You might also like
- Lab Guide - PipesDocument29 pagesLab Guide - PipesBonifacioNo ratings yet
- Wellbore PerformanceDocument10 pagesWellbore Performanceurooj jawwadNo ratings yet
- Numerical Simulacion of Watter HammerDocument4 pagesNumerical Simulacion of Watter HammerWilliam Lopez AyalaNo ratings yet
- S U SPE 1592 Using Nit 269 Trogen Fo R Extende Ed Reach H in Coile Ed Tubing G Operatio OnsDocument6 pagesS U SPE 1592 Using Nit 269 Trogen Fo R Extende Ed Reach H in Coile Ed Tubing G Operatio OnsOvaid MehmoodNo ratings yet
- CFD Analysis Results of Gate Valve DN 200 by Use of FLUENT ANSYS SoftwareDocument24 pagesCFD Analysis Results of Gate Valve DN 200 by Use of FLUENT ANSYS SoftwareFerec XalikovNo ratings yet
- Fluid Dynamics: 2.1 Surface-Tension-Controlled FillingDocument4 pagesFluid Dynamics: 2.1 Surface-Tension-Controlled FillingOskr Wero NoriegaNo ratings yet
- Pipe Pressure Drope ASEREHDocument3 pagesPipe Pressure Drope ASEREHSenghou MeasNo ratings yet
- Gas Flow Calculations and Sizing of PipeDocument45 pagesGas Flow Calculations and Sizing of PipeErickNo ratings yet
- Causes of Water HammerDocument6 pagesCauses of Water HammeraqhammamNo ratings yet
- Improved Interpretation of Wireline Pressure DataDocument17 pagesImproved Interpretation of Wireline Pressure DataPaolo MartiniNo ratings yet
- Effect of Liquid Viscosity On Flow Patterns of Gas-Liquid Two-Phase FlowDocument5 pagesEffect of Liquid Viscosity On Flow Patterns of Gas-Liquid Two-Phase Flowyoupof83No ratings yet
- Aplicacion Numerica de ConificacionDocument8 pagesAplicacion Numerica de ConificacionNoe AbrahamNo ratings yet
- Pressure and Density Measuremnt by Bubbler SystemDocument6 pagesPressure and Density Measuremnt by Bubbler SystemVenu gopalNo ratings yet
- Steady-State Relative Permeability Measurements and Interpretation With Account For Capillary EffectsDocument10 pagesSteady-State Relative Permeability Measurements and Interpretation With Account For Capillary EffectsRosa K Chang HNo ratings yet
- Effect of Bubble Deformability in Turbulent Bubbly Upflow in A Vertical ChannelDocument7 pagesEffect of Bubble Deformability in Turbulent Bubbly Upflow in A Vertical ChannelSubhajit BiswasNo ratings yet
- Aade 10 DF Ho 26Document9 pagesAade 10 DF Ho 26Trần Anh ĐứcNo ratings yet
- Reservoir - 03 - 0295Document17 pagesReservoir - 03 - 0295myuntitileNo ratings yet
- Equivalent Length - Rules of Thumb For Chemical EngineersDocument4 pagesEquivalent Length - Rules of Thumb For Chemical EngineersMohammad ahsan mirNo ratings yet
- Fluid MechanicsDocument19 pagesFluid MechanicsengNo ratings yet
- Fluid Flow Packed Columns Fluidized: ThroughDocument6 pagesFluid Flow Packed Columns Fluidized: ThroughSaad NadeemNo ratings yet
- Microfiltration of Oily Wastewater UsingDocument3 pagesMicrofiltration of Oily Wastewater UsingMadhanNo ratings yet
- Pressure Drop Measurements in Distillatio ColumnsDocument5 pagesPressure Drop Measurements in Distillatio Columnsdonya100% (1)
- Viscous Flow in PipesDocument34 pagesViscous Flow in PipesShinee JayasilanNo ratings yet
- Friction Factor ManualDocument4 pagesFriction Factor ManualM K TEHSEENNo ratings yet
- Oil Flopam DRDocument12 pagesOil Flopam DRjoseNo ratings yet
