You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- 4803 Yang Detection of Size of Manufactured SDocument18 pages4803 Yang Detection of Size of Manufactured SXantos YulianNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Castings SA December 2020 PDFDocument52 pagesCastings SA December 2020 PDFXantos YulianNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- 4800 Saeidpour ThermalPropertiesOf3D-PrintedSDocument7 pages4800 Saeidpour ThermalPropertiesOf3D-PrintedSXantos YulianNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- 4801 Ramrattan EvaluatingACeramicResin-CoatedDocument9 pages4801 Ramrattan EvaluatingACeramicResin-CoatedXantos YulianNo ratings yet
- FP 266 enDocument28 pagesFP 266 enAritonang SuryaNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Global Casting 2017 - Vol - 7 - Issue - 2Document60 pagesGlobal Casting 2017 - Vol - 7 - Issue - 2Xantos YulianNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Metals: Thermophysical Properties of Fe-Si and Cu-Pb Melts and Their Effects On Solidification Related ProcessesDocument22 pagesMetals: Thermophysical Properties of Fe-Si and Cu-Pb Melts and Their Effects On Solidification Related ProcessesXantos YulianNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Influence of Heat Treatment On Matrix Structures in Cast IronDocument6 pagesInfluence of Heat Treatment On Matrix Structures in Cast IronXantos YulianNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- New Coldbox BinderDocument8 pagesNew Coldbox BinderAnudatt A. Gowda100% (1)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- An Assessment of DTA Analysis of Grey Cast IronDocument4 pagesAn Assessment of DTA Analysis of Grey Cast IronXantos YulianNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Microscopicanal 01 OsmogoogDocument198 pagesMicroscopicanal 01 OsmogoogXantos YulianNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On The Microstructure and Mechanical Properties of Automotive Parts Made of Ductile IronDocument21 pagesOn The Microstructure and Mechanical Properties of Automotive Parts Made of Ductile IronXantos YulianNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Kang 2011 Evaluation of Distortion of CastingDocument6 pagesKang 2011 Evaluation of Distortion of CastingXantos YulianNo ratings yet
- Influence of Inoculation On Solidification in Cast IronDocument5 pagesInfluence of Inoculation On Solidification in Cast IronXantos YulianNo ratings yet
- Govpub C13Document82 pagesGovpub C13Xantos YulianNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Seidu 2014 Effects of Additives On Some SelectDocument7 pagesSeidu 2014 Effects of Additives On Some SelectXantos YulianNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Osmond 1899 Experiments On Alloys of Iron and NDocument16 pagesOsmond 1899 Experiments On Alloys of Iron and NXantos YulianNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Use of Silicon Carbide in The Induction FurnaceDocument2 pagesUse of Silicon Carbide in The Induction FurnaceXantos YulianNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Influence MN S Properties Cast IronDocument14 pagesInfluence MN S Properties Cast Ironvivek1312No ratings yet
- Georgia Southern University Foundry Education IntroductionDocument20 pagesGeorgia Southern University Foundry Education IntroductionXantos YulianNo ratings yet
- Principles of Metal Casting SahooDocument1,277 pagesPrinciples of Metal Casting SahoojorrgeeNo ratings yet
- Induction Furnace Technology and Melting PDFDocument3 pagesInduction Furnace Technology and Melting PDFXantos YulianNo ratings yet
- Surplus Foundry Sand and Its AssessmentDocument83 pagesSurplus Foundry Sand and Its AssessmentXantos YulianNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Ferrous Powder MetallurgyDocument2 pagesFerrous Powder MetallurgyXantos YulianNo ratings yet
- Processing Techniques and Productions of Ductile Iron A ReviewDocument27 pagesProcessing Techniques and Productions of Ductile Iron A ReviewChaitanyaNo ratings yet
- Thermal analysis of inoculation effects on ductile iron solidificationDocument13 pagesThermal analysis of inoculation effects on ductile iron solidificationXantos YulianNo ratings yet
- Metallurgical Properties of Cast IronsDocument21 pagesMetallurgical Properties of Cast IronsAleš NagodeNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Microstructural Analysis of EN-GJS-450-10 Ductile Cast Iron Via Vibrational CastingDocument7 pagesMicrostructural Analysis of EN-GJS-450-10 Ductile Cast Iron Via Vibrational CastingXantos YulianNo ratings yet
- The State of Art and Foresight of World'S Casting ProductionDocument8 pagesThe State of Art and Foresight of World'S Casting ProductionXantos YulianNo ratings yet
- Phase Difference & Phase RelationshipsDocument24 pagesPhase Difference & Phase RelationshipsGabriel Carl AlpuertoNo ratings yet
