDinakaran 2 CMLShashwarya ShashuNo ratings yet
- Ultrasonic Machining (Usm)Document12 pagesUltrasonic Machining (Usm)RAMAKANT RANANo ratings yet
- Microrobotics TrendsandtechnologiesDocument9 pagesMicrorobotics TrendsandtechnologiesWassim AzzabiNo ratings yet
- Plasma Etching Processes for CMOS Devices RealizationFrom EverandPlasma Etching Processes for CMOS Devices RealizationNicolas PossemeNo ratings yet
- Advanced Machining ProcessesDocument106 pagesAdvanced Machining ProcessesyogeshNo ratings yet
- ME2026 Unconventional Machining - PDF.WWW - Chennaiuniversity.net NotesDocument27 pagesME2026 Unconventional Machining - PDF.WWW - Chennaiuniversity.net NotesSiva Raman100% (1)
- Parameter Affecting Ultrasonic Machining IJERTV8IS110053Document15 pagesParameter Affecting Ultrasonic Machining IJERTV8IS110053Rit GoshNo ratings yet
- Friction Stir Superplasticity for Unitized Structures: A volume in the Friction Stir Welding and Processing Book SeriesFrom EverandFriction Stir Superplasticity for Unitized Structures: A volume in the Friction Stir Welding and Processing Book SeriesNo ratings yet
- We Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsDocument23 pagesWe Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For Scientistsomkar BembalgeNo ratings yet
- We Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsDocument25 pagesWe Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsKhelo 3nanyNo ratings yet
- Tugas Manufaktur 2 Ultrasonic Machining Process: Dosen Pengampu: Zulkani Sinaga, Ir.,M.TDocument10 pagesTugas Manufaktur 2 Ultrasonic Machining Process: Dosen Pengampu: Zulkani Sinaga, Ir.,M.Tpunto bayu ajiNo ratings yet
- Handbook of Sputter Deposition Technology: Fundamentals and Applications for Functional Thin Films, Nano-Materials and MEMSFrom EverandHandbook of Sputter Deposition Technology: Fundamentals and Applications for Functional Thin Films, Nano-Materials and MEMSRating: 5 out of 5 stars5/5 (1)
- A Seminar Report On Ultrasonic Welding SDocument13 pagesA Seminar Report On Ultrasonic Welding Snandakishordas2005No ratings yet
- A Review of Issues in Photochemical Machining: JournalDocument5 pagesA Review of Issues in Photochemical Machining: JournalIndri SetyoriniNo ratings yet
- Ije V3 I2Document139 pagesIje V3 I2AI Coordinator - CSC JournalsNo ratings yet
- UCM NotesDocument92 pagesUCM NotesSrini Vasan100% (1)
- Technological Advances in Fine Abrasive ProcessesDocument52 pagesTechnological Advances in Fine Abrasive ProcessesLucas HarimNo ratings yet
- Advanced Fine Finishing ProcessesDocument24 pagesAdvanced Fine Finishing ProcessesInternational Journal of Innovative Science and Research Technology100% (1)
- Handbook of VLSI Microlithography: Principles, Technology and ApplicationsFrom EverandHandbook of VLSI Microlithography: Principles, Technology and ApplicationsWilliam B. GlendinningRating: 5 out of 5 stars5/5 (1)
- Chemical Machining 2016Document9 pagesChemical Machining 2016Hafid ArdiansyahNo ratings yet
- Recent Advances in Ultrasonic-Assisted Machining For The Fabrication of Micro/nano-Textured SurfacesDocument13 pagesRecent Advances in Ultrasonic-Assisted Machining For The Fabrication of Micro/nano-Textured SurfacesVishnu Rao M.No ratings yet
- A Review of Issues in Photochemical Machining: July 2014Document6 pagesA Review of Issues in Photochemical Machining: July 2014TiếnNo ratings yet
- Ultrasonic Probe Assisted Stir Casting Method For Metal Matrix Nano-Composite Manufacturing: An Innovative MethodDocument3 pagesUltrasonic Probe Assisted Stir Casting Method For Metal Matrix Nano-Composite Manufacturing: An Innovative MethodMENo ratings yet
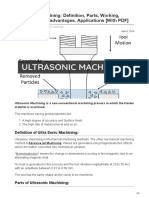
- Ultrasonic Machining Definition Parts Working Advantages Disadvantages Applications With PDFDocument6 pagesUltrasonic Machining Definition Parts Working Advantages Disadvantages Applications With PDFMD Al-AminNo ratings yet
- Materials Today: Proceedings: S. Sabareesan, D. Vasudevan, S. Sridhar, R. Kannan, V. SankarDocument3 pagesMaterials Today: Proceedings: S. Sabareesan, D. Vasudevan, S. Sridhar, R. Kannan, V. Sankarsanjay sureshNo ratings yet
- Nanotechnology in Civil Engineering: Submitted byDocument24 pagesNanotechnology in Civil Engineering: Submitted bygsudhanta1604No ratings yet
