You might also like
- FA - Yoghurt.1 ENDocument3 pagesFA - Yoghurt.1 ENUmesh PoudelNo ratings yet
- Concentrated Dairy Products Sweetened Condensed Milk PDFDocument6 pagesConcentrated Dairy Products Sweetened Condensed Milk PDFSara Ávila Blanquicet100% (1)
- Flowchart of Condensed Milk Production: 2 Options: W/ Sucrose Addition W/o Sucrose AdditionDocument5 pagesFlowchart of Condensed Milk Production: 2 Options: W/ Sucrose Addition W/o Sucrose AdditionNguyễn ThuNo ratings yet
- Condensed Milk Production: Paul MatimbaDocument32 pagesCondensed Milk Production: Paul Matimbamatthew matawoNo ratings yet
- Sweetened Condensed Milk: Product DescriptionDocument5 pagesSweetened Condensed Milk: Product DescriptionadfNo ratings yet
- Dairy Process Plant Along With Block Diagram 1Document4 pagesDairy Process Plant Along With Block Diagram 1Crypto FusionNo ratings yet
- SopDocument54 pagesSopyem82% (11)
- Lab Report Full MargerinDocument11 pagesLab Report Full Margerinainnor100% (1)
- Processing of Egg Products - OverviewDocument128 pagesProcessing of Egg Products - OverviewVishal DuggalNo ratings yet
- University of Engineering and Technology Lahore (KSK Campus)Document9 pagesUniversity of Engineering and Technology Lahore (KSK Campus)Syed Ahmad Ali ShahNo ratings yet
- Steps of PasteurizationDocument2 pagesSteps of PasteurizationMichel AdamNo ratings yet
- Processing of Special MilkDocument8 pagesProcessing of Special MilkFahima VANo ratings yet
- Pasteur IzerDocument12 pagesPasteur Izerkhaoula100% (1)
- Process Flow DiagramsDocument47 pagesProcess Flow DiagramsNasi GorengNo ratings yet
- 1 Production Section 11Document44 pages1 Production Section 11Kunal RanaNo ratings yet
- Verka Complete Traning FilrDocument46 pagesVerka Complete Traning FilrSaab Rana100% (1)
- Food Process ChartDocument5 pagesFood Process ChartKyriakos MichalakiNo ratings yet
- Milk Processing Carried Out in Dairy Industry & Implementation of Industrial Automation in Milk ProcessingDocument20 pagesMilk Processing Carried Out in Dairy Industry & Implementation of Industrial Automation in Milk ProcessingRavi KashyapNo ratings yet
- Frozen YogurtDocument5 pagesFrozen YogurtKon Zhen JieNo ratings yet
- Institute of Management Research and TechnologyDocument16 pagesInstitute of Management Research and TechnologyAnkita SharmaNo ratings yet
- Anhydrous Milk Fat (Amf) and ButteroilDocument9 pagesAnhydrous Milk Fat (Amf) and ButteroilOzan SümenNo ratings yet
- 1-DAIRY PRODUCTS (Lecture 6)Document31 pages1-DAIRY PRODUCTS (Lecture 6)inshirahizhamNo ratings yet
- Labneh ProceduresDocument3 pagesLabneh ProceduresOsman Aita100% (2)
- Production ProcessesDocument28 pagesProduction ProcessesLopez D NikkoNo ratings yet
- Heat Treatments and PasteurizationDocument3 pagesHeat Treatments and PasteurizationCiprian MocanNo ratings yet
- Condensed MilkDocument7 pagesCondensed MilkSudhinee HarindhanavudhiNo ratings yet
- Dairy ProcessingDocument16 pagesDairy Processingemy rediNo ratings yet
- Tetra Pak Dairy Processing HandbookDocument9 pagesTetra Pak Dairy Processing Handbookgutierrez_rgc60% (5)
- Industrial Training: at Aavin Pachapalayam CoimbatoreDocument16 pagesIndustrial Training: at Aavin Pachapalayam CoimbatoreSakthi VelNo ratings yet
- Aeration Whipped CreamDocument3 pagesAeration Whipped CreamWan AmzarNo ratings yet
- Concentrated Dairy Products: Evaporated MilkDocument7 pagesConcentrated Dairy Products: Evaporated MilkcsandrasNo ratings yet
- Jumana Fourth Sem-2Document27 pagesJumana Fourth Sem-2carloseksaji1111No ratings yet
- Usmp15 22Document8 pagesUsmp15 22Hitesh JassalNo ratings yet
- Controlling Quality in UHT and ESL Milk For Export Hilton Deeth 20151111Document45 pagesControlling Quality in UHT and ESL Milk For Export Hilton Deeth 20151111SammyLinNo ratings yet