- Theory of Solutions DPP-2 (Questions) PDFDocument4 pagesTheory of Solutions DPP-2 (Questions) PDFHarshjeetNo ratings yet
- TRC-6 Sonixs 1650x600 Manual 2017 Rev ADocument254 pagesTRC-6 Sonixs 1650x600 Manual 2017 Rev Agoretty cantonNo ratings yet
- Shishuvan - STD 7 (2021-22) - IntegersDocument10 pagesShishuvan - STD 7 (2021-22) - IntegersHardik ViraNo ratings yet
- Deformable - Chapter 5Document21 pagesDeformable - Chapter 5Charlotte FerriolNo ratings yet
- Summative Test in Math 5Document3 pagesSummative Test in Math 5irvin victoriaNo ratings yet
- Paper Mechanics Equilibrium ElasticityDocument20 pagesPaper Mechanics Equilibrium ElasticityRirinNo ratings yet
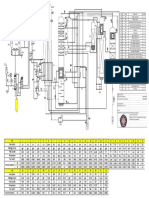
- T60 ODP 60Hz 4160V - Data and CurvesDocument6 pagesT60 ODP 60Hz 4160V - Data and CurvesIfran SierraNo ratings yet
- Cont. Eva.Document2 pagesCont. Eva.Rainwin TamayoNo ratings yet
- Improve energy efficiency with power factor correctionDocument64 pagesImprove energy efficiency with power factor correctionDiana ConsstantinNo ratings yet
- CHEM 109A: Organic ChemistryDocument26 pagesCHEM 109A: Organic ChemistryStarcraft2shit 2sNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- NEET-CHEMISTRY-VOL-III 14TH GROUP ELEMENTSDocument16 pagesNEET-CHEMISTRY-VOL-III 14TH GROUP ELEMENTSkrish masterjeeNo ratings yet
- N4 Electrotechnics Augustus 2019Document8 pagesN4 Electrotechnics Augustus 2019Petro Susan BarnardNo ratings yet
- Evrostroj filling machine instructionsDocument23 pagesEvrostroj filling machine instructionsTihomir MiloševNo ratings yet
- Ray Optics 2024 New NotesDocument23 pagesRay Optics 2024 New NotesCiber AreaNo ratings yet
- Fundamental Principles of Gas Turbine Meters Robert Bennett American Meter CompanyDocument6 pagesFundamental Principles of Gas Turbine Meters Robert Bennett American Meter CompanyCarlos TarquinoNo ratings yet
- IEEE Transactions on Automatic Control Filtering Nonstabilizable SystemsDocument9 pagesIEEE Transactions on Automatic Control Filtering Nonstabilizable SystemssumathyNo ratings yet
- Capacity From 500 KG To 200000 KG: Compression / Tension Load Cells Compression / Tension Load CellsDocument2 pagesCapacity From 500 KG To 200000 KG: Compression / Tension Load Cells Compression / Tension Load CellsAyman AlhalfawyNo ratings yet
- Mixture NotesDocument17 pagesMixture Notesapi-293690555No ratings yet
- Swimming Pool, Pond, and Salt Water Pumps: Technical CatalogueDocument68 pagesSwimming Pool, Pond, and Salt Water Pumps: Technical CatalogueFénixNo ratings yet
- Department of Electrical Engineering EE-211: Electrical Network Analysis Lab 7: Capacitive Phase Shift and Reactive PowerDocument6 pagesDepartment of Electrical Engineering EE-211: Electrical Network Analysis Lab 7: Capacitive Phase Shift and Reactive PowerWaleed BajwaNo ratings yet
- Umair Date Sheet Annual 2023Document2 pagesUmair Date Sheet Annual 2023thenihn899No ratings yet
- GEKA - 2 CYLINDER MACHINES Hydracrop Series, Bendicrop 60 and 85Document69 pagesGEKA - 2 CYLINDER MACHINES Hydracrop Series, Bendicrop 60 and 85David Ramirez100% (1)
- Kusuma 2021 J. Phys. Conf. Ser. 1845 012049Document11 pagesKusuma 2021 J. Phys. Conf. Ser. 1845 012049Luis Alberto Valverde SánchezNo ratings yet
- Ponding of Two-Way Roof Systems: Everal Papers HaveDocument8 pagesPonding of Two-Way Roof Systems: Everal Papers HaveHarish RamachandranNo ratings yet
- Manage industrial equipment inventoryDocument1 pageManage industrial equipment inventorySeyzhea Nimas HapsariNo ratings yet
- Cell Phone Battery Flashlight DIY: Build a Bright LED Light Using Old Phone BatteriesDocument6 pagesCell Phone Battery Flashlight DIY: Build a Bright LED Light Using Old Phone Batteriesnita_alecsandruNo ratings yet
- Power Plant: Better Life Created by SteelDocument4 pagesPower Plant: Better Life Created by SteelAlejandro Jose Garcia FernandezNo ratings yet
- 4TTS Installer's GuideDocument28 pages4TTS Installer's GuideAlejandro OrdoñezNo ratings yet
- TC XXX 9999023615Document1 pageTC XXX 9999023615Jean RaminhoNo ratings yet
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseFrom EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseRating: 4.5 out of 5 stars4.5/5 (50)
- The Laws of Thermodynamics: A Very Short IntroductionFrom EverandThe Laws of Thermodynamics: A Very Short IntroductionRating: 4.5 out of 5 stars4.5/5 (10)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedFrom EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedRating: 5 out of 5 stars5/5 (1)
- Waves and Beaches: The Powerful Dynamics of Sea and CoastFrom EverandWaves and Beaches: The Powerful Dynamics of Sea and CoastRating: 4 out of 5 stars4/5 (1)
- Rolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsFrom EverandRolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsNo ratings yet