You might also like
- Dairy Waste N ManagementDocument11 pagesDairy Waste N ManagementMudit MisraNo ratings yet
- Optimize dairy wastewater treatment processesDocument33 pagesOptimize dairy wastewater treatment processesvelpalem schoolNo ratings yet
- Comparative Study of Various Treatments For Dairy Industry WastewaterDocument6 pagesComparative Study of Various Treatments For Dairy Industry Wastewatersunshe30No ratings yet
- Dairy Industry ProcessesDocument20 pagesDairy Industry Processessamuel derjewNo ratings yet
- Comparative Study of Various Treatments For Dairy Industry WastewaterDocument6 pagesComparative Study of Various Treatments For Dairy Industry WastewaterIOSRJEN : hard copy, certificates, Call for Papers 2013, publishing of journalNo ratings yet
- ChE 180 Alternative Paper Version2Document6 pagesChE 180 Alternative Paper Version2Emmanuel CristobalNo ratings yet
- Dairy Wastewater Treatment SchemesDocument35 pagesDairy Wastewater Treatment SchemesMarlen TrejoNo ratings yet
- Waste Water Treatment in Dairy IndustriesDocument14 pagesWaste Water Treatment in Dairy Industries19 CH 056 Vaishali Vivek100% (1)
- Dairy IndustryDocument28 pagesDairy IndustryAjay Kumar100% (1)
- Group 10Document17 pagesGroup 10074 Md. Jubayer HossainNo ratings yet
- Anaerobic Treatment of Dairy Wastewaters: A Review: Burak Demirel, Orhan Yenigun, Turgut T. OnayDocument13 pagesAnaerobic Treatment of Dairy Wastewaters: A Review: Burak Demirel, Orhan Yenigun, Turgut T. OnayShabanaNo ratings yet
- Presentation On Dairy Industry: Presented byDocument28 pagesPresentation On Dairy Industry: Presented byHamXa CHNo ratings yet
- Dairy Industry Wastewater Sources, Characteristics & Its Effects On EnvironmentDocument5 pagesDairy Industry Wastewater Sources, Characteristics & Its Effects On EnvironmentYogeesh B ENo ratings yet
- EVC3 Sugar and Starch Fermentation To Ethanol 2Document1 pageEVC3 Sugar and Starch Fermentation To Ethanol 2zhyar aliNo ratings yet
- Codex Standards For Milk and Milk ProductsDocument248 pagesCodex Standards For Milk and Milk ProductsVallerina TariganNo ratings yet
- Term Paper 2 - Dairy IndustryDocument30 pagesTerm Paper 2 - Dairy IndustryRobert SmithNo ratings yet
- Coffee RoastingDocument7 pagesCoffee RoastingAnna TuszynskaNo ratings yet
- Advancement On Industrial Wastewater Treatment TechnologiesDocument25 pagesAdvancement On Industrial Wastewater Treatment TechnologiesVijyendra KumarNo ratings yet
- Food Industry Wastewater Treatment Plant Based On Flotation and MBBRDocument5 pagesFood Industry Wastewater Treatment Plant Based On Flotation and MBBROrlando MarchanNo ratings yet
- Module 5 - IWT-1Document39 pagesModule 5 - IWT-1Jayesh mheraNo ratings yet
- Milk Processing - Life Cycle Assessment of A Detailed Dairy Model and Recommendations For The Allocation To Single ProductsDocument9 pagesMilk Processing - Life Cycle Assessment of A Detailed Dairy Model and Recommendations For The Allocation To Single ProductsGabriel F RuedaNo ratings yet
- Clarifying and Bacteria Removal Separators enDocument40 pagesClarifying and Bacteria Removal Separators enPiperea F. Bogdan100% (1)
- SWM Project Gopal 2Document10 pagesSWM Project Gopal 2Gopal mutkekarNo ratings yet
- Duque 2015Document9 pagesDuque 2015GeraldiineDuqueSalazarNo ratings yet
- JFDS - Volume 5 - Issue 6 - Pages 367-376Document10 pagesJFDS - Volume 5 - Issue 6 - Pages 367-376binaycNo ratings yet
- Profile On Production of Baker'S YeastDocument18 pagesProfile On Production of Baker'S YeastDagim Solomon100% (1)
