You might also like
- Understanding the fundamentals of gas treating in refineriesDocument8 pagesUnderstanding the fundamentals of gas treating in refineriesazotik1985No ratings yet
- Amine ReportDocument14 pagesAmine ReportM qasimNo ratings yet
- Review of Biomass Pyrolysis Oil Properties and Upgrading ResearchDocument6 pagesReview of Biomass Pyrolysis Oil Properties and Upgrading Researchnguyennha1211No ratings yet
- Biogas Scrubber PDFDocument8 pagesBiogas Scrubber PDFjustmaul100% (1)
- Syngas To DMEDocument2 pagesSyngas To DMEMichael Ezeanaka.O.No ratings yet
- Biomass Fast Pyrolysis: Anthony V. BRIDGWATERDocument29 pagesBiomass Fast Pyrolysis: Anthony V. BRIDGWATERCarlos100% (1)
- DME Synthesis Technology Ready For Market: © Gastech 2005Document6 pagesDME Synthesis Technology Ready For Market: © Gastech 2005yan energiaNo ratings yet
- Removal and Disposal of BTEX Components From Amine Plant Acid Gas StreamsDocument5 pagesRemoval and Disposal of BTEX Components From Amine Plant Acid Gas StreamsMamank Ira SudrajatNo ratings yet
- Biopproducts From Syngas: 1. Executive Summary/ConclusionsDocument98 pagesBiopproducts From Syngas: 1. Executive Summary/ConclusionsGonzalo TitoNo ratings yet
- New Hydroprocessing Approaches Increase Petrochemical ProductionDocument11 pagesNew Hydroprocessing Approaches Increase Petrochemical ProductionnishilgeorgeNo ratings yet
- SIMULATION AND DESIGN FOR PROCESS TO CONVERT PLASTIC WASTE TO Liquid Fuel Using Aspen Hysys ProgramDocument5 pagesSIMULATION AND DESIGN FOR PROCESS TO CONVERT PLASTIC WASTE TO Liquid Fuel Using Aspen Hysys ProgramhanaNo ratings yet
- 2019jan - IECM Amine-Based CO2 Capture PDFDocument63 pages2019jan - IECM Amine-Based CO2 Capture PDFFunky labsNo ratings yet
- Texaco Gasification ProcessDocument12 pagesTexaco Gasification ProcessYan LaksanaNo ratings yet
- DME UlmannDocument4 pagesDME UlmannLeonard SaftaNo ratings yet
- Reactor Types Characteristics/usages Benefits in A DME Plant CautionsDocument4 pagesReactor Types Characteristics/usages Benefits in A DME Plant CautionsNeha MadanNo ratings yet
- BP's Biofuel StrategyDocument17 pagesBP's Biofuel Strategyscorpion2001glaNo ratings yet
- Biomass For Jet FuelDocument21 pagesBiomass For Jet Fuellkhoang pham100% (1)
- Final Guideline Document - Control of Sulfuric Acid Production Units, EPA-450 2-77-019 PDFDocument188 pagesFinal Guideline Document - Control of Sulfuric Acid Production Units, EPA-450 2-77-019 PDFChristopher BrownNo ratings yet
- Packed Amine Absorber Simulation Tracks Plant PerformanceDocument14 pagesPacked Amine Absorber Simulation Tracks Plant Performancematrix69No ratings yet
- Aspen HYSYS Simulation of Biomass Pyrolysis For The Production of MethanolDocument5 pagesAspen HYSYS Simulation of Biomass Pyrolysis For The Production of MethanolCsk SasiNo ratings yet
- Biomass ADDocument110 pagesBiomass ADAhmad Sederhna AdjaNo ratings yet
- Onderzoek Decarbonisation Potential of Synthetic KeroseneDocument89 pagesOnderzoek Decarbonisation Potential of Synthetic KeroseneNiccolò CaroliNo ratings yet
- QSAFI: Sugarcane Mill Model: Economic ModelsDocument6 pagesQSAFI: Sugarcane Mill Model: Economic ModelsMiguel MurilloNo ratings yet
- Methanol Injection Rate For Natural Gas Hydrate Prevention Be Careful What Simulators Tell YouDocument3 pagesMethanol Injection Rate For Natural Gas Hydrate Prevention Be Careful What Simulators Tell YouAndrés Daniel GotopoNo ratings yet
- State-Of-The-Art Nitrogen Rejection TechnologyDocument16 pagesState-Of-The-Art Nitrogen Rejection Technologynabeel khanNo ratings yet
