You might also like
- Wind and Wave LoadsDocument10 pagesWind and Wave LoadsMuhammad ArqamNo ratings yet
- Wf020 Nouns Verbs AdjectivesDocument2 pagesWf020 Nouns Verbs AdjectivesNicoNo ratings yet
- British Columbia On Defects in BilletsDocument119 pagesBritish Columbia On Defects in BilletsStutee NandaNo ratings yet
- Parametric Study Along With Selection of Optimal Solutions in Wire Cut Machining of Titanium (Gr2)Document4 pagesParametric Study Along With Selection of Optimal Solutions in Wire Cut Machining of Titanium (Gr2)SundaraPandiyanNo ratings yet
- Multi-Response Optimization of CNC Wedm Process Taguchi Grey Relational AnalysisDocument7 pagesMulti-Response Optimization of CNC Wedm Process Taguchi Grey Relational AnalysisAmanpreet SinghNo ratings yet
- Parametric Optimization of Machining Parameters of AISI D3 Tool Steel Using Wire Cut Electric Discharge Machining - A Taguchi Based ApproachDocument7 pagesParametric Optimization of Machining Parameters of AISI D3 Tool Steel Using Wire Cut Electric Discharge Machining - A Taguchi Based ApproachjanakNo ratings yet
- CPIE-2016 Paper 21 PDFDocument9 pagesCPIE-2016 Paper 21 PDFAtul ChauhanNo ratings yet
- Ijmet: ©iaemeDocument9 pagesIjmet: ©iaemeIAEME PublicationNo ratings yet
- Analysis of Influence of micro-EDM Parameters On MRR, TWR and Ra in Machining Ni-Ti Shape Memory AlloyDocument6 pagesAnalysis of Influence of micro-EDM Parameters On MRR, TWR and Ra in Machining Ni-Ti Shape Memory AlloyJanak ValakiNo ratings yet
- Effect of Machining Parameters On Surface Roughness of H13 Steel in Edm Process Using Powder Mixed FluidDocument3 pagesEffect of Machining Parameters On Surface Roughness of H13 Steel in Edm Process Using Powder Mixed FluidNguyễn Hữu PhấnNo ratings yet
- Application of GRA For Optimal Machining Parameter Selection in EDMDocument8 pagesApplication of GRA For Optimal Machining Parameter Selection in EDMBrijKishoreSinghNo ratings yet
- Multi-Objective Optimization of The Dry Electric Discharge Machining ProcessDocument29 pagesMulti-Objective Optimization of The Dry Electric Discharge Machining Processirinuca12No ratings yet
- Experimental Investigation and Multi-Objective Optimization of Wire Electrical Discharge Machining (WEDM) of 5083 Aluminum AlloyDocument7 pagesExperimental Investigation and Multi-Objective Optimization of Wire Electrical Discharge Machining (WEDM) of 5083 Aluminum AlloyÐɤ Suman ChatterjeeNo ratings yet
- Optimization of Edm Parameters Using Taguchi Method and Grey Relational Analysis For Mild Steel Is 2026Document10 pagesOptimization of Edm Parameters Using Taguchi Method and Grey Relational Analysis For Mild Steel Is 2026irinuca12No ratings yet
- Parametric Study of Dry WEDM Using Taguchi Method: S.Boopathi, K.Sivakumar, R.KalidasDocument6 pagesParametric Study of Dry WEDM Using Taguchi Method: S.Boopathi, K.Sivakumar, R.KalidasIJERDNo ratings yet
- Ijmet: ©iaemeDocument8 pagesIjmet: ©iaemeIAEME PublicationNo ratings yet
- Materials Today: Proceedings: M. Subrahmanyam, T. NancharaiahDocument5 pagesMaterials Today: Proceedings: M. Subrahmanyam, T. NancharaiahakashNo ratings yet
- Materials Today: Proceedings: M. Subrahmanyam, T. NancharaiahDocument5 pagesMaterials Today: Proceedings: M. Subrahmanyam, T. NancharaiahakashNo ratings yet
- Comparative Study of Switched and SynchrDocument4 pagesComparative Study of Switched and SynchrEduardo BittencourtNo ratings yet
- Ijmet: ©iaemeDocument9 pagesIjmet: ©iaemeIAEME PublicationNo ratings yet
- Ijstev2i12011 PDFDocument3 pagesIjstev2i12011 PDFIJSTENo ratings yet