- Project Profiles For MUDRADocument183 pagesProject Profiles For MUDRAManishGuptaNo ratings yet
- Project Profiles For Various ProjectsDocument1,085 pagesProject Profiles For Various Projectsheman.shethNo ratings yet
- Dairy Effluent/ Waste Water TreatmentDocument2 pagesDairy Effluent/ Waste Water TreatmentDesmond MilesNo ratings yet
- Formation of Alcohol and CO2from MolassesDocument8 pagesFormation of Alcohol and CO2from MolassesRehan KhanNo ratings yet
- Integrated Cheese PlantDocument5 pagesIntegrated Cheese PlantMohamedNo ratings yet
- Residual Yoghurt Whey For Lactic Acid ProductionDocument8 pagesResidual Yoghurt Whey For Lactic Acid ProductionJuan Daniel GuaquetaNo ratings yet
- Int J of Dairy Tech - 2023 - Buchanan - Recent Advances in Whey Processing and Valorisation Technological andDocument22 pagesInt J of Dairy Tech - 2023 - Buchanan - Recent Advances in Whey Processing and Valorisation Technological andferrettoluanaNo ratings yet
- Sources IJCRT2109185Document10 pagesSources IJCRT2109185ghaytjaberNo ratings yet
- Dutch Lady wastewater treatmentDocument13 pagesDutch Lady wastewater treatmentzaityzakery100% (1)
- Dareeeeee SeeeminaarDocument16 pagesDareeeeee SeeeminaarAsfawu BekelaNo ratings yet
- Dairy pollution prevention and control guidelinesDocument3 pagesDairy pollution prevention and control guidelineswakasensei99No ratings yet
- Dairyindustry - Ceb 005,022,026Document28 pagesDairyindustry - Ceb 005,022,0262020CEB005 POTNURUSAIDEEPAKNo ratings yet
- Wafer TechnologyDocument28 pagesWafer Technologyahmed aliNo ratings yet
- Method For Obtanaining Coffee HonetDocument16 pagesMethod For Obtanaining Coffee HonetThi Ngoc Dinh HoNo ratings yet
- Process of Dried DistillersDocument1 pageProcess of Dried DistillersFakru DeenNo ratings yet
- Comprehensive View On Chemistry, Manufacturing & Applications of Lanolin Extracted From Wool PretreatmentDocument11 pagesComprehensive View On Chemistry, Manufacturing & Applications of Lanolin Extracted From Wool PretreatmentAJER JOURNALNo ratings yet
- Dairy Prod.Document29 pagesDairy Prod.yenealem Abebe100% (1)
- Types and Sources of Food Industry WasteDocument14 pagesTypes and Sources of Food Industry WasteTanu GuptaNo ratings yet
- FULL PAPER Amit Pratap Singh NVEODocument8 pagesFULL PAPER Amit Pratap Singh NVEOElizabeth BennetNo ratings yet
- Project Report On Washing Powder and Washing SoapDocument9 pagesProject Report On Washing Powder and Washing SoapEIRI Board of Consultants and PublishersNo ratings yet
- Clarke 1988Document14 pagesClarke 1988aruna prasadNo ratings yet
- Leche de Soya PDFDocument17 pagesLeche de Soya PDFhuretonyNo ratings yet
- Dairy Waste Water Management TechniquesDocument10 pagesDairy Waste Water Management TechniquesarsabanNo ratings yet
- Bio Diesel ProductionDocument13 pagesBio Diesel ProductionShashikanth MohrirNo ratings yet
- Bacenetti+et+al 2019 Whey+protein+concentrate+ (WPC) +production+environmental+impact+assessmentDocument26 pagesBacenetti+et+al 2019 Whey+protein+concentrate+ (WPC) +production+environmental+impact+assessmentgopnarayansamyakNo ratings yet
- Ethanolfinaldocument 2Document36 pagesEthanolfinaldocument 2Gabriel AyauNo ratings yet
- Chemical Engineering Internship Report at Noon Sugar Mills Ltd. DistilleryDocument59 pagesChemical Engineering Internship Report at Noon Sugar Mills Ltd. DistilleryMuhammad Shahid93% (15)
- Waste Management Options for Dairy ProcessorsDocument10 pagesWaste Management Options for Dairy ProcessorsDanna Mae CorpuzNo ratings yet
- SSP Pumps in The Confectionery Industry PDFDocument29 pagesSSP Pumps in The Confectionery Industry PDFfatamorgganaNo ratings yet
