You might also like
- Dossat Principles of RefrigerationDocument554 pagesDossat Principles of RefrigerationJunaid Ameer100% (8)
- Reliability Study of An LNG PlantDocument16 pagesReliability Study of An LNG PlantjojeecaresNo ratings yet
- 4.project ReportDocument38 pages4.project ReportJagadeeshan SivanNo ratings yet
- Optimization of Urea PlantsDocument37 pagesOptimization of Urea PlantsShivakumar UmaraniNo ratings yet
- Lecture 11 Network DesignDocument132 pagesLecture 11 Network Designjon-jon anchetaNo ratings yet
- Hydrogen Plant SafetyDocument3 pagesHydrogen Plant Safetysaleh4060100% (2)
- DOE RCFA Guideline Document PDFDocument69 pagesDOE RCFA Guideline Document PDFrosyidnurdinfauziNo ratings yet
- MSC Aerospace Engineering PresentationDocument14 pagesMSC Aerospace Engineering PresentationMahmud Al HassanNo ratings yet
- Kepner Tregoe Problem SolvingDocument8 pagesKepner Tregoe Problem Solvingsaleh4060No ratings yet
- Pupalaikis - S Parameters For Signal IntegrityDocument666 pagesPupalaikis - S Parameters For Signal IntegrityzhangwenNo ratings yet
- FccuDocument47 pagesFccuMishell YanezNo ratings yet
- Best Practice For Refinery FlowsheetsDocument6 pagesBest Practice For Refinery Flowsheetskhaled_behery9934No ratings yet
- Distillation Column Troubleshooting Part IDocument8 pagesDistillation Column Troubleshooting Part INishat M PatilNo ratings yet
- DistillationDocument7 pagesDistillationAbdus Saboor KhalidNo ratings yet
- FCC Catalyst EvaluationDocument40 pagesFCC Catalyst EvaluationAnilú BarreraNo ratings yet
- NALCO Optimized Desalting As A Key in Development of A Refinery Profitability and ReliabilityDocument11 pagesNALCO Optimized Desalting As A Key in Development of A Refinery Profitability and Reliabilitysaleh4060No ratings yet
- A Introduction To Advanced Process ControlDocument5 pagesA Introduction To Advanced Process Controlsandeep lal100% (1)
- FCC Catalyst EvaluationDocument40 pagesFCC Catalyst EvaluationvikasbadhanNo ratings yet
- Deepanshi Jaiswal PDFDocument15 pagesDeepanshi Jaiswal PDFDeepanshi JaiswalNo ratings yet
- The Common Java CookbookDocument333 pagesThe Common Java Cookbooktmo9d100% (20)
- AnalizadorDocument12 pagesAnalizadorCarlos de la Torre100% (1)
- Advantages of Master Metering Method of Proving Custody Transfer FlowsDocument3 pagesAdvantages of Master Metering Method of Proving Custody Transfer Flowswsjouri2510No ratings yet
- General Reactor Model - GTC TechnologyDocument7 pagesGeneral Reactor Model - GTC TechnologyWiroon Tanthapanichakoon CharlesNo ratings yet
- Asset Management SystemsDocument4 pagesAsset Management Systemsfawmer61No ratings yet
- Use Operator Training Simulators For FCCDocument3 pagesUse Operator Training Simulators For FCCKannanGKNo ratings yet
- 2017 Optimization of Flotation Plant Performance Using Micro-Price AnalysisDocument7 pages2017 Optimization of Flotation Plant Performance Using Micro-Price AnalysisClaudiaCamilaRodriguezArroyoNo ratings yet
- DCN Manual 2019Document74 pagesDCN Manual 2019Suhani SrivastavaNo ratings yet
- Distillation Column Troubleshooting Part IIDocument8 pagesDistillation Column Troubleshooting Part IINishat M PatilNo ratings yet
- Can We Believe The Simulation ResultsDocument7 pagesCan We Believe The Simulation Resultsken910076100% (1)
- Comtaminents in Amine Gas Treating UnitDocument13 pagesComtaminents in Amine Gas Treating Unitarvindgupta_2005No ratings yet
- FINAL Presentation For ARA ConferenceDocument26 pagesFINAL Presentation For ARA Conferencesaleh4060No ratings yet
- Development of Ethyl Acetate Process TechnologyDocument20 pagesDevelopment of Ethyl Acetate Process TechnologyKaycelyn Bacay100% (1)
- Steam System-Dynamic ModellingDocument5 pagesSteam System-Dynamic ModellingChem.EnggNo ratings yet