- Micro Machining For Micro Electro Mechanical Systems (Mems) : SciencedirectDocument8 pagesMicro Machining For Micro Electro Mechanical Systems (Mems) : SciencedirectSugey Elisa GaletNo ratings yet
- Development of Design and Manufacturing Support Tool For Optimization of Ultrasonic Machining (USM) and Rotary USMDocument16 pagesDevelopment of Design and Manufacturing Support Tool For Optimization of Ultrasonic Machining (USM) and Rotary USMPopescu GeorgeNo ratings yet
- A Teaching Essay on Residual Stresses and EigenstrainsFrom EverandA Teaching Essay on Residual Stresses and EigenstrainsNo ratings yet
- Characterization and Control of Interfaces for High Quality Advanced MaterialsFrom EverandCharacterization and Control of Interfaces for High Quality Advanced MaterialsKevin EwsukNo ratings yet
- Ion Implantation For Semiconductor Doping and Materials ModificationDocument31 pagesIon Implantation For Semiconductor Doping and Materials ModificationRehan TariqNo ratings yet
- Nano RAMDocument23 pagesNano RAMSandeep RaoNo ratings yet
- We Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsDocument25 pagesWe Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsKhelo 3nanyNo ratings yet
- 1 s2.0 S2214785320382419 MainDocument10 pages1 s2.0 S2214785320382419 MainChockalingamNo ratings yet
- Importance of Molds For Nanoimprint LithographyDocument13 pagesImportance of Molds For Nanoimprint LithographyRamesh SoniNo ratings yet
- Q (1) With Full Group Details Discuss The Theory and Principles of Different Techniques of Non-Traditional Manufacture ProcessDocument11 pagesQ (1) With Full Group Details Discuss The Theory and Principles of Different Techniques of Non-Traditional Manufacture Processsofyan samNo ratings yet
- Laser Beam MachiningDocument15 pagesLaser Beam MachiningMohsen SaidiNo ratings yet
- Amm Model Test Paper Q1. (A) State The Characteristics and Function of Dielectric Fluid Used in EDMDocument12 pagesAmm Model Test Paper Q1. (A) State The Characteristics and Function of Dielectric Fluid Used in EDMErin BarryNo ratings yet
- Non Traditional MachininPPTDocument64 pagesNon Traditional MachininPPTpardhuduNo ratings yet
- Claytronics Research PaperDocument4 pagesClaytronics Research Paperafeascdcz100% (1)
- 4D UsmDocument13 pages4D UsmHARSHVARDHAN SINGH RATHORENo ratings yet
- Microwave Sintering-XDocument10 pagesMicrowave Sintering-XKshitij RautNo ratings yet
- We Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsDocument13 pagesWe Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsDinesh KilladaNo ratings yet
- Microforming Technology: Theory, Simulation and PracticeFrom EverandMicroforming Technology: Theory, Simulation and PracticeRating: 5 out of 5 stars5/5 (1)
- USM Study of Parameters of USMDocument43 pagesUSM Study of Parameters of USMZoric BobbyNo ratings yet
- Lecture40 NptelDocument37 pagesLecture40 NptelSitaramaraju VengalarajuNo ratings yet
- .Design, Analysis and Optimization of Heavy Metal Roll Lifting Bracket Assembly For Steel Industry With CalculationsDocument5 pages.Design, Analysis and Optimization of Heavy Metal Roll Lifting Bracket Assembly For Steel Industry With CalculationsEmílio BeckerNo ratings yet
- P2id GK Vinogradov 2003 300 MM Plasma EquipmentDocument6 pagesP2id GK Vinogradov 2003 300 MM Plasma EquipmentPeter-sagamiNo ratings yet
- Mustafa Batliwala CVDocument1 pageMustafa Batliwala CVFawad HussainNo ratings yet
- Anantha Sai Sreelekha Gudimella: Research InternDocument2 pagesAnantha Sai Sreelekha Gudimella: Research InternFawad HussainNo ratings yet
- Manufacturing Processes 2 - F16ME - 2020Document101 pagesManufacturing Processes 2 - F16ME - 2020Fawad HussainNo ratings yet
- Kehinde Elelu: Education B.Eng. Civil EngineeringDocument2 pagesKehinde Elelu: Education B.Eng. Civil EngineeringFawad HussainNo ratings yet
- Electro-Chemical Machining: Presented By: Keisham Sushima Devi DIP/14/ME/12Document18 pagesElectro-Chemical Machining: Presented By: Keisham Sushima Devi DIP/14/ME/12Fawad HussainNo ratings yet
- Fundamentals of Machining or Orthogonal MachiningDocument75 pagesFundamentals of Machining or Orthogonal MachiningFawad HussainNo ratings yet
- 4-Introduction To RPDocument10 pages4-Introduction To RPFawad HussainNo ratings yet
- 3-Introduction To CIMDocument8 pages3-Introduction To CIMFawad HussainNo ratings yet