- Handbook of Food Science and Technology 3: Food Biochemistry and TechnologyFrom EverandHandbook of Food Science and Technology 3: Food Biochemistry and TechnologyNo ratings yet
- Microstructure of Dairy ProductsFrom EverandMicrostructure of Dairy ProductsMamdouh El-BakryNo ratings yet
- Biogas Plant: Biogas Digester Design, Gas Production and PurificationFrom EverandBiogas Plant: Biogas Digester Design, Gas Production and PurificationRating: 3 out of 5 stars3/5 (1)
- Managing Waste from Animal ProcessingDocument3 pagesManaging Waste from Animal ProcessingzalabiNo ratings yet
- Development of Local Supply Chain: The Missing Link For Concentrated Solar Power Projects in IndiaDocument160 pagesDevelopment of Local Supply Chain: The Missing Link For Concentrated Solar Power Projects in IndiaTuan Dat LeNo ratings yet
- Steam ExcelDocument12 pagesSteam Excelsid sNo ratings yet
- BOILER STEAM FLOWDocument1 pageBOILER STEAM FLOWzalabiNo ratings yet
- Cane Factory DiffusionDocument5 pagesCane Factory DiffusionzalabiNo ratings yet
- Handling of By-Products and Treatment of WasteDocument7 pagesHandling of By-Products and Treatment of WastezalabiNo ratings yet
- PREFACEDocument2 pagesPREFACEzalabiNo ratings yet
- REFERENCESDocument6 pagesREFERENCESzalabiNo ratings yet
- Conclusions and RecommendationsDocument3 pagesConclusions and RecommendationszalabiNo ratings yet
- Basic Requirement For Slaughterhouse SpecificationDocument16 pagesBasic Requirement For Slaughterhouse SpecificationzalabiNo ratings yet
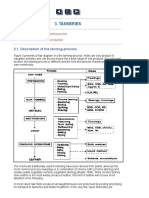
- TANNERIESDocument7 pagesTANNERIESzalabiNo ratings yet
- SLAUGHTERHOUSESDocument14 pagesSLAUGHTERHOUSESzalabiNo ratings yet
- The Environmental Impact of The Animal Product Processing IndustriesDocument9 pagesThe Environmental Impact of The Animal Product Processing IndustrieszalabiNo ratings yet
- Guía para Diseñar Centros de BeneficioDocument31 pagesGuía para Diseñar Centros de Beneficiotor0No ratings yet
- Basrah Modern SlaughterhouseDocument59 pagesBasrah Modern SlaughterhousezalabiNo ratings yet
- Basrah Modern SlaughterhouseDocument59 pagesBasrah Modern SlaughterhousezalabiNo ratings yet
- FAO - WHO Application of HACCPDocument90 pagesFAO - WHO Application of HACCPzalabiNo ratings yet
- GB 50010-2010Document249 pagesGB 50010-2010zalabiNo ratings yet
- Basrah Modern SlaughterhouseDocument59 pagesBasrah Modern SlaughterhousezalabiNo ratings yet
- Basic Requirement For Slaughterhouse SpecificationDocument16 pagesBasic Requirement For Slaughterhouse SpecificationzalabiNo ratings yet
- FAO - WHO Application of HACCPDocument90 pagesFAO - WHO Application of HACCPzalabiNo ratings yet
- Guía para Diseñar Centros de BeneficioDocument31 pagesGuía para Diseñar Centros de Beneficiotor0No ratings yet
- Boiler Commissioning PDFDocument3 pagesBoiler Commissioning PDFNaeemuddinNo ratings yet
- 2011 SMACNA Publications FormDocument2 pages2011 SMACNA Publications FormzalabiNo ratings yet
- China's Code for Design of Chimneys ExplainedDocument150 pagesChina's Code for Design of Chimneys ExplainedzalabiNo ratings yet
- Sugar IndustryDocument61 pagesSugar IndustryRaashi BhutaniNo ratings yet
- Chinese Machinery StandardDocument706 pagesChinese Machinery StandardAbo Kolou0% (3)
- National Standard for Eyelet Bolts GB 799-88Document6 pagesNational Standard for Eyelet Bolts GB 799-88zalabiNo ratings yet
- Seminarino: Introduction To Navisworks Freedom Basic Tools DemoDocument18 pagesSeminarino: Introduction To Navisworks Freedom Basic Tools Demoani_datNo ratings yet
