You might also like
- High-Strength Quenched and Tempered Fine-Grained Steels: Technical Terms of Delivery For Heavy PlatesDocument13 pagesHigh-Strength Quenched and Tempered Fine-Grained Steels: Technical Terms of Delivery For Heavy PlatesEdwin RodriguezNo ratings yet
- Cast Steel Valve: Service FeaturesDocument1 pageCast Steel Valve: Service FeaturesSasanNo ratings yet
- Tabel Konversi Nilai KekerasanDocument14 pagesTabel Konversi Nilai KekerasanSeptiana NugrahaNo ratings yet
- Tabel Konversi Nilai Kekerasan HardnessDocument14 pagesTabel Konversi Nilai Kekerasan HardnessRestuNo ratings yet
- Steel and Cast Iron Standards EN 10137Document1 pageSteel and Cast Iron Standards EN 10137NicolaeNo ratings yet
- Hardness TesterDocument16 pagesHardness TesteritiseasyNo ratings yet
- Luxel: Crucible Selection GuideDocument20 pagesLuxel: Crucible Selection GuidemnjklnlNo ratings yet
- Lampiran Millsheet S690Document2 pagesLampiran Millsheet S690anaba jioNo ratings yet
- Alform 620-1100 Grobblech TLB EN 1401Document16 pagesAlform 620-1100 Grobblech TLB EN 1401Bui Chi TamNo ratings yet
- ASTM Hardness Conversion ChartDocument3 pagesASTM Hardness Conversion ChartJose Daniel De la CruzNo ratings yet
- Socket Weld ReducerDocument1 pageSocket Weld ReducerSteven D BondNo ratings yet
- Resistance Spot WeldingDocument26 pagesResistance Spot Weldingஜெகன் தேவர்No ratings yet
- High-Strength and Ultra-High-Strength Thermomechanically Rolled Fine-Grained SteelsDocument16 pagesHigh-Strength and Ultra-High-Strength Thermomechanically Rolled Fine-Grained SteelsInaamNo ratings yet
- Hardness Conversion Chart: ConversionsDocument1 pageHardness Conversion Chart: ConversionsQuốc Trí LêNo ratings yet
- MKTG News - 6 - SQ Range - 1407Document1 pageMKTG News - 6 - SQ Range - 1407namNo ratings yet
- Roof Panels Series 2500Document2 pagesRoof Panels Series 2500miguelq_scribdNo ratings yet
- CONECTOR BURNDY - KSU26 - SpecsheetDocument2 pagesCONECTOR BURNDY - KSU26 - SpecsheetSIMON S. FLORES G.No ratings yet
- Ficha Tecnica Astm 514Document1 pageFicha Tecnica Astm 514Ruben Dario Mamani ArellanoNo ratings yet
- Raex 500Document4 pagesRaex 500chara459254No ratings yet
- GOST Steels PDFDocument88 pagesGOST Steels PDFDiogo Roesler MeloNo ratings yet
- Crane Control Equ Pments Crane Control Equ PmentsDocument6 pagesCrane Control Equ Pments Crane Control Equ Pmentssanjeev_1990No ratings yet
- HT Mobilgear 600 Series EngDocument2 pagesHT Mobilgear 600 Series Engmgamal1080No ratings yet
- S690ql ThyssenkruppDocument7 pagesS690ql ThyssenkruppSivabalan100% (1)
- Prorod Spec SheetDocument2 pagesProrod Spec SheetBala SingamNo ratings yet
- S690QLDocument4 pagesS690QLReginaldo Matias NunesNo ratings yet
- 03 Weglowski Modern Toughened Steels Properties and AdvantagesDocument12 pages03 Weglowski Modern Toughened Steels Properties and AdvantagessudhavelNo ratings yet
- Crosby Clamp-Co Pipe GrabsDocument1 pageCrosby Clamp-Co Pipe GrabsMinhKhuongHieuNo ratings yet
- 6C High Strength Reinforcement G HalstedDocument36 pages6C High Strength Reinforcement G HalstedRafid RabbaniNo ratings yet
- Q Series-1Document4 pagesQ Series-1williams vasquezNo ratings yet
- Cosmos Alminium-Technical SpecificationsDocument2 pagesCosmos Alminium-Technical SpecificationsmindsopenNo ratings yet
- Herramientas KenalmetalDocument10 pagesHerramientas KenalmetalGeovanny SanjuanNo ratings yet
- ArcelorMittal - High-Rise Buildings - WebDocument80 pagesArcelorMittal - High-Rise Buildings - WebAndrei MurariuNo ratings yet
- POSCO Korea - Galvanized SheetDocument27 pagesPOSCO Korea - Galvanized SheetFrancis BoeyNo ratings yet
- FINAL GRP Catalogue Feb2024 v3Document70 pagesFINAL GRP Catalogue Feb2024 v3Riki AngganaNo ratings yet
- Macsteel VRN: Material Datasheet Edition: March 2019Document1 pageMacsteel VRN: Material Datasheet Edition: March 2019sorin robertNo ratings yet
- Bonnie Forge Couple DimensionsDocument14 pagesBonnie Forge Couple DimensionsTodd AlexanderNo ratings yet