- Initial Presentation (38,150,17)Document26 pagesInitial Presentation (38,150,17)Fawad HussainNo ratings yet
- Ubc 2006-0651Document67 pagesUbc 2006-0651Fawad HussainNo ratings yet
- 2-Engg MeterologyDocument73 pages2-Engg MeterologyFawad HussainNo ratings yet
- 3-Introduction To CIMDocument8 pages3-Introduction To CIMFawad HussainNo ratings yet
- 2-Engg MeterologyDocument73 pages2-Engg MeterologyFawad HussainNo ratings yet
- FYPDocument45 pagesFYPFawad HussainNo ratings yet
- Lecture On Material of ConstructionDocument19 pagesLecture On Material of Constructiondeepankar kumarNo ratings yet
- IAL A2 Physics Note (Specification)Document71 pagesIAL A2 Physics Note (Specification)SajitRahman100% (2)
- Chemi Full ReportDocument2 pagesChemi Full ReportLim Kai Xuan100% (1)
- Stoichiometry Basics NotesDocument5 pagesStoichiometry Basics NoteswardaNo ratings yet
- Guide On Designing A Solar Photovoltaic Powered DC Water PumpDocument6 pagesGuide On Designing A Solar Photovoltaic Powered DC Water PumpDesmondNo ratings yet
- Static ElectricityDocument2 pagesStatic Electricitypinkyoya86No ratings yet
- Design Guide For Aircraft HydraulicsDocument71 pagesDesign Guide For Aircraft HydraulicsLysterNo ratings yet
- Causes and Effects of Sand ProductionDocument11 pagesCauses and Effects of Sand ProductionSebastian Zarate VilelaNo ratings yet
- L05-Fate and Transport of Contaminants-No BackgroundDocument51 pagesL05-Fate and Transport of Contaminants-No BackgroundSupanut M. ChavienghongNo ratings yet
- LIS Note Sheet 8-5Document6 pagesLIS Note Sheet 8-5Pulan KodagodaNo ratings yet
- Liquid Nitrogen As A Non Polluting FuelDocument30 pagesLiquid Nitrogen As A Non Polluting FuelShubham Raghuvanshi100% (2)
- BASF Colors and Effects - Brochure - Orasol Dyes For PrintingDocument10 pagesBASF Colors and Effects - Brochure - Orasol Dyes For PrintingNga VuNo ratings yet
- Binary Vapour CycleDocument5 pagesBinary Vapour CycleAnonymous 5HYsyrddpNo ratings yet
- Structure of The AtomDocument24 pagesStructure of The AtomKunalNo ratings yet
- Foundation - HU - Lec - 7 Design of Shallow Foundations Lec#3Document21 pagesFoundation - HU - Lec - 7 Design of Shallow Foundations Lec#3Solomon Alemu100% (1)
- HexaneDocument3 pagesHexaneIan RidzuanNo ratings yet
- Centripetal Force Grade 12 PhysicsDocument15 pagesCentripetal Force Grade 12 Physicssrinidhi innaniNo ratings yet
- International Journal of Multiphase FlowDocument12 pagesInternational Journal of Multiphase FlowakinhaciNo ratings yet
- Correlation and Prediction of The Solubility of CO2 and H2S inDocument6 pagesCorrelation and Prediction of The Solubility of CO2 and H2S inYogesh PatilNo ratings yet
- Grey Room Operations: Fabric Inspection Involves Following Three Processes Perching Burling MendingDocument38 pagesGrey Room Operations: Fabric Inspection Involves Following Three Processes Perching Burling MendingBhaswati PandaNo ratings yet
- Physics 202 Experiment #7 Diffraction Grating Pre-LabDocument6 pagesPhysics 202 Experiment #7 Diffraction Grating Pre-LabDennis LingNo ratings yet
- Chapter Nine Compressibility of Soil Lecturer Dr. Mo'men Ayasrah 2022-2023Document61 pagesChapter Nine Compressibility of Soil Lecturer Dr. Mo'men Ayasrah 2022-2023Hamza Mo.No ratings yet
- Tabla de Referencia de Materiales: Material Reference ChartDocument2 pagesTabla de Referencia de Materiales: Material Reference Chartsateesh chandNo ratings yet
- HURDCO International School: Subject-Biology Chapter 3: Diffusion, Osmosis and Surface Area: Volume RatioDocument26 pagesHURDCO International School: Subject-Biology Chapter 3: Diffusion, Osmosis and Surface Area: Volume RatioMahin IslamNo ratings yet
- Chemical Equilibrium Multiple Choice QuestionsDocument4 pagesChemical Equilibrium Multiple Choice QuestionsCarol Mae Celis100% (5)
- Nitrogen Cycle QuestionsDocument11 pagesNitrogen Cycle Questionsoghieghie jattoNo ratings yet
- 2.2.9. Capillary Viscometer MethodDocument2 pages2.2.9. Capillary Viscometer MethodJalaluddin Johan100% (2)
- MPPL PT Calendar 2024 2025Document6 pagesMPPL PT Calendar 2024 2025Joby GeorgeNo ratings yet
- Physics ProjectileDocument13 pagesPhysics ProjectileAnonymous r9DocC1WNo ratings yet
- Minosa LipidsDocument4 pagesMinosa LipidsPrincess Faniega SugatonNo ratings yet