- Unit 7. The Dynamics of Ecosystems.Document12 pagesUnit 7. The Dynamics of Ecosystems.nimolesaNo ratings yet
- Mandaya: Presented By: Cutad, Ray Dag-Uman, Ely Mae Cortes, MaikoDocument24 pagesMandaya: Presented By: Cutad, Ray Dag-Uman, Ely Mae Cortes, MaikoAPPLE MAE AGOSTONo ratings yet
- Mode of AssignmentDocument95 pagesMode of AssignmentQasim AliNo ratings yet
- Previews 2013360 PreDocument13 pagesPreviews 2013360 PreEko Setyo BudiNo ratings yet
- SGLGB Form 1 Barangay ProfileDocument3 pagesSGLGB Form 1 Barangay ProfileHELEN CASIANONo ratings yet
- Neurological Assessment CaseDocument13 pagesNeurological Assessment Casedrrajmptn0% (1)
- Fault Tracing: FMI 3: Checking The Sensor CircuitDocument1 pageFault Tracing: FMI 3: Checking The Sensor Circuituser1No ratings yet
- 2017 Aso Security TrainingDocument60 pages2017 Aso Security TrainingTanzila SiddiquiNo ratings yet
- Flatworms Round Worms and Anne Lids LabDocument6 pagesFlatworms Round Worms and Anne Lids LabBellaNo ratings yet
- SCR10-20PM Compressor ManualDocument36 pagesSCR10-20PM Compressor ManualTrinnatee Chotimongkol100% (2)
- Physics Radiant Energy Light: GE 143 Remote SensingDocument1 pagePhysics Radiant Energy Light: GE 143 Remote SensingPISALBO, JEXTER P.No ratings yet
- Museum functional areas guideDocument8 pagesMuseum functional areas guideChelle CruzNo ratings yet
- Thesis Statement 1Document4 pagesThesis Statement 1Ieka SyafiqahNo ratings yet
- English Form 2 Mod23042022001Document10 pagesEnglish Form 2 Mod23042022001Qiash JontezNo ratings yet
- Klee PTLDocument3 pagesKlee PTLapi-590350469No ratings yet
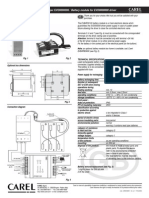
- EVBAT00100 Batterij ModuleDocument1 pageEVBAT00100 Batterij ModuleSaptCahbaguzNo ratings yet
- The Morning Calm Korea Weekly - Oct. 14, 2005Document26 pagesThe Morning Calm Korea Weekly - Oct. 14, 2005Morning Calm Weekly NewspaperNo ratings yet
- Pi̇sa Edu Türki̇ye Geneli̇ Imat Denemesi̇Document31 pagesPi̇sa Edu Türki̇ye Geneli̇ Imat Denemesi̇Efe Tunç AkyürekNo ratings yet
- Altivar 71 - ATV71H037M3Document13 pagesAltivar 71 - ATV71H037M3Mite TodorovNo ratings yet
- Thermal Destruction of Microorganisms in 38 CharactersDocument6 pagesThermal Destruction of Microorganisms in 38 CharactersRobin TanNo ratings yet
- Periodontal DiseaseDocument4 pagesPeriodontal Diseasemojako_badboysNo ratings yet
- OSHA Group Assigtment 1Document4 pagesOSHA Group Assigtment 1Muhammad SyahmiNo ratings yet
- Sip Annex 3 Gap Analysis Template EditedDocument5 pagesSip Annex 3 Gap Analysis Template EditedRiza GusteNo ratings yet
- Factors, Impact, Symptoms of NPADocument7 pagesFactors, Impact, Symptoms of NPAMahesh ChandankarNo ratings yet
- Syllabus of Modules FOR THE Electrician Domestic (ELE701)Document6 pagesSyllabus of Modules FOR THE Electrician Domestic (ELE701)udi969100% (1)
- Aircraft Surface Protection and Paint CoatingsDocument2 pagesAircraft Surface Protection and Paint CoatingsSarah SNo ratings yet
- Format Bahasa Inggeris UPSR 2016 ENGLISH (013) Section ADocument33 pagesFormat Bahasa Inggeris UPSR 2016 ENGLISH (013) Section AVINOTININo ratings yet
- Restraint Prevalence and Perceived Coercion Among Psychiatric Inpatientsfrom South IndiaDocument7 pagesRestraint Prevalence and Perceived Coercion Among Psychiatric Inpatientsfrom South IndiaEdson HilárioNo ratings yet
- MaryamDocument1 pageMaryamHAIZA FATHIMANo ratings yet
- Chromosomal Basis of Inheritance - Final PDF-1Document3 pagesChromosomal Basis of Inheritance - Final PDF-1Aishwarya ShuklaNo ratings yet