- Fuel Burning Nox and Voc Calculation ToolDocument3 pagesFuel Burning Nox and Voc Calculation Toolsaleh4060No ratings yet
- Control and Optimisation of A Multiple Effect Evaporator PDFDocument6 pagesControl and Optimisation of A Multiple Effect Evaporator PDFFanilo RazafindralamboNo ratings yet
- Adiabatic Fixed-Bed Reactors: Practical Guides in Chemical EngineeringFrom EverandAdiabatic Fixed-Bed Reactors: Practical Guides in Chemical EngineeringNo ratings yet
- Fluid Catalytic CrackingDocument24 pagesFluid Catalytic CrackingAnish Waghulde100% (3)
- Improving Hydrotreater OperationsDocument5 pagesImproving Hydrotreater Operationssaleh4060No ratings yet
- Process System Value and Exergoeconomic Performance of Captive Power PlantsFrom EverandProcess System Value and Exergoeconomic Performance of Captive Power PlantsNo ratings yet
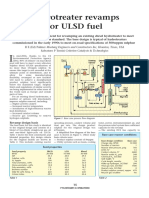
- Hydrotreater Revamps For ULSD FuelDocument4 pagesHydrotreater Revamps For ULSD Fuelsaleh4060No ratings yet
- The Next Generation of Steam Plant Controls WP Gfa817Document6 pagesThe Next Generation of Steam Plant Controls WP Gfa817techdocuNo ratings yet
- Natural Gas Hydrocarbon Contamination in AmineDocument8 pagesNatural Gas Hydrocarbon Contamination in AmineRicardo BecNo ratings yet
- Comparative Study of DEA and MDEADocument4 pagesComparative Study of DEA and MDEAsaleh4060No ratings yet
- ISO IEC 29119-4 Test TechniquesDocument149 pagesISO IEC 29119-4 Test Techniquesiulian.pocotila5367100% (2)
- ULSD Production - Improved Feed Stream QualityDocument6 pagesULSD Production - Improved Feed Stream Qualitysaleh4060No ratings yet
- FCC Profitability Assessment Via Advanced ModelingDocument10 pagesFCC Profitability Assessment Via Advanced Modelingsaleh4060No ratings yet
- Cement Process ExpertDocument9 pagesCement Process ExperttadagidsNo ratings yet
- Residue Desulphurisation and ConversionDocument5 pagesResidue Desulphurisation and Conversionsaleh4060No ratings yet
- HDS Benefits From Plate Heat ExchangersDocument6 pagesHDS Benefits From Plate Heat Exchangerssaleh4060No ratings yet
- Prime G+ Commercial BulletinDocument2 pagesPrime G+ Commercial Bulletinsaleh4060No ratings yet
- Chemical Process Plants - Plan For RevampsDocument6 pagesChemical Process Plants - Plan For RevampsBramJanssen76No ratings yet
- Reformer Technology For HydrogenDocument6 pagesReformer Technology For Hydrogensaleh4060No ratings yet
- Model Predictive Control of A Crude Distillation Unit PDFDocument6 pagesModel Predictive Control of A Crude Distillation Unit PDFHussaini Hamisu100% (1)
- Real-Time Optimization of A Gasoline Run-Down Header Blending OperationDocument18 pagesReal-Time Optimization of A Gasoline Run-Down Header Blending Operationkirandevi1981No ratings yet
- Complex FCC Pretreat / FCC Unit Performance Gains Through An Integrated ApproachDocument4 pagesComplex FCC Pretreat / FCC Unit Performance Gains Through An Integrated ApproachArjav DesaiNo ratings yet
- CCC White Paper - Knowledge in Control - Sep - 2014Document4 pagesCCC White Paper - Knowledge in Control - Sep - 2014Pedro MunizNo ratings yet
- Knowledge in Control: Is It Possible To Control Critical Machinery With Technology Alone?Document3 pagesKnowledge in Control: Is It Possible To Control Critical Machinery With Technology Alone?VanBa MrNguyenNo ratings yet
- Main Steam Turbine Controls Retrofit ISA FinalDocument13 pagesMain Steam Turbine Controls Retrofit ISA Finalvankayalasurya100% (1)
- Valero Emerson BlendingDocument3 pagesValero Emerson BlendingGerrard ArchuletaNo ratings yet
- Ind. Eng. Chem. Res. 2008 - 47 - 850-866Document17 pagesInd. Eng. Chem. Res. 2008 - 47 - 850-866Lindsey BondNo ratings yet
- Article - 1000089 Simulation Tank Farm Monte CarloDocument6 pagesArticle - 1000089 Simulation Tank Farm Monte CarlolenoelmNo ratings yet