- 2011 Pyrolysis Oil - Overview of Characteristics and UtilizationDocument20 pages2011 Pyrolysis Oil - Overview of Characteristics and UtilizationJean Carlos Gonzalez Hernandez100% (1)
- Refinery PDFDocument22 pagesRefinery PDFromulussikalitNo ratings yet
- Biomass Gasification For Electricity Generation and Production of Synthesis GasDocument15 pagesBiomass Gasification For Electricity Generation and Production of Synthesis GasSantosh DoddamaniNo ratings yet
- DESULFURIZATION: Amine Sweetening ProcessesDocument58 pagesDESULFURIZATION: Amine Sweetening ProcessesMukul GoyalNo ratings yet
- Lime Neutralization Treatment Plant Cost Estimate PDFDocument9 pagesLime Neutralization Treatment Plant Cost Estimate PDFWilmer JuarezNo ratings yet
- LPG Flow Calculation GuideDocument4 pagesLPG Flow Calculation GuideChhomNo ratings yet
- SWEETENING (Chemical Absorption) PresentationDocument54 pagesSWEETENING (Chemical Absorption) Presentationarsalan amirpour75% (4)
- A Review On The Catalytic Pyrolysis of Biomass For The Bio-Oil Production WithDocument15 pagesA Review On The Catalytic Pyrolysis of Biomass For The Bio-Oil Production WithDaniiela Melo RomeroNo ratings yet
- Df-25054-Rep-03-001 (Proceso H2)Document110 pagesDf-25054-Rep-03-001 (Proceso H2)María Macharé GutierrezNo ratings yet
- SS Simulation of Ethane RecoveryDocument5 pagesSS Simulation of Ethane RecoveryvasudhaNo ratings yet
- Models - Chem.multicomponent Tubular ReactorDocument23 pagesModels - Chem.multicomponent Tubular ReactorHectorNo ratings yet
- DrivingForceAnalysis Good PhDThesis FTreactor Code MatlabDocument267 pagesDrivingForceAnalysis Good PhDThesis FTreactor Code MatlabMinhaj GhouriNo ratings yet
- Hydrotrating Unit Simulation PDFDocument17 pagesHydrotrating Unit Simulation PDFAhmed HassanNo ratings yet
- Iso 17225 6 2021Document10 pagesIso 17225 6 2021Hafif DafiqurrohmanNo ratings yet
- AFPMQA 2013 DayOneDocument20 pagesAFPMQA 2013 DayOneosmanyukseNo ratings yet
- Chapter 3. Acid Gas RemovalDocument88 pagesChapter 3. Acid Gas RemovalTu Dang TrongNo ratings yet
- Cansolv TGT Plus FactsheetDocument2 pagesCansolv TGT Plus FactsheetPe VandeNo ratings yet
- Liquid Air Energy Storage: Pumped Hydro Capability No Geographical ConstraintsDocument15 pagesLiquid Air Energy Storage: Pumped Hydro Capability No Geographical ConstraintsAzrul Ikhwan AzharNo ratings yet
- Selection of Technologies For Gas Plant NaturalDocument15 pagesSelection of Technologies For Gas Plant NaturaljxlNo ratings yet
- 2019 March AFPM AM DUPONT CNOOC Paper - CNOOC Experience With The IsoThermingDocument19 pages2019 March AFPM AM DUPONT CNOOC Paper - CNOOC Experience With The IsoThermingPervaiz RizviNo ratings yet
- Residue Upgrading With Sydecsm Delayed Coking FWDocument10 pagesResidue Upgrading With Sydecsm Delayed Coking FWsoftechq1809No ratings yet
- DHDSDocument36 pagesDHDSravichandraNo ratings yet
- Gas Treatment Processes-1Document17 pagesGas Treatment Processes-1m sohailNo ratings yet
- HTHA Autoclave TestingDocument13 pagesHTHA Autoclave TestingTim MunstermanNo ratings yet
- Cansolve TechnologiesDocument10 pagesCansolve TechnologiesBongibethu Msekeli HlabanoNo ratings yet
- DR FCC PDFDocument7 pagesDR FCC PDFAle SanzNo ratings yet
- Hydroprocessing for Clean Energy: Design, Operation, and OptimizationFrom EverandHydroprocessing for Clean Energy: Design, Operation, and OptimizationNo ratings yet