- Determination of Optimum Cutting Parameters For Multiperformance Characteristics in CNC End Milling of Al-Si7Mg Aluminum AlloyDocument7 pagesDetermination of Optimum Cutting Parameters For Multiperformance Characteristics in CNC End Milling of Al-Si7Mg Aluminum AlloyerpublicationNo ratings yet
- Applied Mathematical Modelling: Sameh S. HabibDocument11 pagesApplied Mathematical Modelling: Sameh S. HabibRamesh PandaNo ratings yet
- Application of Metal Powder To Improve Metal Removal Rate inDocument7 pagesApplication of Metal Powder To Improve Metal Removal Rate inan30No ratings yet
- Jsir 69 (8) 606-612Document7 pagesJsir 69 (8) 606-612Vijay KumarNo ratings yet
- Comparison of Intelligent Optimization Algorithms For Wire Electrical Discharge Machining ParametersDocument7 pagesComparison of Intelligent Optimization Algorithms For Wire Electrical Discharge Machining Parametersmanhtuankt90No ratings yet
- Optimization of The WEDM Parameters On MDocument10 pagesOptimization of The WEDM Parameters On MlarryNo ratings yet
- Comparative Performance of Wet and Near-Dry Edm Process For Machining of Oil Hardned Non Sinking Steel MaterialDocument10 pagesComparative Performance of Wet and Near-Dry Edm Process For Machining of Oil Hardned Non Sinking Steel MaterialIAEME PublicationNo ratings yet
- Simultaneous Optimisation of Multiple Performance Characteristics in micro-EDM Drilling of Titanium AlloyDocument9 pagesSimultaneous Optimisation of Multiple Performance Characteristics in micro-EDM Drilling of Titanium AlloyAnnada Prasad MoharanaNo ratings yet
- Optimization of Wire Edm Process Parameters For Machining of Amcs (413/B C) Using Taguchi TechniqueDocument8 pagesOptimization of Wire Edm Process Parameters For Machining of Amcs (413/B C) Using Taguchi TechniqueTJPRC PublicationsNo ratings yet
- Optimisation of Wire-Cut EDM Process Parameter by Grey-Based Response Surface MethodologyDocument9 pagesOptimisation of Wire-Cut EDM Process Parameter by Grey-Based Response Surface MethodologyTopi JeramiNo ratings yet
- Am 07Document6 pagesAm 07Mohan Kumar Pradhan Associate ProfessorNo ratings yet
- Optimization of EDM Process For Multiple Performance Characteristics Using Taguchi Method and Grey Relational AnalysisDocument8 pagesOptimization of EDM Process For Multiple Performance Characteristics Using Taguchi Method and Grey Relational AnalysisRicki PutraNo ratings yet
- Meena2017 Article Micro-EDMMultipleParameterOptiDocument8 pagesMeena2017 Article Micro-EDMMultipleParameterOptidertNo ratings yet
- Edm ParametiDocument10 pagesEdm ParametiAjdinNo ratings yet
- Multi-Responses Optimization of Edm Sinkingprocess of Aisi D2 Tool Steel Using Taguchi Grey-Fuzzy MethodDocument7 pagesMulti-Responses Optimization of Edm Sinkingprocess of Aisi D2 Tool Steel Using Taguchi Grey-Fuzzy MethodArief RachmanNo ratings yet
- An Overview of Major Research Areas in Wire Cut EDDocument16 pagesAn Overview of Major Research Areas in Wire Cut EDĐặng Tiến LâmNo ratings yet
- Optimization of Surface Finish in EDM: ObjectiveDocument3 pagesOptimization of Surface Finish in EDM: ObjectiveHuzaifaNo ratings yet
- 1114meij04 PDFDocument9 pages1114meij04 PDFAli RazaNo ratings yet
- Multi Criteria Decision Making of Vibration Assisted EDM Process Parameters On Machining Silicon Steel Using Taguchi-DEAR MethodologyDocument7 pagesMulti Criteria Decision Making of Vibration Assisted EDM Process Parameters On Machining Silicon Steel Using Taguchi-DEAR Methodologybharath ramNo ratings yet