- Filler Wire For Gtaw PDFDocument27 pagesFiller Wire For Gtaw PDFrezaNo ratings yet
- Sni - UnpDocument2 pagesSni - Unphorascanman100% (1)
- BURNDY KSU27 SpecsheetDocument2 pagesBURNDY KSU27 SpecsheetwerehoNo ratings yet
- Carbone 2191 ISO Graphite Spec SheetDocument6 pagesCarbone 2191 ISO Graphite Spec Sheetmichaelstarr1969No ratings yet
- Weldox SteelDocument2 pagesWeldox SteelHugo RodriguezNo ratings yet
- NTC Thermistors:: TYPE BR11/14/16/23Document2 pagesNTC Thermistors:: TYPE BR11/14/16/23Isai Jacob Ramos MontoyaNo ratings yet
- Viking BargesDocument4 pagesViking BargesLutfi PragolaNo ratings yet
- Masta Bearing Housing CatalogDocument89 pagesMasta Bearing Housing Catalogpranav manjunath100% (1)
- UL 1077 Series: Miniatur e Cir Cuit BR EakersDocument11 pagesUL 1077 Series: Miniatur e Cir Cuit BR EakersjohnNo ratings yet
- Aurubis Broschure Shapes EN 1006Document3 pagesAurubis Broschure Shapes EN 1006Jose Rafael CastroNo ratings yet
- fm82 1Document1 pagefm82 1harikrishnanNo ratings yet
- Inconel 82 PDFDocument1 pageInconel 82 PDFMiguel MorenoNo ratings yet
- Casting Material CE3MN SS2507Document3 pagesCasting Material CE3MN SS2507dkaranthsNo ratings yet
- Primacorelw-71 en PDFDocument2 pagesPrimacorelw-71 en PDFsattar12345No ratings yet
- Series Description: Universal Product Line: Steel Externals - Jacketed PumpsDocument9 pagesSeries Description: Universal Product Line: Steel Externals - Jacketed PumpsAnonymous uCYIu1No ratings yet
- Westermann Table 8Document1 pageWestermann Table 8muhd.qasimNo ratings yet
- 2205 InfoDocument6 pages2205 InfoMave75No ratings yet
- Voestalpine Heavy Plate TTD ALDUR E 14012013Document13 pagesVoestalpine Heavy Plate TTD ALDUR E 14012013Dragan JerčićNo ratings yet
- CWS Excavator Dig Cleanup Buckets1Document2 pagesCWS Excavator Dig Cleanup Buckets1tvwrightNo ratings yet
- The Essentials of Material Science and Technology for EngineersFrom EverandThe Essentials of Material Science and Technology for EngineersRating: 5 out of 5 stars5/5 (1)
- Handbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantFrom EverandHandbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantRating: 3.5 out of 5 stars3.5/5 (3)
- Welding for Challenging Environments: Proceedings of the International Conference on Welding for Challenging Environments, Toronto, Ontario, Canada, 15–17 October 1985From EverandWelding for Challenging Environments: Proceedings of the International Conference on Welding for Challenging Environments, Toronto, Ontario, Canada, 15–17 October 1985No ratings yet
- Boiler Making for Boiler Makers - A Practical Treatise on Work in the ShopFrom EverandBoiler Making for Boiler Makers - A Practical Treatise on Work in the ShopRating: 4.5 out of 5 stars4.5/5 (2)
- Evaluation Workshop SMASDocument2 pagesEvaluation Workshop SMASPutra Panca WardhanaNo ratings yet
- No:643077ds54 Date:: Thordon Bearing Sizing CalculationDocument1 pageNo:643077ds54 Date:: Thordon Bearing Sizing CalculationPutra Panca WardhanaNo ratings yet
- Dimensions of Support Unit For Ball Screws For High-Speed and Heavy-Load Machine ToolsDocument2 pagesDimensions of Support Unit For Ball Screws For High-Speed and Heavy-Load Machine ToolsPutra Panca WardhanaNo ratings yet
- Hitachi Reciprocating Compressors: Hitachi Compressor World-Wide Sales Service NetworkDocument10 pagesHitachi Reciprocating Compressors: Hitachi Compressor World-Wide Sales Service NetworkPutra Panca WardhanaNo ratings yet
- Klinger Spiral Wound Gaskets: Klingermaxiflex Mounting InstructionsDocument16 pagesKlinger Spiral Wound Gaskets: Klingermaxiflex Mounting InstructionsPutra Panca WardhanaNo ratings yet
- TechTalk - Sealants and CoatingsDocument4 pagesTechTalk - Sealants and CoatingsPutra Panca WardhanaNo ratings yet
- Study of Pressure Fluctuations and Induced Vibration at Blade-Passing Frequencies of A Double Volute PumpDocument14 pagesStudy of Pressure Fluctuations and Induced Vibration at Blade-Passing Frequencies of A Double Volute PumpPutra Panca WardhanaNo ratings yet
