You might also like
- Stan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineFrom EverandStan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineRating: 5 out of 5 stars5/5 (1)
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisFrom EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisRating: 4 out of 5 stars4/5 (2)
- P178Document9 pagesP178keepmoshingNo ratings yet
- Manual AMARILLO Drive Pump Repair Man 250 350 v0215Document23 pagesManual AMARILLO Drive Pump Repair Man 250 350 v0215Widi PrasetyoNo ratings yet
- Steve's Handy Guide To Orbits: by Steven M. Schultheis, P.E. Houston, Texas U.S.ADocument25 pagesSteve's Handy Guide To Orbits: by Steven M. Schultheis, P.E. Houston, Texas U.S.AMuhammad HaroonNo ratings yet
- SCHROEDER Automatic Recirculation Check ValveDocument14 pagesSCHROEDER Automatic Recirculation Check ValveAli Bari100% (1)
- Iso 17359-2011Document34 pagesIso 17359-2011Diego Pérez AlarcónNo ratings yet
- Case Studies #4: Gearbox DefectDocument13 pagesCase Studies #4: Gearbox DefectMiguel VillegasNo ratings yet
- A Practical Introduction To Condition Monitoring of RollingDocument14 pagesA Practical Introduction To Condition Monitoring of Rollingsatya_chagantiNo ratings yet
- Diffuser Versus Volute Casing - PumpsDocument5 pagesDiffuser Versus Volute Casing - Pumpsjanamurali0% (1)
- Torsional Natural Frequencies PDFDocument32 pagesTorsional Natural Frequencies PDFdavih007No ratings yet
- BearingDocument41 pagesBearingM.IBRAHEEMNo ratings yet
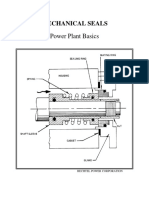
- Mechanical Seals: Power Plant BasicsDocument26 pagesMechanical Seals: Power Plant BasicsService Port100% (1)
- Root Cause Analysis: HPDGA 1000 KW Centrifugal Pump High Vibration ResolvedDocument8 pagesRoot Cause Analysis: HPDGA 1000 KW Centrifugal Pump High Vibration ResolvedAbdulrahman AlkhowaiterNo ratings yet
- Codes & StandardsDocument97 pagesCodes & Standardsajaypathak85100% (1)
- G6600Document13 pagesG6600fazzlie100% (1)
- Diagnosis of Centrifugal Pump Faults Using Vibration MethodsDocument12 pagesDiagnosis of Centrifugal Pump Faults Using Vibration MethodsHatem ShawkiNo ratings yet
- Royal Purple BarrierDocument14 pagesRoyal Purple BarrierAnonymous H3I29yjNo ratings yet
- Rolamento Vibration AnalysisDocument153 pagesRolamento Vibration AnalysisReginaldoVieiradaSilva100% (1)
- API Piping - Plan - Pocket - Flowserve PDFDocument66 pagesAPI Piping - Plan - Pocket - Flowserve PDFYuvaraj NithyanandamNo ratings yet
- Balance LineDocument0 pagesBalance Linewsjouri2510No ratings yet
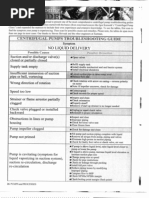
- Centrifugal Pump Troubleshooting GuideDocument10 pagesCentrifugal Pump Troubleshooting GuideSteve Sund100% (1)
- Encoders Catalog 2012Document28 pagesEncoders Catalog 2012sreelakshmisnr100% (1)
- Vibration Periodic Table WPDocument7 pagesVibration Periodic Table WPCharlene MejalaNo ratings yet
- Preview - ISO+20816 5 2018Document6 pagesPreview - ISO+20816 5 2018hemza boukemmaNo ratings yet
- Basic Understanding of Machinery VibrationDocument47 pagesBasic Understanding of Machinery Vibrationramnadh803181No ratings yet