- Milk and Milk Products: Nutritional SignificanceDocument15 pagesMilk and Milk Products: Nutritional SignificanceerkiruthirajNo ratings yet
- In-Plant Training at Good Day DairyDocument19 pagesIn-Plant Training at Good Day DairyAmruta RanawareNo ratings yet
- Dairy Technology BTechIV-Unit 9-1-Market MilkDocument42 pagesDairy Technology BTechIV-Unit 9-1-Market MilkSunil SharmaNo ratings yet
- 366 FinalDocument25 pages366 Finalmastertheblaster215No ratings yet
- Thermal Treatment: Tecnología Agroalimentaria I Moisés ViacavaDocument74 pagesThermal Treatment: Tecnología Agroalimentaria I Moisés ViacavaLuis EnriqueNo ratings yet
- Final ReportDocument31 pagesFinal ReportShriramNo ratings yet
- Almonds PastuerizationDocument14 pagesAlmonds PastuerizationZenon GouthamNo ratings yet
- Iso-Thermal Infusion Mash: Mashing Systems (Techniques)Document4 pagesIso-Thermal Infusion Mash: Mashing Systems (Techniques)Eduardo Herrera GnecchiNo ratings yet
- Pasteurization of MilkDocument16 pagesPasteurization of MilkFaizan TariqNo ratings yet
- FDSC10010 - Milk Processing 1 - SlidesDocument12 pagesFDSC10010 - Milk Processing 1 - SlidesMohamedNo ratings yet
- 1.1 Heat TransferDocument21 pages1.1 Heat TransferAnonymous XqFFOupDZNo ratings yet
- Refresher Training On RM Test MethodsDocument25 pagesRefresher Training On RM Test MethodsJohn WickNo ratings yet
- Presentation On: Course Title: Dairy Technology Course Code: FTNS 3201Document53 pagesPresentation On: Course Title: Dairy Technology Course Code: FTNS 3201SM Jakaria AfrinNo ratings yet
- Curd PreparationDocument11 pagesCurd PreparationVaani SriNo ratings yet
- PM, Tech. Pré-TraitemntsDocument9 pagesPM, Tech. Pré-TraitemntsAya SoussiNo ratings yet
- A.1 Process Flow Diagram of Standardized Milk: StepsDocument8 pagesA.1 Process Flow Diagram of Standardized Milk: StepsUmesh PoudelNo ratings yet
- 12 Principles of Yogurt Processing: Ramesh C. Chandan and Kevin R. O'RellDocument15 pages12 Principles of Yogurt Processing: Ramesh C. Chandan and Kevin R. O'RellAGAARNo ratings yet
- Heat ExchangersDocument18 pagesHeat ExchangersRofi AnwarNo ratings yet
- Dairy Technology: Innovative Solutions For Your SuccessDocument20 pagesDairy Technology: Innovative Solutions For Your SuccessRavi ShuklaNo ratings yet
- Able of Contents: The Ghee Manufacturing Process Is Always Intricate Regardless TheDocument4 pagesAble of Contents: The Ghee Manufacturing Process Is Always Intricate Regardless TheKSHETRIMAYUM MONIKA DEVINo ratings yet
- Milk Processing GuideDocument20 pagesMilk Processing GuideOscar GómezNo ratings yet
- Kamdhenu University College of Dairy Science Amreli-365601: In-Plant Training AT Sabar Dairy HimmatnagarDocument28 pagesKamdhenu University College of Dairy Science Amreli-365601: In-Plant Training AT Sabar Dairy HimmatnagarYashrajsinhNo ratings yet
- ESL Milk Production - 2014 - 4 - Expertenwissen - ESLDocument6 pagesESL Milk Production - 2014 - 4 - Expertenwissen - ESLsyalcinkayaNo ratings yet
- IntroductionDocument4 pagesIntroductionSadhana GhimireNo ratings yet
- What Is The Process For Milk - PasteurizationDocument7 pagesWhat Is The Process For Milk - PasteurizationMichelle OrnerNo ratings yet
- BakeWise: The Hows and Whys of Successful Baking with Over 200 Magnificent RecipesFrom EverandBakeWise: The Hows and Whys of Successful Baking with Over 200 Magnificent RecipesRating: 4.5 out of 5 stars4.5/5 (13)
- Food Mby 3526 (Ass2)Document3 pagesFood Mby 3526 (Ass2)OSCARNo ratings yet
- Biochemistry (BCM 2622: Metabolism: DR S.C Tshidino New Life Sciences Building 2nd Floor, Office SF012Document22 pagesBiochemistry (BCM 2622: Metabolism: DR S.C Tshidino New Life Sciences Building 2nd Floor, Office SF012OSCARNo ratings yet
- NRF Scholarships 2022 - General Application GuideDocument13 pagesNRF Scholarships 2022 - General Application GuideOSCARNo ratings yet