- 2014 PTQ1 HS FCC For Propylene Concept To Commercial OperationDocument7 pages2014 PTQ1 HS FCC For Propylene Concept To Commercial OperationAnonymous v5uipHNo ratings yet
- PTQ - Optimization of Ethylene PlantsDocument3 pagesPTQ - Optimization of Ethylene PlantsmhdsolehNo ratings yet
- Increased Activity in FCC Pretreat - ARTDocument4 pagesIncreased Activity in FCC Pretreat - ARTKwangsjungNo ratings yet
- Horn Opportunities and Challenges enDocument10 pagesHorn Opportunities and Challenges enamisha2562585No ratings yet
- Process Technology in The Petroleum Refining Industry Current Situation and Future TrendsDocument3 pagesProcess Technology in The Petroleum Refining Industry Current Situation and Future TrendsBahar MeschiNo ratings yet
- Alumina APC TMS Conference 2004Document7 pagesAlumina APC TMS Conference 2004Rushana ThomasNo ratings yet
- Aiche-21-009Stabilizes Ammonia OperationsDocument5 pagesAiche-21-009Stabilizes Ammonia OperationsHsein WangNo ratings yet
- Spe 174148 MS 2Document18 pagesSpe 174148 MS 2Hernando CarrilloNo ratings yet
- ECSPXPCase Study 4Document7 pagesECSPXPCase Study 4418475No ratings yet
- Technical Audit of Older Ammonia Plants: Ken Northcutt, Robert Collins, and S. MadhavanDocument12 pagesTechnical Audit of Older Ammonia Plants: Ken Northcutt, Robert Collins, and S. Madhavanvaratharajan g rNo ratings yet
- TR Avt 128 02Document40 pagesTR Avt 128 02ElizaMunNo ratings yet
- Refinery-Wide Flowsheet ptq-q3-2019Document7 pagesRefinery-Wide Flowsheet ptq-q3-2019reemNo ratings yet
- 9711 Plant Operation RoutinesDocument20 pages9711 Plant Operation RoutinesfaisalnadimNo ratings yet
- Optimization and Control of A Crushing Circuit PDFDocument5 pagesOptimization and Control of A Crushing Circuit PDFpaulocouceiroNo ratings yet
- NMR Control SolutionsDocument11 pagesNMR Control SolutionsRubén Pérez ArmasNo ratings yet
- The Story of ULSD Optimisation at The Chevron Pembroke RefineryDocument11 pagesThe Story of ULSD Optimisation at The Chevron Pembroke RefineryLindsey BondNo ratings yet
- Profit Controller SuncorwhitepaperDocument6 pagesProfit Controller SuncorwhitepapermelvokingNo ratings yet
- Improve The Energy Efficiency of Pump SystemsDocument2 pagesImprove The Energy Efficiency of Pump SystemsRavi PrasadNo ratings yet
- 1 s2.0 S1474667017447458 Main PDFDocument6 pages1 s2.0 S1474667017447458 Main PDFDebraj DattaNo ratings yet
- GCP Sect8 Packaging PerformanceDocument10 pagesGCP Sect8 Packaging Performancelevanvui161No ratings yet
- Real-Time Production Optimization of Oil and Gas PDocument9 pagesReal-Time Production Optimization of Oil and Gas Paldo subiranaNo ratings yet
- Processes: Optimization Study On Increasing Yield and Capacity of Fluid Catalytic Cracking (FCC) UnitsDocument9 pagesProcesses: Optimization Study On Increasing Yield and Capacity of Fluid Catalytic Cracking (FCC) UnitsDika CodNo ratings yet
- Refinery Fuel System Control Optimisation ERTC Computing 2004Document27 pagesRefinery Fuel System Control Optimisation ERTC Computing 2004ShankarMukherjeeNo ratings yet
- Steam Turbine Control Valve and Actuation System Modeling For Dynamics AnalysisDocument6 pagesSteam Turbine Control Valve and Actuation System Modeling For Dynamics AnalysisAnand KrishnanNo ratings yet
- Topic 4.1 New Modern Diesel Engines: Latest Developments in Marine EnginesDocument12 pagesTopic 4.1 New Modern Diesel Engines: Latest Developments in Marine EnginesAlbert DivinaNo ratings yet
- Datacenter SecurityDocument7 pagesDatacenter SecurityAndres Londoño JaramilloNo ratings yet
- The Power of Automation: Model BehaviourDocument5 pagesThe Power of Automation: Model BehaviourNestramiNo ratings yet
- Greece VDU ZF Picture DigitalDocument1 pageGreece VDU ZF Picture Digitalsaleh4060No ratings yet