- ROTALIGN ULTRA Presentation DraftDocument88 pagesROTALIGN ULTRA Presentation DraftAnonymous wIPMQ5rh100% (1)
- Course Content - BINDT Certified Vibration Analysis Category-2Document2 pagesCourse Content - BINDT Certified Vibration Analysis Category-2mechjobs4meNo ratings yet
- Gearbox Vibration - Fact or FictionDocument9 pagesGearbox Vibration - Fact or Fictioneko bagus sunaryoNo ratings yet
- Monitoring and Analysis of Machine VibrationDocument6 pagesMonitoring and Analysis of Machine VibrationAvinashNo ratings yet
- UTP Adjunct Lecture 2016: Fundamentals of Casing Vibration AnalysisDocument21 pagesUTP Adjunct Lecture 2016: Fundamentals of Casing Vibration AnalysisMazin Abdalla0% (1)
- Basic Vibration CourseDocument24 pagesBasic Vibration Coursewijaya1234No ratings yet
- Case Study SentinelDocument2 pagesCase Study Sentinelashumishra007No ratings yet
- 10 Steps To Pump Reliability Part 1Document5 pages10 Steps To Pump Reliability Part 1Anonymous ua66zYwrpNo ratings yet
- Orbit V33N3 2013 Q3Document64 pagesOrbit V33N3 2013 Q3Adhitya DwijayanthoNo ratings yet
- Pump Technology Screwpumps l2 Series enDocument11 pagesPump Technology Screwpumps l2 Series enCamiloHernándezNo ratings yet
- Jaw Coupling Installation GuideDocument7 pagesJaw Coupling Installation GuideGnana Subramanian ArumugamNo ratings yet
- Top 10 Rotating Equipment Engineer Interview Questions and AnswersDocument17 pagesTop 10 Rotating Equipment Engineer Interview Questions and AnswersSathishkumar VeluNo ratings yet
- Vibration and Noise Diagnosis in Centrifugal PumpsDocument12 pagesVibration and Noise Diagnosis in Centrifugal PumpsFahad MaqsoodNo ratings yet
- Training, Class I, Testing, IIb, 1-10Document12 pagesTraining, Class I, Testing, IIb, 1-10luis_hernandez_qNo ratings yet
- Vertical Sleeve BearingsDocument6 pagesVertical Sleeve BearingsRakesh Nair A100% (1)
- NuggetsDocument202 pagesNuggetsfazzlieNo ratings yet
- Rotordynamic Insatability Problems in High-Performance TurbomachineryDocument454 pagesRotordynamic Insatability Problems in High-Performance TurbomachineryMounicaRasagyaPalla100% (2)
- Gear Drive Manual No. 702Document38 pagesGear Drive Manual No. 702MaintenanceNo ratings yet
- Mechanical Seal Failure Troubleshooting Guide: Bell & Gossett Centrifugal PumpsDocument18 pagesMechanical Seal Failure Troubleshooting Guide: Bell & Gossett Centrifugal Pumpsmasterplumber100% (2)
- EM104 - Orbital Analysis - Kelm - 0612Document16 pagesEM104 - Orbital Analysis - Kelm - 0612RobertoSlzr100% (1)
- MisalignmentDocument13 pagesMisalignmentZeeshan Sajid100% (1)
- CEP VFD ManualDocument234 pagesCEP VFD ManualUsama ZubairNo ratings yet
- Fitting InstructionDocument6 pagesFitting InstructionAan Sarkasi AmdNo ratings yet
- Centrifugal Pump TestDocument2 pagesCentrifugal Pump TestAlejandro RojasNo ratings yet
- Hot Isotactic Processing (Hip) : Mehmet Can HATİBOĞLUDocument18 pagesHot Isotactic Processing (Hip) : Mehmet Can HATİBOĞLUthesecretgardenscatNo ratings yet
- Bearingfailure PDFDocument22 pagesBearingfailure PDFMohamed Altaf Jaffer100% (1)