- Enormous Profits Small RiskDocument2 pagesEnormous Profits Small RiskOSCARNo ratings yet
- Controlling The Microbiological Quality of FoodsDocument26 pagesControlling The Microbiological Quality of FoodsOSCARNo ratings yet
- Top 10 Hottest Female Anchors 2018: 1. Julie BanderasDocument3 pagesTop 10 Hottest Female Anchors 2018: 1. Julie BanderasUzair SoomroNo ratings yet
- Room Rental AgreementDocument3 pagesRoom Rental AgreementgrandoverallNo ratings yet
- (9-7) Sps. Bernardo vs. Union BankDocument3 pages(9-7) Sps. Bernardo vs. Union BankJan Carlo SanchezNo ratings yet
- Globolisation and CultureDocument4 pagesGlobolisation and CultureDavide MwaleNo ratings yet
- GEA31885 TM2500 BrochureDocument8 pagesGEA31885 TM2500 Brochureryan23No ratings yet
- Supercomputer 1Document4 pagesSupercomputer 1srajan52No ratings yet
- ASIA Telecom Dec 07Document15 pagesASIA Telecom Dec 07Peter LowNo ratings yet
- Catalogue 6Document64 pagesCatalogue 6Adrian DsouzaNo ratings yet
- PTW-06 Electrical Work PermitDocument3 pagesPTW-06 Electrical Work PermitjayNo ratings yet
- Carti Vertical Flight PDFDocument214 pagesCarti Vertical Flight PDFsaitoc0% (1)
- Brass PDFDocument3 pagesBrass PDFpitrer123No ratings yet
- Organizational Behavior 3 0 1st Edition Bauer Test BankDocument30 pagesOrganizational Behavior 3 0 1st Edition Bauer Test BankBryanHensleyyaixg100% (9)
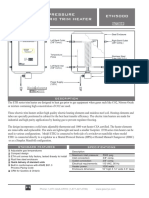
- Trim Heater PDFDocument2 pagesTrim Heater PDFsaadashfaq100% (1)
- MTS-8000 Eng Modules User ManualDocument344 pagesMTS-8000 Eng Modules User ManualJuan Manuel100% (1)
- Communication: The Lifeblood of An OrganizationDocument4 pagesCommunication: The Lifeblood of An OrganizationHarsh Vardhan DagaNo ratings yet
- Companion: Material Safety Data Sheet ® Liquid Biological FungicideDocument2 pagesCompanion: Material Safety Data Sheet ® Liquid Biological FungicideNatalie TorresNo ratings yet
- Mahak MaheshwariDocument4 pagesMahak MaheshwariSneha More PandeyNo ratings yet
- Pro Net On Amazon Web Services Guidance and Best Practices For Building and Deployment 1St Edition William Penberthy 2 Full Download ChapterDocument52 pagesPro Net On Amazon Web Services Guidance and Best Practices For Building and Deployment 1St Edition William Penberthy 2 Full Download Chapterraymond.fryar721100% (19)
- Marketing Research ProposalDocument42 pagesMarketing Research ProposalFahmida HaqueNo ratings yet
- Magi 2.0 - Part 1: Household CompositionDocument46 pagesMagi 2.0 - Part 1: Household CompositionHJ ParkNo ratings yet
- Office of The Registrar: Class List - First Semester Sy 2021-2022Document1 pageOffice of The Registrar: Class List - First Semester Sy 2021-2022Greggy LawNo ratings yet
- 2017-AME ProblemsDocument42 pages2017-AME ProblemsJordan YapNo ratings yet
- Packet Filtering FirewallDocument9 pagesPacket Filtering FirewallEnoch L SNo ratings yet
- Math3 - q2 - Mod3 - Multiplying 2-3 Numbers by 1-2 Numbers With and Without Regrouping - v1Document17 pagesMath3 - q2 - Mod3 - Multiplying 2-3 Numbers by 1-2 Numbers With and Without Regrouping - v1Serena AlmondNo ratings yet
- Rhino Craft BrochureDocument12 pagesRhino Craft Brochurebond007phNo ratings yet
- En 13369 PDFDocument76 pagesEn 13369 PDFTemur Lomidze100% (2)
- Fairtrade, Employment and Poverty Reduction in Ethiopia and Uganda - Final Report To DFID, April 2014Document143 pagesFairtrade, Employment and Poverty Reduction in Ethiopia and Uganda - Final Report To DFID, April 2014poorfarmerNo ratings yet
- Bombas KSBDocument50 pagesBombas KSBAngs TazNo ratings yet
- France (Comparative Local System)Document9 pagesFrance (Comparative Local System)Ahmed TarekNo ratings yet
- Csec Poa June 2015 p2Document33 pagesCsec Poa June 2015 p2goseinvarunNo ratings yet