- Fundamentals of ULSD ProductionDocument6 pagesFundamentals of ULSD Productionsaleh4060No ratings yet
- Accuracy of Measured Lean Amine H S LoadingDocument4 pagesAccuracy of Measured Lean Amine H S Loadingjamy862004No ratings yet
- GH G Calculator Fuel CombustDocument5 pagesGH G Calculator Fuel Combustviswanathanbv1128No ratings yet
- Pilot Plant Catalyst DilutionDocument7 pagesPilot Plant Catalyst Dilutionsaleh4060No ratings yet
- Emissions Calculation Tool For Comfort/Water Heating (Nautral Gas)Document26 pagesEmissions Calculation Tool For Comfort/Water Heating (Nautral Gas)saleh4060No ratings yet
- Repetitive Pump Seal Failure Can Cause DisastersDocument1 pageRepetitive Pump Seal Failure Can Cause Disasterssaleh4060No ratings yet
- Troubleshooting FCC Unit Circulation and Fluidization ProblemsDocument4 pagesTroubleshooting FCC Unit Circulation and Fluidization Problemssaleh4060No ratings yet
- Mckee1970 PDFDocument7 pagesMckee1970 PDFSandra GilbertNo ratings yet
- ORM. Lucene. Elasticsearch. Integrated. - Hibernate SearchDocument6 pagesORM. Lucene. Elasticsearch. Integrated. - Hibernate SearchChandu ChandrakanthNo ratings yet
- Innovative Building Material: Shrihari K. BhuskadeDocument15 pagesInnovative Building Material: Shrihari K. Bhuskademla.santoshNo ratings yet
- Effect of Limestone Powders On Compressive StrengtDocument5 pagesEffect of Limestone Powders On Compressive StrengtRahim GroupNo ratings yet
- jPOS EEDocument67 pagesjPOS EEanand tmNo ratings yet
- A Clinical Study of Space Closure With Nickel-Titanium Closed Coil Springs and An Elastic ModuleDocument7 pagesA Clinical Study of Space Closure With Nickel-Titanium Closed Coil Springs and An Elastic ModuleValery Valer JaureguiNo ratings yet
- Manuale PJ6KPS-CA Rev 1.4 EngDocument89 pagesManuale PJ6KPS-CA Rev 1.4 EngTerver Fred KumadenNo ratings yet
- Unit-1 (Cse 245)Document58 pagesUnit-1 (Cse 245)Harsh DubeyNo ratings yet
- Ees ManualDocument191 pagesEes ManualMohd Jamal Mohd MoktarNo ratings yet
- Green Synthesis of Copper Nanoparticles and Its CharacterizationDocument5 pagesGreen Synthesis of Copper Nanoparticles and Its CharacterizationNicolas MolinaNo ratings yet
- Substance Chemistry Lesson 1Document28 pagesSubstance Chemistry Lesson 1samsonNo ratings yet
- 19-104 ResearchPaperDocument6 pages19-104 ResearchPaperGimhani KavishikaNo ratings yet
- Chapter2 - 3 - 3D Stiffness and Compliance MatricesDocument43 pagesChapter2 - 3 - 3D Stiffness and Compliance MatricesRobby GunadiNo ratings yet
- 2.4 GHZ 14 Dbi 90 Degree Vertical Polarized Sector Panel Wireless Lan Antenna - Model: Hg2414Sp-090Document2 pages2.4 GHZ 14 Dbi 90 Degree Vertical Polarized Sector Panel Wireless Lan Antenna - Model: Hg2414Sp-090Giovanni José Huacasi SupoNo ratings yet
- 12 Rules For A Relational Database ModelDocument1 page12 Rules For A Relational Database ModelVijay KumarNo ratings yet
- Correlation vs. CausationDocument13 pagesCorrelation vs. CausationdanielmugaboNo ratings yet
- EMV Multi Cable Transit Modular System (EMC-System) : PDFDocument7 pagesEMV Multi Cable Transit Modular System (EMC-System) : PDFbakien-canNo ratings yet
- Irs Wtc2020Document73 pagesIrs Wtc2020Himanshu SinghNo ratings yet
- Course STKO+OpenSees FEUP-UMDocument1 pageCourse STKO+OpenSees FEUP-UManon_897435228No ratings yet
- Jay BirdDocument37 pagesJay Birdvlcmstne04100% (1)
- Lesson 5 - Web DevelopmentDocument25 pagesLesson 5 - Web DevelopmentJoshua OmolewaNo ratings yet
- Lab PDFDocument8 pagesLab PDFAnonymous HZXRbzPkzNo ratings yet
- Semi-Finished Products: For Extreme Applications Pe, PP, PVDF, Ectfe, Fep, PfaDocument16 pagesSemi-Finished Products: For Extreme Applications Pe, PP, PVDF, Ectfe, Fep, PfaLuciano CortisNo ratings yet
- Invariant and MonovariantDocument3 pagesInvariant and MonovariantQuốc ĐạtNo ratings yet