- Parametric Optimization of CNC Drilling Machine For Mild Steel Using Taguchi Design and Single To Noise Ratio Analysis - Y Tyagi (2012)Document9 pagesParametric Optimization of CNC Drilling Machine For Mild Steel Using Taguchi Design and Single To Noise Ratio Analysis - Y Tyagi (2012)TAUFIQ ARIEF NUGRAHANo ratings yet
- Optimization of Electrical Discharge Machining Process Parameters Using Taguchi MethodDocument10 pagesOptimization of Electrical Discharge Machining Process Parameters Using Taguchi MethodRajapandian TNo ratings yet
- Application of ELECTRE - III Methods For EDM PerforDocument10 pagesApplication of ELECTRE - III Methods For EDM PerforzanibNo ratings yet
- A Study On Die Sinking EDM of Nimonic C-263 Super Alloy An Intelligent Approach To Predict The Process Parameters Using ANNDocument5 pagesA Study On Die Sinking EDM of Nimonic C-263 Super Alloy An Intelligent Approach To Predict The Process Parameters Using ANNmustafa sertNo ratings yet
- Ravic Hand Ran 2006Document4 pagesRavic Hand Ran 2006bnbaNo ratings yet
- A Paper On Al Base Alloys (UddheleomVancron) AeroDocument11 pagesA Paper On Al Base Alloys (UddheleomVancron) AeroAVINASHNo ratings yet
- Ijmet 06 09 001Document9 pagesIjmet 06 09 001IAEME PublicationNo ratings yet
- Parametric Study and Optimization of Wedm Parameters For Titanium Diboride TibDocument5 pagesParametric Study and Optimization of Wedm Parameters For Titanium Diboride TiblarryNo ratings yet
- Comparison of Different Tool Path in Pocket MillingDocument6 pagesComparison of Different Tool Path in Pocket MillingPrayogi WicaksanaNo ratings yet
- Application of Modelling and Optimization Methods in Abrasive Water Jet MachiningDocument4 pagesApplication of Modelling and Optimization Methods in Abrasive Water Jet MachiningviverefeliceNo ratings yet
- Selection of Optimal Slice Count For Multi-Slice Analysis of Skewed Induction MotorsDocument5 pagesSelection of Optimal Slice Count For Multi-Slice Analysis of Skewed Induction MotorsSharan ShastriNo ratings yet
- Multi-Criteria Decision of W-Powder Mixed Electro Discharge Drilling Parameters Using TOPSIS ApproachDocument5 pagesMulti-Criteria Decision of W-Powder Mixed Electro Discharge Drilling Parameters Using TOPSIS ApproachchupchapNo ratings yet
- Parameter Optimization of Electro Discharge Machine of AISI 304 Steel by Using Taguchi MethodDocument5 pagesParameter Optimization of Electro Discharge Machine of AISI 304 Steel by Using Taguchi MethodInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Optimisation of EDM Process With Fuzzy Logic Technique: C. K. Biswas and Shailesh DewanganDocument4 pagesOptimisation of EDM Process With Fuzzy Logic Technique: C. K. Biswas and Shailesh DewanganNguyễn Hữu PhấnNo ratings yet
- 40IJMPERDAPR201940Document10 pages40IJMPERDAPR201940TJPRC PublicationsNo ratings yet
- RSM MonelDocument6 pagesRSM Monelraja ENo ratings yet
- Parametric Optimization During Wire Electrical Discharge Machining Using Response Surface MethodologyDocument7 pagesParametric Optimization During Wire Electrical Discharge Machining Using Response Surface MethodologySrinivas DsNo ratings yet
- Implementation of Surface Roughness Measurements Using Wavelets With Back Propagation AlgorithmDocument6 pagesImplementation of Surface Roughness Measurements Using Wavelets With Back Propagation Algorithmpurushothaman sinivasanNo ratings yet
- IPMSM Inductances Calculation Using FEADocument5 pagesIPMSM Inductances Calculation Using FEABooNo ratings yet
- Optimization of Surface Roughness Parameters of Al-6351 Alloy in EDC Process: A Taguchi Coupled Fuzzy Logic ApproachDocument14 pagesOptimization of Surface Roughness Parameters of Al-6351 Alloy in EDC Process: A Taguchi Coupled Fuzzy Logic ApproachSujoy ChakrabortyNo ratings yet