- Plant Design For Slurry HandlingDocument6 pagesPlant Design For Slurry HandlingJose BustosNo ratings yet
- What Is Pressure Drop 1654511848Document6 pagesWhat Is Pressure Drop 1654511848chenao3876100% (1)
- Transition To Turbulence: Kerosene/Water Manometer Dye Reservoir KDocument6 pagesTransition To Turbulence: Kerosene/Water Manometer Dye Reservoir Kdist2235No ratings yet
- Chapter 3 PDFDocument11 pagesChapter 3 PDFMohd Khalid AnsariNo ratings yet
- Physics and Control of Cavitation: Jean-Pierre FRANCDocument36 pagesPhysics and Control of Cavitation: Jean-Pierre FRANCSahr EmmanuelNo ratings yet
- Hose SizingDocument2 pagesHose SizingravisankarNo ratings yet
- Control Valves A Source of Pipe Vibration: by H. L. MillerDocument7 pagesControl Valves A Source of Pipe Vibration: by H. L. Millerra9622No ratings yet
- 9 TH WeekDocument66 pages9 TH WeeknaverfallNo ratings yet
- Select Best Model Two-Phase Relief Sizing: The ForDocument9 pagesSelect Best Model Two-Phase Relief Sizing: The ForjowarNo ratings yet
- SPE 112108 Modeling and Simulation of Instabilities in Gas-Lifted Oil WellsDocument11 pagesSPE 112108 Modeling and Simulation of Instabilities in Gas-Lifted Oil Wellsmohamed fathyNo ratings yet
- Week6 ME130-2Document12 pagesWeek6 ME130-2Deact AccountNo ratings yet
- Two Phase IsentropyDocument7 pagesTwo Phase IsentropyjeyaselvanmNo ratings yet
- Demonstration of The Effect of Flow Regime On Pressure DropDocument69 pagesDemonstration of The Effect of Flow Regime On Pressure Dropsohanlal29No ratings yet
- Simple Model of Foam Drainage - Fortes & Coughlan 1994Document8 pagesSimple Model of Foam Drainage - Fortes & Coughlan 1994alexnlima852No ratings yet
- DiersDocument9 pagesDiers654525No ratings yet
- Chapter 2 - Wettability - Surface and Interfacial TensionDocument169 pagesChapter 2 - Wettability - Surface and Interfacial TensionNubasyer QallinsmanNo ratings yet
- Walter2003 UnlockedDocument13 pagesWalter2003 UnlockedLorena CamposNo ratings yet
- Effect of Vertical Fractures On Reservoir Beha vior-Compressible-Fluid CaseDocument8 pagesEffect of Vertical Fractures On Reservoir Beha vior-Compressible-Fluid CaseSarahi MayaNo ratings yet
- ChE 220 Mod 5 Flow of Incompressible Fluid 2020-2021Document73 pagesChE 220 Mod 5 Flow of Incompressible Fluid 2020-2021Claire G. MagluyanNo ratings yet
- Fluid Flow Through Randomly Packed Columns and Fluidized BedsDocument6 pagesFluid Flow Through Randomly Packed Columns and Fluidized BedsalexramquiNo ratings yet
- Inf # 2Document18 pagesInf # 2Ahmed Shaaban Soliman HamedNo ratings yet
- NOTES+3+Calculations PEOP1009+ALL+Topics+v2Document34 pagesNOTES+3+Calculations PEOP1009+ALL+Topics+v2cn4dd4wy9cNo ratings yet
- Slack FlowDocument8 pagesSlack FlowEngr AhmadNo ratings yet
- Engineering Tripos 1B Paper 4 Fluid MechanicsDocument11 pagesEngineering Tripos 1B Paper 4 Fluid MechanicsAnonymous CMS3dL1TNo ratings yet
- V Imp ExampleDocument24 pagesV Imp ExamplealiNo ratings yet
- Water HammerDocument5 pagesWater HammerPaldex100% (1)
- Cavitation White Paper PDFDocument12 pagesCavitation White Paper PDFPrashanth PeddipelliNo ratings yet
- FM Minor Losses 1Document14 pagesFM Minor Losses 1mahesh100% (1)
- Labyrinth Weir PaperDocument12 pagesLabyrinth Weir PaperErik Damgaard ChristensenNo ratings yet