- Vibrations in Reciprocating CompressorsDocument15 pagesVibrations in Reciprocating Compressorschaitanya_kumar_13No ratings yet
- Troubleshooting Rotating Machinery: Including Centrifugal Pumps and Compressors, Reciprocating Pumps and Compressors, Fans, Steam Turbines, Electric Motors, and MoreFrom EverandTroubleshooting Rotating Machinery: Including Centrifugal Pumps and Compressors, Reciprocating Pumps and Compressors, Fans, Steam Turbines, Electric Motors, and MoreNo ratings yet
- Asset Integrity Management A Complete Guide - 2020 EditionFrom EverandAsset Integrity Management A Complete Guide - 2020 EditionNo ratings yet
- Why Industrial Bearings Fail: Analysis, Maintenance, and PreventionFrom EverandWhy Industrial Bearings Fail: Analysis, Maintenance, and PreventionNo ratings yet
- Structural Health MonitoringFrom EverandStructural Health MonitoringDaniel BalageasNo ratings yet
- Forsthoffer’s Component Condition MonitoringFrom EverandForsthoffer’s Component Condition MonitoringRating: 4 out of 5 stars4/5 (2)
- TIMKEN-Bearing Damage AnalysisDocument3 pagesTIMKEN-Bearing Damage AnalysisAnonymous Bdt0OGhNo ratings yet
- Resolving Oil Whirl Issues in a Gas Compressor Case StudyDocument42 pagesResolving Oil Whirl Issues in a Gas Compressor Case StudyChristian Santillan100% (1)
- KOYO Bearing Failure ChartDocument1 pageKOYO Bearing Failure ChartgmitsutaNo ratings yet
- Seven Basic Skills RCM Overview CourseDocument1 pageSeven Basic Skills RCM Overview CourseChristian SantillanNo ratings yet
- Purpose: Asset Management DesignationsDocument9 pagesPurpose: Asset Management DesignationsChristian SantillanNo ratings yet
- Teoria SurgeDocument13 pagesTeoria Surgeparthapaul2000No ratings yet
- Partial Discharge Theory and Applications To Electrical SystemsDocument15 pagesPartial Discharge Theory and Applications To Electrical Systemsreza515heiNo ratings yet
- SMRP 2020 Candidate HandbookDocument27 pagesSMRP 2020 Candidate HandbookChristian Santillan100% (3)
- Horizontal Report: VerticalDocument3 pagesHorizontal Report: VerticalChristian SantillanNo ratings yet
- Shaft - 2017-02-17pp055final - 2017-02-20 18 - 05 - 45 PDFDocument3 pagesShaft - 2017-02-17pp055final - 2017-02-20 18 - 05 - 45 PDFChristian SantillanNo ratings yet
- Horizontal Report: VerticalDocument3 pagesHorizontal Report: VerticalChristian SantillanNo ratings yet
- Tabla Espesores de Tuberia de AceroDocument1 pageTabla Espesores de Tuberia de AceroChristian SantillanNo ratings yet
- Horizontal Report: VerticalDocument3 pagesHorizontal Report: VerticalChristian SantillanNo ratings yet
- Horizontal Report: VerticalDocument3 pagesHorizontal Report: VerticalChristian SantillanNo ratings yet
- Tabla Espesores de Tuberia de AceroDocument1 pageTabla Espesores de Tuberia de AceroChristian SantillanNo ratings yet
- Rolls ModelsDocument186 pagesRolls ModelsapeirotanNo ratings yet
- Datasheet SSA-X300 170629Document1 pageDatasheet SSA-X300 170629aparichithudooNo ratings yet
- Mining API Mapping For Language Migration - PresentationDocument24 pagesMining API Mapping For Language Migration - PresentationHamed MoghimiNo ratings yet