- Preparation of Catalysts II: Scientific Bases for the Preparation of Heterogeneous CatalystsFrom EverandPreparation of Catalysts II: Scientific Bases for the Preparation of Heterogeneous CatalystsNo ratings yet
- International Thermodynamic Tables of the Fluid State: Propylene (Propene)From EverandInternational Thermodynamic Tables of the Fluid State: Propylene (Propene)No ratings yet
- Fundamentals of ULSD ProductionDocument6 pagesFundamentals of ULSD Productionsaleh4060No ratings yet
- HDS Benefits From Plate Heat ExchangersDocument6 pagesHDS Benefits From Plate Heat Exchangerssaleh4060No ratings yet
- DOE RCFA Guideline Document PDFDocument69 pagesDOE RCFA Guideline Document PDFrosyidnurdinfauziNo ratings yet
- Residue Desulphurisation and ConversionDocument5 pagesResidue Desulphurisation and Conversionsaleh4060No ratings yet
- ULSD Production - Improved Feed Stream QualityDocument6 pagesULSD Production - Improved Feed Stream Qualitysaleh4060No ratings yet
- Refining hydrotreater operationsDocument5 pagesRefining hydrotreater operationssaleh4060No ratings yet
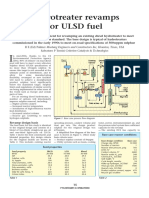
- Hydrotreater Revamps For ULSD FuelDocument4 pagesHydrotreater Revamps For ULSD Fuelsaleh4060No ratings yet
- Natural Gas Hydrocarbon Contamination in AmineDocument8 pagesNatural Gas Hydrocarbon Contamination in AmineRicardo BecNo ratings yet
- Hydrogen plant safety reviewDocument3 pagesHydrogen plant safety reviewsaleh4060100% (2)
- Accuracy of Measured Lean Amine H S LoadingDocument4 pagesAccuracy of Measured Lean Amine H S Loadingjamy862004No ratings yet
- DistillationDocument7 pagesDistillationAbdus Saboor KhalidNo ratings yet
- Reformer Technology For HydrogenDocument6 pagesReformer Technology For Hydrogensaleh4060No ratings yet
- Kepner Tregoe Problem SolvingDocument8 pagesKepner Tregoe Problem Solvingsaleh4060No ratings yet
- Greece VDU ZF Picture DigitalDocument1 pageGreece VDU ZF Picture Digitalsaleh4060No ratings yet
- Fuel Burning Nox and Voc Calculation ToolDocument3 pagesFuel Burning Nox and Voc Calculation Toolsaleh4060No ratings yet
- Comtaminents in Amine Gas Treating UnitDocument13 pagesComtaminents in Amine Gas Treating Unitarvindgupta_2005No ratings yet
- Emissions Calculation Tool For Comfort/Water Heating (Nautral Gas)Document26 pagesEmissions Calculation Tool For Comfort/Water Heating (Nautral Gas)saleh4060No ratings yet
- FINAL Presentation For ARA ConferenceDocument26 pagesFINAL Presentation For ARA Conferencesaleh4060No ratings yet
- Pilot Plant Catalyst DilutionDocument7 pagesPilot Plant Catalyst Dilutionsaleh4060No ratings yet
- FUEL CALCULATORDocument5 pagesFUEL CALCULATORviswanathanbv1128No ratings yet
- Prime G+ Commercial BulletinDocument2 pagesPrime G+ Commercial Bulletinsaleh4060No ratings yet
- Reactions and Separations Simulations: 3 Key IssuesDocument7 pagesReactions and Separations Simulations: 3 Key Issuesken910076100% (1)
- Distillation Column Troubleshooting Part IDocument8 pagesDistillation Column Troubleshooting Part INishat M PatilNo ratings yet
- FCC Profitability Assessment Via Advanced ModelingDocument10 pagesFCC Profitability Assessment Via Advanced Modelingsaleh4060No ratings yet
- Distillation Column Troubleshooting Part IIDocument8 pagesDistillation Column Troubleshooting Part IINishat M PatilNo ratings yet
- Mckee1970 PDFDocument7 pagesMckee1970 PDFSandra GilbertNo ratings yet
- NALCO Optimized Desalting As A Key in Development of A Refinery Profitability and ReliabilityDocument11 pagesNALCO Optimized Desalting As A Key in Development of A Refinery Profitability and Reliabilitysaleh4060No ratings yet