- Ch4 Lecture 9Document3 pagesCh4 Lecture 9OmerNo ratings yet
- Unit Operations: Axial Dispersion: Jan Poppe, Vittorio Gargiulo, Ravi SharmaDocument8 pagesUnit Operations: Axial Dispersion: Jan Poppe, Vittorio Gargiulo, Ravi SharmaRavi SharmaNo ratings yet
- Lab 5Document9 pagesLab 5Cem UsmangilNo ratings yet
- Steam Systems Design - Pipes and ValvesDocument160 pagesSteam Systems Design - Pipes and Valvesgladiatork00794% (53)
- InTech-Fundamentals of Paper Drying Theory and Application From Industrial PerspectiveDocument49 pagesInTech-Fundamentals of Paper Drying Theory and Application From Industrial PerspectiveSushil MeshramNo ratings yet
- Papcel: Coach Agitators CA Main Parts AuxiliariesDocument65 pagesPapcel: Coach Agitators CA Main Parts AuxiliariesmiguelamenozaNo ratings yet
- And And: Influence Rolls On FlutterDocument8 pagesAnd And: Influence Rolls On FluttermiguelamenozaNo ratings yet
- Advanced Joint and Siphon SystemDocument3 pagesAdvanced Joint and Siphon SystemMiguel Angel Mendoza SuazoNo ratings yet
- Vol8 - Papermaking Part 1, Stock Preparation and Wet EndDocument20 pagesVol8 - Papermaking Part 1, Stock Preparation and Wet EndmiguelamenozaNo ratings yet
- InTech-Fundamentals of Paper Drying Theory and Application From Industrial PerspectiveDocument49 pagesInTech-Fundamentals of Paper Drying Theory and Application From Industrial PerspectiveSushil MeshramNo ratings yet
- Cleaning and Conditioning: Forming and Press SectionsDocument12 pagesCleaning and Conditioning: Forming and Press SectionsmiguelamenozaNo ratings yet
- Vol8 - Papermaking Part 1, Stock Preparation and Wet EndDocument20 pagesVol8 - Papermaking Part 1, Stock Preparation and Wet EndmiguelamenozaNo ratings yet
- TechA Calculo NPSHDocument140 pagesTechA Calculo NPSHAmal Ka100% (1)
- Topic 11 Papermaking Introduction Text PDFDocument20 pagesTopic 11 Papermaking Introduction Text PDFMike CotaOrozcoNo ratings yet
- Topic 11 Papermaking Introduction Text PDFDocument20 pagesTopic 11 Papermaking Introduction Text PDFMike CotaOrozcoNo ratings yet
- EnergyDocument13 pagesEnergyAfif FirmansyahNo ratings yet
- Drying of Paper A Review 2000 2018Document22 pagesDrying of Paper A Review 2000 2018miguelamenozaNo ratings yet
- 35 Drying of Pulp and PaperDocument29 pages35 Drying of Pulp and PapermiguelamenozaNo ratings yet
- Allen Bradley DC Motors DimensionsDocument1 pageAllen Bradley DC Motors DimensionsmiguelamenozaNo ratings yet
- 2-1-Press Felt Conditioning and Cleaning-6格Document18 pages2-1-Press Felt Conditioning and Cleaning-6格Huy Nguyen100% (1)
- 1 Refining Training - Manual PDFDocument63 pages1 Refining Training - Manual PDFmiguelamenoza100% (2)
- Chemically Enhanced Water Removal in PapermakingDocument174 pagesChemically Enhanced Water Removal in PapermakingmiguelamenozaNo ratings yet
- Formula PT Papermaking PDFDocument22 pagesFormula PT Papermaking PDFsuresh67% (9)
- Torque Calculation: Right Hand RuleDocument2 pagesTorque Calculation: Right Hand RulemiguelamenozaNo ratings yet
- NEMA Motor Dim ChartDocument2 pagesNEMA Motor Dim Chartmilind1983100% (2)
- Nema StandardDocument2 pagesNema StandardGurjit SinghNo ratings yet
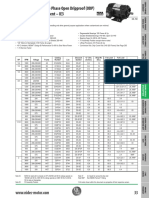