- Optimization of Machining Parameters in PDFDocument6 pagesOptimization of Machining Parameters in PDF임학진No ratings yet
- Jurnal LBM 2Document5 pagesJurnal LBM 2Sofyan UbaedillahNo ratings yet
- High-Performance D/A-Converters: Application to Digital TransceiversFrom EverandHigh-Performance D/A-Converters: Application to Digital TransceiversNo ratings yet
- Mesoscale Modelling of Concrete - A Review of Geometry Generation, Placing Algorithms, Constitutive Relations and ApplicationsDocument64 pagesMesoscale Modelling of Concrete - A Review of Geometry Generation, Placing Algorithms, Constitutive Relations and ApplicationsSocheata channNo ratings yet
- 2019 11A MAM Test 2 SolutionsDocument11 pages2019 11A MAM Test 2 SolutionsRaghav GanaNo ratings yet
- DE ApplicationsDocument18 pagesDE ApplicationsMar Lou GalinatoNo ratings yet
- Master 2 MPA ProgramDocument10 pagesMaster 2 MPA ProgramAbsaay Ma3No ratings yet
- Sheldon Ross Stochastic ProcessesDocument6 pagesSheldon Ross Stochastic ProcessesAditiNo ratings yet
- Method For Preliminary Sizing of Large Propeller Driven AircraftsDocument52 pagesMethod For Preliminary Sizing of Large Propeller Driven AircraftsHARISH PNo ratings yet
- Phys 301Document4 pagesPhys 301عباس حمودNo ratings yet
- Simplified Analysis of Continuous BeamsDocument7 pagesSimplified Analysis of Continuous BeamsAmirNo ratings yet
- Stokes Flow Past Porous Bodies of Arbitrary ShapeDocument17 pagesStokes Flow Past Porous Bodies of Arbitrary ShapeArindam BasakNo ratings yet
- M Ch-06 Matrices-1Document7 pagesM Ch-06 Matrices-1SRIKAR BURGUNo ratings yet
- Unit-2 Vector CalculusDocument86 pagesUnit-2 Vector CalculusRitesh MukhNo ratings yet
- Maths Sem 2 PDF 2 PDFDocument6 pagesMaths Sem 2 PDF 2 PDF19juee jamsandekarNo ratings yet
- Grade Thresholds - November 2019: Cambridge International AS & A Level Physics (9702)Document2 pagesGrade Thresholds - November 2019: Cambridge International AS & A Level Physics (9702)Excel100% (1)
- Lec 4 LevellingDocument27 pagesLec 4 LevellingelakiaNo ratings yet
- 007 Fluid System and Thermal SystemsDocument40 pages007 Fluid System and Thermal SystemsMario HanyNo ratings yet
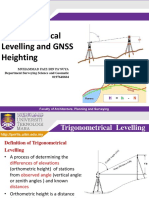
- Chapter 2 Trigonometric HeightingDocument22 pagesChapter 2 Trigonometric HeightingMuhdFikriNo ratings yet
- Newton ApplicationsDocument22 pagesNewton ApplicationsAyham SmadiNo ratings yet
- Number Theory 0 - PrelimDocument29 pagesNumber Theory 0 - PrelimFaris ZakwanNo ratings yet
- Bloodstain Pattern Analysis: Fourth EditionDocument53 pagesBloodstain Pattern Analysis: Fourth Editionccondeiu1No ratings yet
- The Primordial Lithium ProblemDocument29 pagesThe Primordial Lithium ProblemVINICIUS RODRIGUES GOMES DE FREITASNo ratings yet
- Fluid Mechanics Chapter2Document26 pagesFluid Mechanics Chapter2Ricky MakNo ratings yet
- Section B Activities 4Document4 pagesSection B Activities 4suresh babuNo ratings yet
- 實驗報告1Document6 pages實驗報告1SuzanneNo ratings yet
- Welcome To Category ZeroDocument38 pagesWelcome To Category ZeroParesh Chandra DebnathNo ratings yet
- Fundamentals of Metal Forming: Manufacturing Processes, MET 1311Document36 pagesFundamentals of Metal Forming: Manufacturing Processes, MET 1311Ad Man GeTigNo ratings yet
- Fugro: Cone Penetration TestsDocument4 pagesFugro: Cone Penetration TestsVetriselvan ArumugamNo ratings yet
- CoFeMnO4 Debye Fitting B3abDocument12 pagesCoFeMnO4 Debye Fitting B3abDNST CUJNo ratings yet