- Retaining Rings - C Type (External) / E Type Retaining Rings - C Type (Internal) / Retaining Ring PliersDocument1 pageRetaining Rings - C Type (External) / E Type Retaining Rings - C Type (Internal) / Retaining Ring PliersPutra Panca WardhanaNo ratings yet
- Pinnacle Alloys E9018-M Code and Specification DataDocument2 pagesPinnacle Alloys E9018-M Code and Specification DataPutra Panca WardhanaNo ratings yet
- Scaffolding Procedure 02 19Document12 pagesScaffolding Procedure 02 19Putra Panca WardhanaNo ratings yet
- Fertilizer Analysis ProtocolDocument24 pagesFertilizer Analysis ProtocolFaiz50% (2)
- CompotecLine HosesDocument2 pagesCompotecLine HosesIchsan RosidinNo ratings yet
- JIS G4051 Grade S45C: Matmatch Is Trusted by 2 Million+ Engineers and Product Developers Each YearDocument4 pagesJIS G4051 Grade S45C: Matmatch Is Trusted by 2 Million+ Engineers and Product Developers Each YearALEX MURPHYNo ratings yet
- Novel Pyrazoline-Based Selective Fluorescent Sensor For Zn2+Document6 pagesNovel Pyrazoline-Based Selective Fluorescent Sensor For Zn2+Awad SaidNo ratings yet
- 13 Goc Revision Notes QuizrrDocument145 pages13 Goc Revision Notes QuizrrRohit sharma100% (1)
- 1450 81090702169R PDFDocument16 pages1450 81090702169R PDFdevoydouglasNo ratings yet
- ETİBOR-48: Sodium Tetraborate Pentahydrate (Na B O .5H O)Document7 pagesETİBOR-48: Sodium Tetraborate Pentahydrate (Na B O .5H O)Üstün Onur BaktırNo ratings yet
- Top 10 Black Masterbatch Manufacturers in India - BSMasterbatchDocument7 pagesTop 10 Black Masterbatch Manufacturers in India - BSMasterbatchBS MasterbatchNo ratings yet
- Chem Class XI ch.01Document7 pagesChem Class XI ch.01Navin KumarNo ratings yet
- Nafion ConductivityDocument9 pagesNafion ConductivityAli Alipor NajmiNo ratings yet
- Hydrocarbon ManagementDocument37 pagesHydrocarbon ManagementVangelis KounoupasNo ratings yet
- Group B Erection & Commissioning of Cold Rolling MillDocument2 pagesGroup B Erection & Commissioning of Cold Rolling MillPiyush PanchalNo ratings yet
- Basics of Methanogenesis in Anaerobic DigesterDocument25 pagesBasics of Methanogenesis in Anaerobic DigesterErnesto AcevedoNo ratings yet
- 18 Butterfly Valves A Disc BrayDocument10 pages18 Butterfly Valves A Disc BrayAli FananiNo ratings yet
- Pipe CoatingDocument2 pagesPipe CoatingDeepak MoreNo ratings yet
- Organic ConceptsDocument83 pagesOrganic ConceptsAlisha Roy ChoudharyNo ratings yet
- Thermoplasti &thermosetDocument25 pagesThermoplasti &thermosetabasoudaNo ratings yet
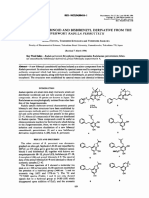
- BIBENZYL CANNABINOID AND BISBIBENZYL DERIVATIVE FROM THE LIVERWORT RADULA PERROTTETZlIDocument4 pagesBIBENZYL CANNABINOID AND BISBIBENZYL DERIVATIVE FROM THE LIVERWORT RADULA PERROTTETZlIAdamftNo ratings yet
- Science MatterDocument38 pagesScience MatterAlezander GalindoNo ratings yet
- How To Clean Dark Cooking Oil by WikiHowDocument4 pagesHow To Clean Dark Cooking Oil by WikiHowKimi Sandig100% (1)
- Phenbol ReactionDocument3 pagesPhenbol Reactionilias1973No ratings yet
- Chemistry The Central Science 1Document4 pagesChemistry The Central Science 1Ariane Caranto100% (2)
- Nhận Biết. OrganicDocument3 pagesNhận Biết. OrganicTrung Hoàng HuyNo ratings yet
- Ideal Gas Law. Application To AirDocument12 pagesIdeal Gas Law. Application To AirJuan Pablo ApazaNo ratings yet
- Principles of Powder MetallurgyDocument4 pagesPrinciples of Powder Metallurgyhegdemahesh1No ratings yet
- The History of WeldingDocument2 pagesThe History of Weldingjoselyn22No ratings yet
- MSDS - FM 9 FH (Rikevita) PDFDocument3 pagesMSDS - FM 9 FH (Rikevita) PDFrayatdnNo ratings yet
- Solutions HHW WorksheetDocument10 pagesSolutions HHW WorksheetPriyanshi -No ratings yet
- Gold and Silver Processing Though Carbon in Leach - EditedDocument10 pagesGold and Silver Processing Though Carbon in Leach - EditedRoberto Antonio Mercado AngustiaNo ratings yet
- 2 Tissue ProcessingDocument27 pages2 Tissue ProcessingAbdul HafeezNo ratings yet