- General Purpose Three Phase Open DripproofDocument6 pagesGeneral Purpose Three Phase Open DripproofmiguelamenozaNo ratings yet
- 2012 Xlpe Users Guide - UsaDocument28 pages2012 Xlpe Users Guide - UsaPablo ArancibiaNo ratings yet
- Iso 10271Document26 pagesIso 10271Ana RodriguezNo ratings yet
- WTI UK Screw Thread Inserts and Kits CatalogueDocument16 pagesWTI UK Screw Thread Inserts and Kits CatalogueThor InternationalNo ratings yet
- Belzona 5851 PDFDocument2 pagesBelzona 5851 PDFBobby SatheesanNo ratings yet
- Basic Question ASNT L 3 PDFDocument23 pagesBasic Question ASNT L 3 PDFJosé Juan Jiménez Alejandro50% (2)
- Metals and AlloysDocument45 pagesMetals and AlloysAdhyt Tya PratamaNo ratings yet
- Sae Ams 1320aDocument5 pagesSae Ams 1320achris nelsonNo ratings yet
- Pheonwj I PRC 0005 0Document54 pagesPheonwj I PRC 0005 0Iksan Adityo Mulyo100% (1)
- Cooling Water Treatment Chlorination WorkoutDocument3 pagesCooling Water Treatment Chlorination WorkoutMohsin ModiNo ratings yet
- Transformer Oil TestingDocument29 pagesTransformer Oil TestingMrunal Salve67% (3)
- TP 12 Pap PDFDocument7 pagesTP 12 Pap PDFjayant pathakNo ratings yet
- Material Testing RequirementsDocument23 pagesMaterial Testing RequirementsbinhNo ratings yet
- Is 10221Document31 pagesIs 10221Vinoth P50% (2)
- Boiler Tube Failures Due To OverheatingDocument11 pagesBoiler Tube Failures Due To Overheatingmauriciomejia7No ratings yet
- VVS-2 - 23&PDocument154 pagesVVS-2 - 23&PBurek Turek100% (1)
- Corrosion Management - OffshoreDocument76 pagesCorrosion Management - OffshoreZarra Fakt100% (2)
- Corrosion Management For Seawater Injection SystemsDocument5 pagesCorrosion Management For Seawater Injection SystemszaxaderNo ratings yet
- Meo Class 4Document55 pagesMeo Class 4adam shaneNo ratings yet
- Ways & Rails For Slipways For Dry Docking Ships: Keith MackieDocument20 pagesWays & Rails For Slipways For Dry Docking Ships: Keith Mackieattiori fabriceNo ratings yet
- Stainless Steel Grade Composition ChartDocument8 pagesStainless Steel Grade Composition ChartZaveri SagarNo ratings yet
- Hydroblasting StandardsDocument17 pagesHydroblasting StandardstaiNo ratings yet
- 39 2019-172 PDFDocument13 pages39 2019-172 PDFGeorgia.annaNo ratings yet
- (Basf) Irgacor® NpaDocument8 pages(Basf) Irgacor® NpaRodrigoNo ratings yet
- G 187 - 12aDocument6 pagesG 187 - 12ajose floresNo ratings yet
- Aqualloy Marine Propeller Shafting PDFDocument16 pagesAqualloy Marine Propeller Shafting PDFnavalzero910No ratings yet
- Magnesium Alloys: Raw Material ProductionDocument25 pagesMagnesium Alloys: Raw Material Productionmohamad hafizNo ratings yet
- PREBOND-110 (Rust Converter-Cum Epoxy Primer)Document6 pagesPREBOND-110 (Rust Converter-Cum Epoxy Primer)raahul_nNo ratings yet
- Aerospace Material Specification: Plating, Nickel General PurposeDocument8 pagesAerospace Material Specification: Plating, Nickel General PurposeSURYAS63No ratings yet
- 2013 Mason Ancon MDC BracketsDocument36 pages2013 Mason Ancon MDC BracketsalwezalokNo ratings yet
- ISO 2093 - Tin PlatingDocument10 pagesISO 2093 - Tin PlatingPA KARTHEESNo ratings yet
- GTAW Liquid Pool Convections and The Weld Shape Variations UnderDocument73 pagesGTAW Liquid Pool Convections and The Weld Shape Variations UnderMariliaFrancoNo ratings yet