You might also like
- MC-MT R16 - Unit-1Document48 pagesMC-MT R16 - Unit-1Anonymous GEHeEQlajbNo ratings yet
- Metal CuttingDocument33 pagesMetal CuttingUjjwal Katiyar100% (1)
- Manufacturing Engineering IIDocument237 pagesManufacturing Engineering IISakinala ShivaNo ratings yet
- Manufacturing Technology Course MaterialDocument234 pagesManufacturing Technology Course MaterialkaranNo ratings yet
- Machine Tools Lecture Notes-III-iDocument74 pagesMachine Tools Lecture Notes-III-iJitendra Choudhary100% (1)
- Unit - I Theory of Metal CuttingDocument50 pagesUnit - I Theory of Metal Cuttingsh7shahidhaheelNo ratings yet
- Department of Mechanical Engineering: (ACADEMIC YEAR: 2020-2021)Document258 pagesDepartment of Mechanical Engineering: (ACADEMIC YEAR: 2020-2021)siddhxnt2004No ratings yet
- Unit I - Theory of Metal CuttingDocument111 pagesUnit I - Theory of Metal CuttingSaravana KumarNo ratings yet
- ME2252 MT2 Lecture Notes PDFDocument237 pagesME2252 MT2 Lecture Notes PDFnallsrajjNo ratings yet
- Unit-III - Theory On The Metal Cutting OperationDocument217 pagesUnit-III - Theory On The Metal Cutting OperationKansath KamalNo ratings yet
- Manufacturing Process IIDocument97 pagesManufacturing Process IISanjeev SainiNo ratings yet
- Manufacturing Process-Ii PDFDocument97 pagesManufacturing Process-Ii PDFAbhi AbhishekNo ratings yet
- Turning: CHAPTER 2: Material Removal ProcessDocument66 pagesTurning: CHAPTER 2: Material Removal ProcessEbrahim AliNo ratings yet
- Unit 1Document106 pagesUnit 1anandNo ratings yet
- 10 Me 45Document97 pages10 Me 45Nkongho JohnsonNo ratings yet
- Workshop Technology: Lecture#5 By: Waleed AslamDocument41 pagesWorkshop Technology: Lecture#5 By: Waleed AslamMuhammad ZeerakNo ratings yet
- Lecture 7 (Machining Operations, Planing, Shaping)Document29 pagesLecture 7 (Machining Operations, Planing, Shaping)hashir siddiquiNo ratings yet
- Lec MillingDocument42 pagesLec Millingmuhammad sabihNo ratings yet
- Subtractive Process SM3009Document64 pagesSubtractive Process SM3009Kritik JoshiNo ratings yet
- Manufacturing Process-II: Unit 2: Mechanics of Machining ProcessesDocument46 pagesManufacturing Process-II: Unit 2: Mechanics of Machining ProcessesGanesh GadadeNo ratings yet
- Fabrication Methods and ProcessesDocument27 pagesFabrication Methods and ProcessesSivaNo ratings yet
- MST II NotesDocument309 pagesMST II NotesAman Jain100% (2)
- Milling MachinesDocument48 pagesMilling MachinesAliah IzzahNo ratings yet
- Machining and Machine Tools: Lecture NotesDocument33 pagesMachining and Machine Tools: Lecture NotesNishchay pratapNo ratings yet
- Chapter Two: Turning and Related OperationsDocument78 pagesChapter Two: Turning and Related OperationsElwy MustafaNo ratings yet
- Unit I - Theory of Metal CuttingDocument106 pagesUnit I - Theory of Metal CuttingRamesh Kumar ANo ratings yet
- CH 1Document91 pagesCH 1Daniel KetemawNo ratings yet
- Surendra Yadav SirDocument27 pagesSurendra Yadav SirNikhil Sai KammaNo ratings yet
- Cutting Tool: Meaning, Types and Angles - Metal WorkingDocument12 pagesCutting Tool: Meaning, Types and Angles - Metal WorkingKinku DasNo ratings yet
- Lathe and DrillingDocument13 pagesLathe and DrillingwableamolmechNo ratings yet
- Books:: Machining Technology & MetrologyDocument8 pagesBooks:: Machining Technology & MetrologyaritraNo ratings yet