- Repetitive Pump Seal Failure Can Cause DisastersDocument1 pageRepetitive Pump Seal Failure Can Cause Disasterssaleh4060No ratings yet
- Troubleshooting FCC Unit Circulation and Fluidization ProblemsDocument4 pagesTroubleshooting FCC Unit Circulation and Fluidization Problemssaleh4060No ratings yet
- Overview of Turboden's Revamp of Lightning Dock Geothermal PlantDocument6 pagesOverview of Turboden's Revamp of Lightning Dock Geothermal PlantRinnoNo ratings yet
- DuraclearDocument2 pagesDuraclearRupesh ParaswarNo ratings yet
- kla-gard-bDocument2 pageskla-gard-bSudkate BoonthawornNo ratings yet
- Tegostab B 8465Document2 pagesTegostab B 8465Boyce ZhangNo ratings yet
- My Con Pds Sikafloor 220 W ConductiveDocument7 pagesMy Con Pds Sikafloor 220 W ConductivelaurenjiaNo ratings yet
- Infrared Reference Spectra F-KDocument22 pagesInfrared Reference Spectra F-KGalih Widys PambayunNo ratings yet
- Aromatic Waters (Aqua Aromatica)Document23 pagesAromatic Waters (Aqua Aromatica)raisul razaNo ratings yet
- 2 - 1 Chemical PreservationDocument18 pages2 - 1 Chemical PreservationAn FakeihahNo ratings yet
- Almaxco Brochure 2018Document33 pagesAlmaxco Brochure 2018Devi MurdianiNo ratings yet
- Air Emissions Inventory ReportDocument21 pagesAir Emissions Inventory ReportMohammed Al MujainiNo ratings yet
- Secugrid Range: No Limits With TheDocument4 pagesSecugrid Range: No Limits With TheDinesh PoudelNo ratings yet
- Jan 2016Document20 pagesJan 2016saraNo ratings yet
- 2Document22 pages2Irra PandeyNo ratings yet
- Ren 2018Document4 pagesRen 2018Vaisakh KpNo ratings yet
- Gensweet Enzyme Delivery and Analysis Report 2021-2022Document3 pagesGensweet Enzyme Delivery and Analysis Report 2021-2022Anthony ProdeniantaNo ratings yet
- Elementis-Bentone Ew - TDSDocument2 pagesElementis-Bentone Ew - TDSmgamal1080No ratings yet
- Lecture 09, List of Important Organic ChemicalsDocument28 pagesLecture 09, List of Important Organic ChemicalsMALIK ZARYABBABARNo ratings yet
- IUB 401 Ch1 IntroADocument56 pagesIUB 401 Ch1 IntroAMahmud IslamNo ratings yet
- 7740 8330 KG-33 Corning Schott Kimble Kavalier Pyrex Duran Kimax SimaxDocument5 pages7740 8330 KG-33 Corning Schott Kimble Kavalier Pyrex Duran Kimax SimaxPrimaria PuhaceniNo ratings yet
- Condensed and Evaporated MilkDocument13 pagesCondensed and Evaporated MilkRaksha100% (1)
- Chemistry Reference TableDocument12 pagesChemistry Reference Tableapi-255978375100% (1)
- Concrete Placement 1Document1 pageConcrete Placement 1VigneshNo ratings yet
- Avolan IsDocument3 pagesAvolan IsIván Cuevas100% (1)
- Automatic ingot feeder streamlines aluminum productionDocument6 pagesAutomatic ingot feeder streamlines aluminum productionPooja BanNo ratings yet
- Corrosion - Example ProblemsDocument9 pagesCorrosion - Example ProblemsGabriel Leonardo Tacchi NascimentoNo ratings yet
- 2016 Practice Qs For BMS1021 Wk1-6 PDFDocument29 pages2016 Practice Qs For BMS1021 Wk1-6 PDFaskldhfdasjkNo ratings yet
- 3 Sri+endang+done+17-22Document6 pages3 Sri+endang+done+17-22namain ecaaNo ratings yet
- Daftar Obat High AlertDocument2 pagesDaftar Obat High AlertStore ApotekerNo ratings yet
- PCOG LEC - Assignment 6 (Terpenoids and Resins)Document4 pagesPCOG LEC - Assignment 6 (Terpenoids and Resins)sadburgerNo ratings yet
- Rate of Reaction Coursework Sodium Thiosulphate and Hydrochloric AcidDocument6 pagesRate of Reaction Coursework Sodium Thiosulphate and Hydrochloric Acidbcqy65mx100% (1)