- Calculation of Coefficients of Contraction, Velocity, and Discharge of A Circular Orifice Using A Hydraulic BenchDocument4 pagesCalculation of Coefficients of Contraction, Velocity, and Discharge of A Circular Orifice Using A Hydraulic BenchFran CarnaceNo ratings yet
- Fundamentals of SurveyingDocument14 pagesFundamentals of SurveyingZar Frianeza100% (1)
- Test-4 SomDocument42 pagesTest-4 SomVivekMishraNo ratings yet
- Proposal For UreaDocument24 pagesProposal For UreaUmar ZamanNo ratings yet
- APGENCO 2011 Sub-Engineer Question Paper (Memory Based) - Indian ShoutDocument8 pagesAPGENCO 2011 Sub-Engineer Question Paper (Memory Based) - Indian ShoutumamaheshwarraoNo ratings yet
- LCM ValvesDocument40 pagesLCM ValvesAlexa Harper100% (1)
- Jotafloor Easy Painting Guide For Concrete Floors Tcm29 5703Document8 pagesJotafloor Easy Painting Guide For Concrete Floors Tcm29 5703Riski FebriantoNo ratings yet
- ChappieDocument2 pagesChappieArlyn AlonzoNo ratings yet
- Troubleshooting Windows AzureDocument16 pagesTroubleshooting Windows AzureJonathan MendozaNo ratings yet
- TopologyDocument5 pagesTopologykirtanpkNo ratings yet
- FMP 221 Lecture 4Document22 pagesFMP 221 Lecture 4SarojKumarSinghNo ratings yet
- DFM Mold Design GuidelinesDocument37 pagesDFM Mold Design GuidelinesGiap NguyenNo ratings yet
- Control Systems Matrix AnalysisDocument15 pagesControl Systems Matrix AnalysisJesus Enrique Colina ReyesNo ratings yet
- Circuito 2 RechazabandasDocument4 pagesCircuito 2 Rechazabandasjavier-jhaNo ratings yet
- MATLab Tutorial #5 PDFDocument7 pagesMATLab Tutorial #5 PDFSteveNo ratings yet
- מפרט רכש טורבינות - - BoBo - UTEXDocument8 pagesמפרט רכש טורבינות - - BoBo - UTEXYoninNo ratings yet
- Parts Catalog - Option Detail: Option Group Graphic Film Card DateDocument3 pagesParts Catalog - Option Detail: Option Group Graphic Film Card DatemunhNo ratings yet
- Regular Languages and Finite Automata: Lecture Notes OnDocument56 pagesRegular Languages and Finite Automata: Lecture Notes Onchandu903No ratings yet
- 100 Ton Demag AC 100Document4 pages100 Ton Demag AC 100marcelito78100% (2)
- Scientific American 1962-02-01Document196 pagesScientific American 1962-02-01Ezequiel BrasilNo ratings yet
- Blackrock Methods of Delay AnalysisDocument36 pagesBlackrock Methods of Delay AnalysisAhmed MoubarkNo ratings yet
- Замена проявки Xerox - WC - 7855FDocument12 pagesЗамена проявки Xerox - WC - 7855FkuharskiyvsNo ratings yet
- Data Sheet Hellenic 185mm 4 CoreDocument3 pagesData Sheet Hellenic 185mm 4 CoreNitesh GuptaNo ratings yet
- Public Swimming PoolDocument8 pagesPublic Swimming PoolKetkee MalveNo ratings yet
- Implant Materials Titanium 6 - Aluminum 7 - NiobiumDocument22 pagesImplant Materials Titanium 6 - Aluminum 7 - Niobiumemreyilmazcom50% (2)
- Joining Text Tables To Replace Technical Names With Descriptions in The HANA View For Drilldown Search PDFDocument10 pagesJoining Text Tables To Replace Technical Names With Descriptions in The HANA View For Drilldown Search PDFRajaNo ratings yet
- Strongroom&safes PDFDocument3 pagesStrongroom&safes PDFAlbertNo ratings yet