- Metal Removal ProcessesDocument61 pagesMetal Removal ProcessesBinyam HabtamuNo ratings yet
- Tool Chapter - 2Document43 pagesTool Chapter - 2Tamirat NemomsaNo ratings yet
- MetrologyDocument11 pagesMetrologylakshayNo ratings yet
- Computer Integrated Manufacturing: Machine ToolsDocument20 pagesComputer Integrated Manufacturing: Machine Toolstayyab40No ratings yet
- Theory of Metal CuttingDocument147 pagesTheory of Metal Cuttingavutu_kunduru100% (1)
- Lecture8-Common Machine Equipment and Cutting ToolsDocument36 pagesLecture8-Common Machine Equipment and Cutting ToolsKamal SurenNo ratings yet
- MillingDocument33 pagesMillingRavichandran G0% (1)
- Cutting Tool:: Machine Shop Technology-IDocument11 pagesCutting Tool:: Machine Shop Technology-IShivanshu shekharNo ratings yet
- Manufacturing & ProductionDocument16 pagesManufacturing & ProductionMithun Raju0% (1)
- Machine ToolDocument17 pagesMachine Toolbaziryz123No ratings yet
- Ch-1 Basics of Metal Cutt PDFDocument106 pagesCh-1 Basics of Metal Cutt PDFAnkit AmbaniNo ratings yet
- Knowledge of Conventional Techniques & CNCDocument27 pagesKnowledge of Conventional Techniques & CNCTool Room CIPET GHYNo ratings yet
- MTM 1Document30 pagesMTM 1Abdul Moeed AhmedNo ratings yet
- Experiment No. 1: AIM: To Study Single Point Cutting ToolDocument40 pagesExperiment No. 1: AIM: To Study Single Point Cutting ToolShreyas GajapureNo ratings yet
- Cutting Tools (Group - 6 Assignment) Physics Workshop Skills .6Document29 pagesCutting Tools (Group - 6 Assignment) Physics Workshop Skills .6Rahul Sharma100% (1)
- MillingDocument38 pagesMillingMahesh KumarNo ratings yet
- Manufacturing TechnologyDocument41 pagesManufacturing Technologysharmashn50% (2)
- MP-I - MOD5 - LATHE (1st Chapter) - 1Document13 pagesMP-I - MOD5 - LATHE (1st Chapter) - 1BARUN BIKASH DENo ratings yet
- Unit 1 MP2Document108 pagesUnit 1 MP2Sharana basavaNo ratings yet
- MillingDocument111 pagesMillingSudeesh SudevanNo ratings yet
- Single Point ToolDocument11 pagesSingle Point ToolMohanadAlrofuNo ratings yet
- Chapter 4 EditedDocument142 pagesChapter 4 EditedgashawletaNo ratings yet
- MTDM M1 Ktunotes - inDocument45 pagesMTDM M1 Ktunotes - insree_guruNo ratings yet
- 5 Milling and Related OperationsDocument19 pages5 Milling and Related Operationsrabbi35_me10No ratings yet
- Milling Machines & OperationsDocument42 pagesMilling Machines & OperationsAzmat RafiqNo ratings yet
- Broach and Form ToolDocument20 pagesBroach and Form Toolsonu kumarNo ratings yet
- Traditional Toolmaking: The Classic Treatise on Lapping, Threading, Precision Measurements, and General ToolmakingFrom EverandTraditional Toolmaking: The Classic Treatise on Lapping, Threading, Precision Measurements, and General ToolmakingRating: 5 out of 5 stars5/5 (2)
- Production Engineering: Jig and Tool DesignFrom EverandProduction Engineering: Jig and Tool DesignRating: 4 out of 5 stars4/5 (9)
- Lect 3 ManII PDFDocument40 pagesLect 3 ManII PDFAhmed Emad Sayed MohamedNo ratings yet
- Lect 1 ManII PDFDocument25 pagesLect 1 ManII PDFAhmed Emad Sayed MohamedNo ratings yet
- Sheet 2 FluidDocument10 pagesSheet 2 FluidAhmed Emad Sayed MohamedNo ratings yet
- Sheet 2 FluidDocument10 pagesSheet 2 FluidAhmed Emad Sayed MohamedNo ratings yet
- Dd5e Old Gus Weird West PHB v145Document40 pagesDd5e Old Gus Weird West PHB v145Stefano Alves DrakhaliNo ratings yet
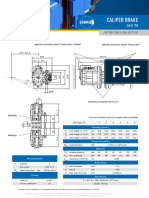
- Caliper Brake: Calliper Brake SHI 75 Calliper Brake SHI 75Document1 pageCaliper Brake: Calliper Brake SHI 75 Calliper Brake SHI 75yoyoNo ratings yet
- Common Fastener Related Abbreviations: Abbreviation MeaningDocument3 pagesCommon Fastener Related Abbreviations: Abbreviation MeaningezhiljananiNo ratings yet
- Barrel V3A31 PDFDocument6 pagesBarrel V3A31 PDFDesireeNo ratings yet
- SharpeningturningtoolsbookdoDocument74 pagesSharpeningturningtoolsbookdoK Sz100% (2)
- TVET 1 Worksheet 8 Rivera, JomareDocument7 pagesTVET 1 Worksheet 8 Rivera, JomareJomare RiveraNo ratings yet
- Golani Semi-Auto Sporter RifleDocument12 pagesGolani Semi-Auto Sporter RifleGeorge SteinelNo ratings yet
- Progrid DiagramDocument2 pagesProgrid DiagramRas-Sherwin A. JalaniNo ratings yet
- Fisa Tehnica PDFDocument6 pagesFisa Tehnica PDFVASILE OPREANo ratings yet
- C-Beam Mini Mite BOMDocument4 pagesC-Beam Mini Mite BOMyinat24979No ratings yet
- Hexalubulour BoltDocument20 pagesHexalubulour BoltMitesh MakvanaNo ratings yet
- Mfe24pi1505 Design of Production Toolingdrill BushingsDocument14 pagesMfe24pi1505 Design of Production Toolingdrill BushingsSubrat pandaNo ratings yet
- GE Oil & Gas Nuovo Pignone: Title: Part List: Drawing: Centrifugal Compressor 2Bcl 608Document1 pageGE Oil & Gas Nuovo Pignone: Title: Part List: Drawing: Centrifugal Compressor 2Bcl 608Mohammed ElarbedNo ratings yet
- PC200LC 7 S N 200001 Up SuperDocument283 pagesPC200LC 7 S N 200001 Up Supernorte hidraulicaNo ratings yet
- Load Distribution Schedule: Cable Size: 4coreDocument63 pagesLoad Distribution Schedule: Cable Size: 4corehaseebamerNo ratings yet
- Oto Strales (Mm08726) LQ NewDocument2 pagesOto Strales (Mm08726) LQ NewCarakaNo ratings yet
- Achievements +Certificate+and+MedalsDocument7 pagesAchievements +Certificate+and+Medalsparwindersingh9066No ratings yet
- Inline Inspection of Pipeline: Intelligent PiggingDocument10 pagesInline Inspection of Pipeline: Intelligent PiggingMitesh JuikarNo ratings yet
- TA Select 3Document34 pagesTA Select 3vasvukNo ratings yet
- Replacing and Installing Brake Pads FOR AIR BRAKES PDFDocument2 pagesReplacing and Installing Brake Pads FOR AIR BRAKES PDFMujeres Virglius PabliusNo ratings yet
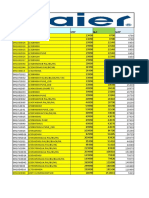
- Material Code Model MRP GAPDocument11 pagesMaterial Code Model MRP GAPBibhuti JhaNo ratings yet
- Molly Maid ChecklistDocument1 pageMolly Maid ChecklistYessNo ratings yet
- Raise Boring Heads: User ManualDocument40 pagesRaise Boring Heads: User ManualMaykol Ken Hasaki MaselNo ratings yet
- MTO&penajaman ChainsawDocument41 pagesMTO&penajaman ChainsawAdy NugrohoNo ratings yet
- Bonaire Evaporative Touch Pad ControlDocument32 pagesBonaire Evaporative Touch Pad ControlMartin huntNo ratings yet
- Cutting Data Ramax HH EngDocument6 pagesCutting Data Ramax HH EngAnonymous VRspXsmNo ratings yet
- Lovejoy / Sier-Bath: Installation & Alignment InstructionsDocument2 pagesLovejoy / Sier-Bath: Installation & Alignment Instructionsroyert80No ratings yet
- Jobsheet P4 - Antarmuka SensorDocument8 pagesJobsheet P4 - Antarmuka SensorAzis Nur RahmatNo ratings yet
- Mechanical Measurement and Metrology PDFDocument2 pagesMechanical Measurement and Metrology PDFsuhas_SCEM0% (1)
- Lore BookDocument26 pagesLore BookJust reading BroNo ratings yet